大轴承式捻股机控制系统设计毕业论文
2020-08-13 20:47:37
摘 要
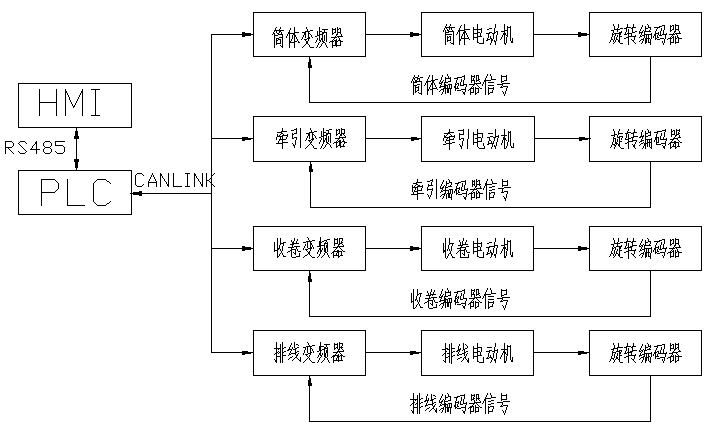
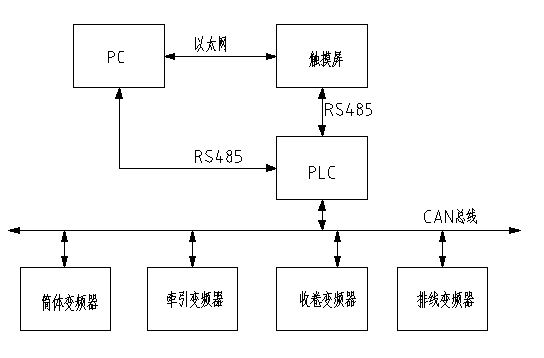
本论文设计了一种大轴承管式捻股机控制系统,应用于生产钢丝绳的捻股工艺。本控制系统对捻股机的筒体放卷、股绳的牵引、股绳的收卷、股绳的排线四个传动点进行了速度可根据工艺要求自主设定的控制。系统通过PLC调节各变频器控制对应传动点电机的输出,并利用变频器内置的PID调节模块实现电机输出的闭环控制,系统的通讯采用了先进的CANLink总线,非常的方便。本控制系统与传统机械传动系统相比,具有更好的稳定性、便捷性以及性价比。所得的控制设计系统对于捻股机的变频器传动改进具有重要的意义。
论文先介绍了钢丝绳的生产工艺,具体得介绍了钢丝绳捻制过程中捻股机系统的结构组成。接着比较了捻股机系统的变频器控制与传统控制的优缺点,并设计了系统方案。其次是捻股机控制系统的硬件设计,包括系统配电图、电源模块图、PLC控制原理图、外部接线图、电气设备材料表等。再次是捻股机控制系统的软件设计,包括PLC程序的流程图, PLC梯形图、CANlink配置以及HMI界面。最后进行了系统的调试运行,调试结果表明系统可行且较常规的控制系统在稳定性和便捷性有了很大的提升。
关键词:大轴承管式捻股机;控制系统;PLC;变频器;CANLink总线
Abstract
A large bearing tube twist machine control system is designed, which is applied to the twisting process of steel wire rope. The control system on the twist machine barrel unwinding, the rope of the traction, the rope of the winding, the rope of the four transmission points of the speed can be set according to the technical requirements of the control. The system through the PLC to adjust the inverter control the corresponding drive point of the motor output, and the use of the inverter built-in PID regulator module to achieve the motor output closed-loop control, the system communication using advanced CANLink bus, very convenient. The control system compared with the traditional mechanical transmission system, with better stability, convenience and cost-effective. The resulting control design system is important for the improvement of the drive of the twister.
The paper introduces the production process of steel wire rope, and introduces the structure of the twisting machine system in the process of wire rope twisting. Then the advantages and disadvantages of the inverter control and traditional control of the twist machine system are compared, and the system scheme is designed. Followed by the twist machine control system hardware design, including system power distribution plans, power supply module diagram, PLC control schematic diagram, external wiring diagram, electrical equipment, such as material table. Once again, it is the software design of the twist machine control system, including the PLC program flow chart, PLC ladder diagram, CANlink configuration and HMI interface. Finally, the debugging operation of the system is carried out. The debugging results show that the system is feasible and the control system has a great improvement in stability and convenience.
Key Words:Large bearing tube twist machine;Control System;PLC;Frequency converter; CANLink bus
目录
摘 要 I
Abstract II
第1章 绪论 1
1.1 选题的目的及意义 1
1.2 国内外的研究现状分析 1
1.3 本论文欲解决的问题 2
第2章 捻股机设备介绍及控制方案设计 3
2.1 捻股设备及工艺介绍 3
2.1.1 钢丝绳生产工艺流程介绍 3
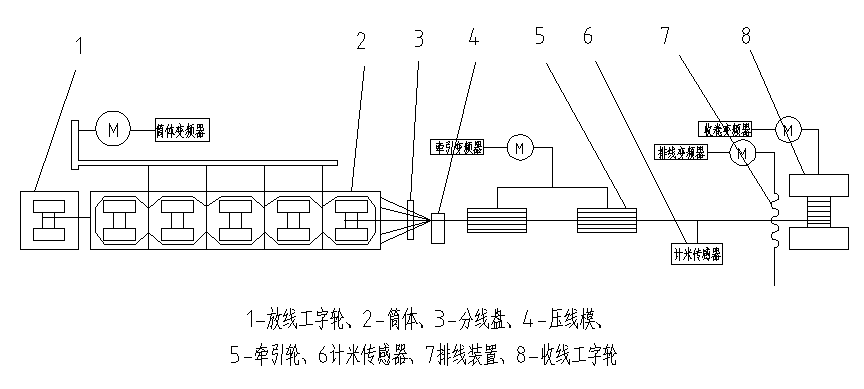
2.1.2 大轴承管式捻股机详细介绍 4
2.2 捻股机的控制方案设计 6
2.2.1 捻股机控制方案的选择 6
2.2.2 捻股机控制系统设计 7
第3章 控制系统硬件设计 9
3.1 主要器件选型 9
3.2 硬件电路设计 11
3.2.1 配电系统图设计 11
3.2.2 PLC控制原理图 11
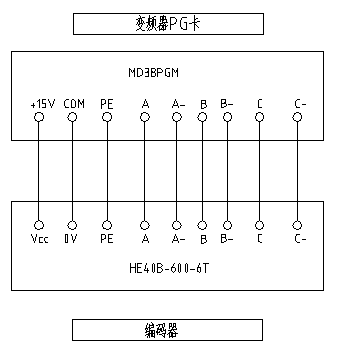
3.2.3 编码器与变频器的接线图 12
3.2.4 系统通讯图 13
第4章 控制系统软件设计 14
4.1 程序流程图及梯形图设计 14
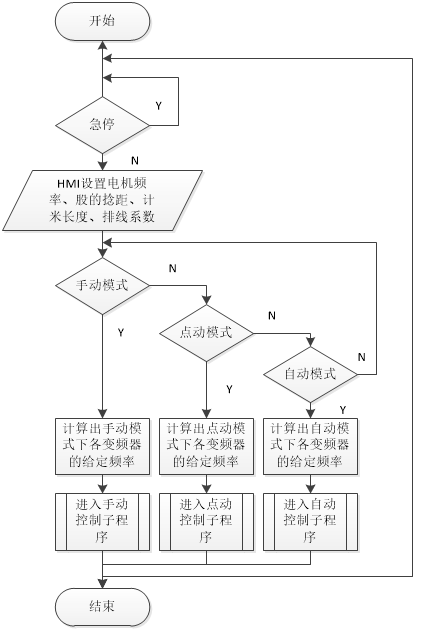
4.1.1 主程序流程 14
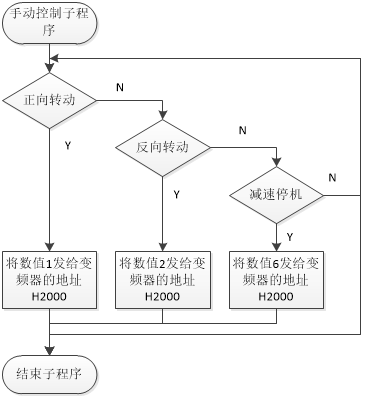
4.1.2 手动控制子程序流程 16
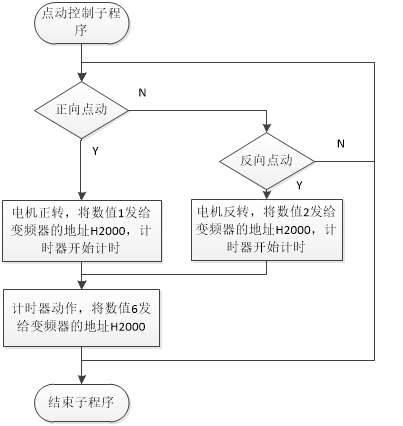
4.1.3 点动控制子程序流程 17
4.1.4 自动控制子程序流程 18
4.2 CAN总线设置 19
4.2.1 CAN总线通讯 19
4.2.2 PLC、变频器通讯基本参数的设置 21
4.2.3 CANLink配置 23
4.3 HMI设计 24
第5章 结果分析及总结 29
参考文献 30
附 录A原理图 31
附 录B 34
附 录C PLC程序 41
致 谢 53
绪论
本章主要介绍了大轴承式捻股机控制系统的设计背景以及国内外研究现状并说明了设计的目的。
选题的目的及意义
发展低碳经济已成为全球共识,低能耗、低污染的低碳经济也将是中国未来发展的必由之路。电机能耗占比高,节能潜力大,通过对电机变频调速可平均节能30%以上,效果显著,伴随着政府节能政策的推广以及交流电机调速技术与变频调速技术都取得重大的突破,变频器在21世纪得到了飞速的发展,导致它们被更多的应用到相关的设备上。大轴承式捻股机控制系统实现变频传动对提高设备的生产效率和产品质量至关重要,而设备生产过程能否实现速度的精确匹配直接影响着其产品的质量。随着全球经济一体化的形成,整个钢绞线生产行业的市场竞争必将愈演愈烈,如何提高钢绞线生产捻制环节的效率显得越来越重要,因此本论文将设计一种大轴承式捻股机的控制系统。
大轴承式捻股机有转速高,转动惯量大的特点。所以过去人们在面对大功率变频调速和直流调速这两种调速方案时,国内外都选择了直流调速,而大功率变频调速却因为价格高昂和技术难以实现不被采用。但是随着变频器技术的不断提高及其价格的大幅降低,大功率变频调速这种调速方案已经完全可以应用到大轴承式捻股机的控制系统中,而且运用变频调速的系统具有更高的控制精度、稳定性以及更低廉的价格。
相关图片展示: