年产1000Kg左氧氟沙星的车间设计毕业论文
2020-02-19 13:39:26
摘 要
近年来随着电子产品的普及,人们长时间对着电脑和手机屏幕,各种眼科疾病急剧增加,其中以结膜炎和角膜炎最为常见。左氧氟沙星便是用于治疗结膜炎和角膜炎的药物。
本文主要研究了左氧氟沙星在临床上治疗细菌性结膜炎和角膜炎的功效,计划做一个年产1000千克左氧氟沙星的车间设计。
研究结果表明:左氧氟沙星在临床上治疗细菌性结膜炎和角膜炎具有重要意义,不良反应少。
本文的特色:本文是对年产1000千克左氧氟沙星的车间设计的配套说明书,主要包括绪论,物料衡算,能量衡算,设备选型,管道设计与布置,车间设计与布置和三废处理等内容。在车间设计方面,目前国内外各种工艺路线都有某方面的缺点,所以本文选择了一条结合了多种路线优点的工艺路线。
关键词:左氧氟沙星;合成工艺;车间设计;设备选型
Abstract
In recent years, with the popularity of electronic products, people spend much time in front of computers and mobile phones. A variety of eye diseases have increased sharply, among which the most common are conjunctivitis and keratitis. Levofloxacin is used to treat conjunctivitis and keratitis.
This paper mainly studied the efficacy of levofloxacin in clinical treatment of bacterial conjunctivitis and keratitis, and planned to design a workshop with an annual output of 1000 kilogram levofloxacin.
The results showed that levofloxacin was of great significance in the treatment of bacterial conjunctivitis and keratitis.
This article's characteristic: The paper is a supporting instruction to produce one thousand kilogram levofloxacin. Mainly including the introduction, material balance, energy balance, equipment selection, pipeline design and layout, workshop design and layout, waste disposal and other contents. In the workshop design aspect, at present all kinds of domestic and foreign synthesis routes have shortcoming in some aspects. So this article chooses a process route that combines the advantages of multiple routes.
Key Words: Levofloxacin; Synthesis process; Workshop design; Equipment selection
目 录
第1章 绪论 1
1.1工艺路线的确定 1
1.2相关化合物的合成 1
1.3生产方案与产品规模 4
第2章 物料衡算 4
2.1物料衡算依据 4
2.2Ⅱ制备Ⅳ物料衡算 4
2.3Ⅳ制备Ⅴ物料衡算 6
2.4Ⅴ制备Ⅶ物料衡算 8
2.5Ⅶ制备Ⅰ物料衡算 11
第3章 能量衡算 14
3.1能量衡算目的 14
3.2能量衡算依据 14
3.3设备热平衡方程式 14
3.4计算方式 14
3.5能量衡算基础数据的计算和查取 14
3.6Ⅱ制备Ⅳ能量衡算 15
3.7Ⅳ制备Ⅴ能量衡算 16
3.8Ⅴ制备Ⅵ能量衡算 16
3.9Ⅵ制备Ⅶ能量衡算 18
第4章 主要设备选型与计算 19
4.1设备选型原则 19
4.2设备选型计算依据 19
4.3主要设备选型 19
4.3.1Ⅱ制备Ⅳ设备选型 19
4.3.2Ⅳ制备Ⅴ设备选型 20
4.3.3Ⅶ制备Ⅰ设备选型 21
第5章 车间管道设计 23
5.1管道及管件材质要求 23
5.2管道布置 23
第6章 车间布置设计 25
第7章 三废处理 26
第8章 小结 27
参考文献 .................................................................. 28
致谢....................................................................... 29
第1章 绪论
在科技日益发展的今天,越来越多的人长期接触电子产品,出现了各种眼科疾病[1]。细菌性角膜炎和结膜炎是临床上常见的眼部疾病。在以往的治疗中,常常使用氧氟沙星,但治疗效果并不是很理想[2-3]。在进一步的临床试验中,发现左氧氟沙星对细菌性角膜炎和结膜炎具有显著的疗效,而且不良反应小,值得推广[4-5]。左氧氟沙星在临床眼科疾病治疗中的意义非常重大[6-7]。本文就是对左氧氟沙星的车间设计。
1.1工艺路线的确定
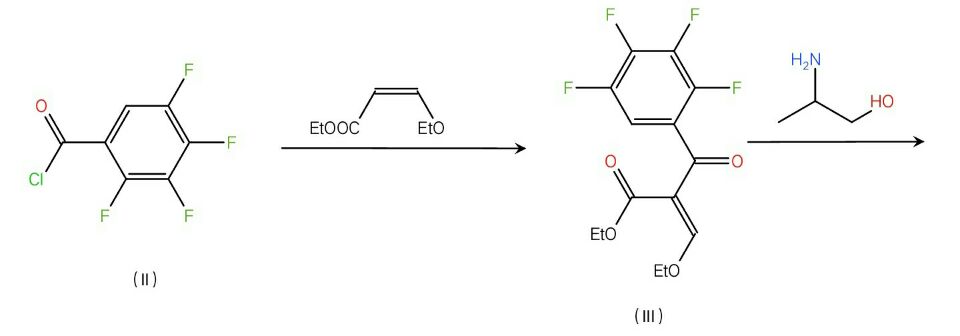
从查阅到的各种文献资料来看,左氧氟沙星的合成路线多种多样,现在在工业化生产左氧氟沙星的路线中,大多数是采用顾海宁等人提出的路线。该工艺把(2,3,4,5)-四氟苯甲酸作为原料,先发生酰氯化反应,然后跟(N,N)-二甲氨基丙烯酸乙酯发生偶联反应,再与L-氨基丙醇发生置换反应,环合反应,然后让其水解,最后与N-甲基哌嗪发生缩合反应即可得到左氧氟沙星,总收率为52.3%。当然还有其他采用无水哌嗪制备左氧氟沙星的方法。这些路线共同的特点是缩短了反应路线,从而减少了中间过程中物料的损耗。美中不足的是上述工艺路线在生产过程中产生了大量废气与废水,对环境的污染太过严重,工艺路线还需要改进[8]。因此在综合比较了左氧氟沙星各种合成的工艺路线后,拟采用以下合成路线(图1.1):
1.2相关化合物的合成
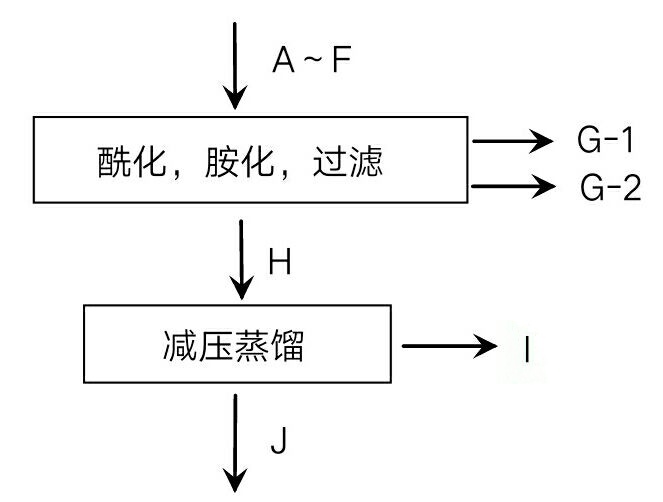
将甲苯,三乙胺,3-乙氧基丙烯酸乙酯,氢化钠,依次加入到反应釜中,搅拌降温到5 ℃,缓慢滴加(2,3,4,5)-四氟苯甲酰氯(Ⅱ),1小时滴完。滴完后慢慢将温度升高到55 ℃,保温反应8小时,得到中间体化合物(Ⅲ),反应结束后,将体系温度降低到5 ℃,将L-氨基丙醇于0.5小时内滴入,滴完后,在5 ℃下保温反应2~3小时。反应结束后过滤,将滤饼集中起来回收三乙胺以再次利用,而滤液通过减压蒸馏的方法,将甲苯蒸出回收利用,得到粗产品化合物(Ⅳ),加入适量(N,N)-二甲基甲酰胺配成溶液备用。
将(N,N)-二甲基甲酰胺,无水氟化钾加入到反应釜中,于3小时内将上述粗产品化合物(Ⅳ)的(N,N)-二甲基甲酰胺溶液滴加到反应釜,在145 ℃下保温反应4小时。反应结束后减压蒸馏,将(N,N)-二甲基甲酰胺蒸出回收利用,然后加入纯化水,充分搅拌后抽滤。得到的滤饼先用甲醇洗涤,然后将其置于干燥箱中干燥后得到类白色固体,即化合物(Ⅴ),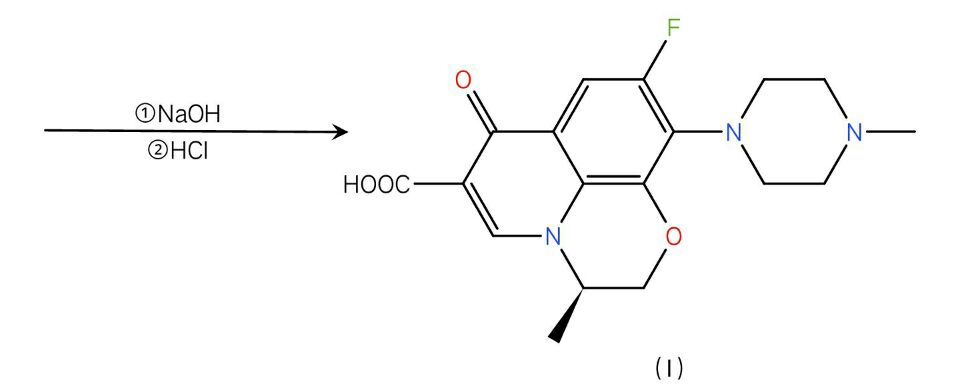

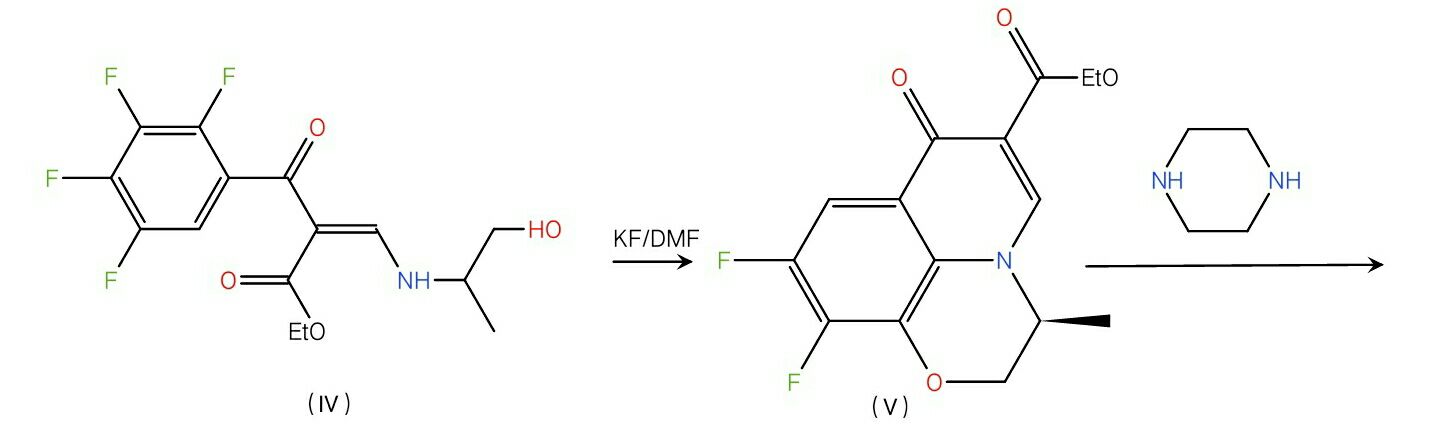
 收率67.5%。
收率67.5%。
图1.1 左氧氟沙星合成路线
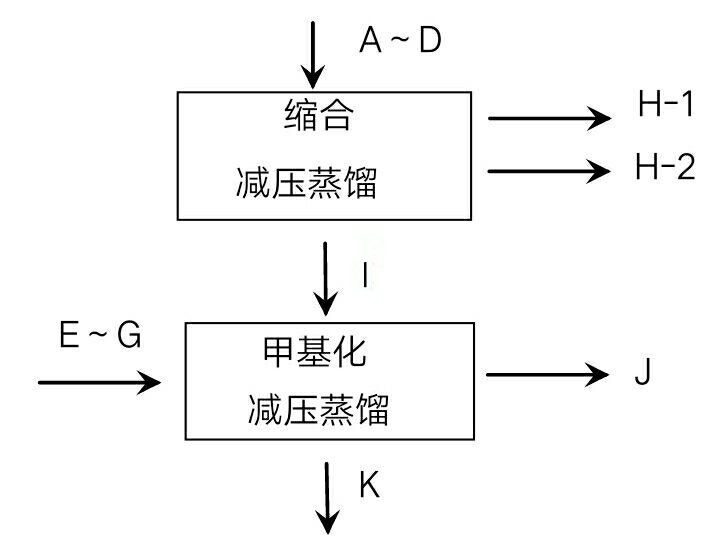
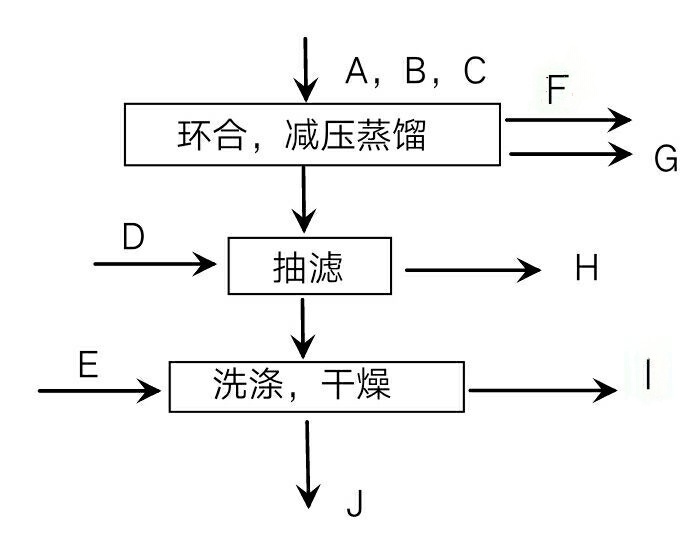
将二甲基亚砜,三乙胺,无水哌嗪,化合物(Ⅴ),依次投入反应釜中,在室温下缓慢将温度升高到130 ℃,计时保温,当薄层色谱法检测到不再含有化合物(Ⅴ)时,结束反应,然后减压蒸馏,蒸出二甲基亚砜以回收利用,继续蒸馏直到反应液干,残留物即化合物(Ⅵ),不需要分离,可直接用于下一步操作[9]。
在上述操作中得到的化合物(Ⅵ),加入甲苯,氢氧化钠,搅拌的同时将温度升高到30 ℃,缓慢滴加硫酸二甲酯到反应体系中,于2小时内滴完。然后缓慢将温度升高到70 ℃保温反应。直到薄层色谱法检测到不再含有化合物(Ⅵ)时,结束反应[10-15]。
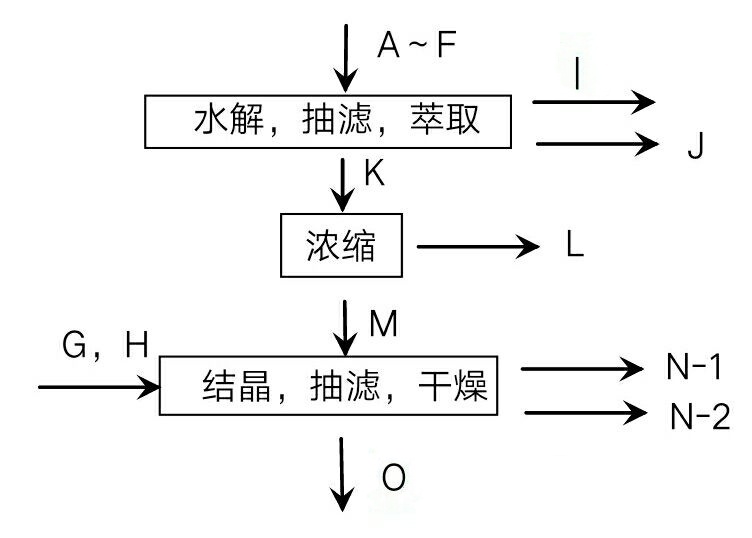
将甲苯蒸出回收利用,继续蒸馏至反应液干,加入水以及含氢氧化钠的碱液,缓慢升温直到物料全部溶解。保温2小时,加入三氯甲烷,滴加适量盐酸调pH为7.0左右,加入适量活性炭回流脱色,然后抽滤。将滤液分出有机层即三氯甲烷层,水层再用三氯甲烷萃取两次,将两次萃取后的三氯甲烷层合并然后浓缩至干,加入乙醇,缓慢升温溶解,用适量活性炭脱色后缓慢降温,等到不再有结晶析出后抽滤,将结晶干燥后便能得到目标化合物左氧氟沙星(Ⅰ),淡黄色结晶固体,收率为74.9%。
1.3生产方案与产品规模
年产1000千克左氧氟沙星,以240天计,每8天生产1批,每批生产40千克,共30批,总计能生产1200千克,满足生产要求。
第2章 物料衡算
2.1物料衡算依据
(1)产品名称:左氧氟沙星 (2)产品规格:99.5%
(3)年工作日:240天
(4)生产能力:1200千克/年
综合考虑设备检修,产品质量波动等因素,每八天生产一批产品。批生产量为40 kg,纯左氧氟沙星39.8 kg(99.5%),水分0.08 kg(0.2%),杂质0.12 kg(0.3%)。
(5)收率
Ⅱ→Ⅴ:67.5% Ⅴ→Ⅰ:74.9%
总收率:67.5%*74.9%=50.56%
(6)基准:物料衡算按批来计算,单位为kg。
2.2Ⅱ制备Ⅳ物料衡算
(1)投料 表2.1 Ⅱ制备Ⅳ投料表
编号 | 原料 | 规格 | 批投料量(kg) | 折纯量(kg) | 含水量(kg) | 含杂质量(kg) |
A | Ⅱ | 99.5% | 46 | 45.77 | 0.23 | |
B | 甲苯 | 99.5% | 283 | 281.585 | 1.415 | |
C | 三乙胺 | 99.5% | 25 | 24.875 | 0.125 | |
D | 3-乙氧基丙烯酸乙酯 | 99.5% | 33 | 32.835 | 0.165 | |
E | 氢化钠 | 99.5% | 0.58 | 0.58 | ||
F | L-氨基丙醇 | 99.5% | 17 | 16.915 | 0.085 |
(2)计算
Ⅱ 3-乙氧基丙烯酸乙酯 → Ⅲ 氯化氢↑
212.5 144 320 36.5
理论生成Ⅲ的量:45.77× 320/212.5 = 68.92 kg
实际生成Ⅲ的量:65 kg
亏损量:68.92 – 65 = 3.92 kg(全部转化为杂质)
生成氯化氢的量:45.77× 36.5/212.5 = 7.86 kg
剩余3-乙氧基丙烯酸乙酯的量:32.835-45.77 × 144/212.5=1.82 kg
Ⅲ L-氨基丙醇 → Ⅳ 乙醇
320 75 349 46
理论生成Ⅳ的量:65 × 349/320 = 70.89 kg
实际生成Ⅳ的量:67.88 kg
亏损量:70.89 – 67.88 = 3.01 kg(全部转化为杂质)
生成乙醇的量:65 × 46/320 = 9.34 kg
剩余L-氨基丙醇的量:16.915– 65× 75/320 = 1.68 kg
水总量为:1.415 0.125 = 1.54 kg
杂质总量为:0.23 0.165 0.085 3.01=3.49 kg
 Ⅱ投料-46 kg
Ⅱ投料-46 kg
a-Ⅱ-45.77 kg
b-杂质-0.23 kg
B-甲苯投料-283 kg
a-甲苯-281.585 kg
b-水-1.415 kg
C-三乙胺投料-25 kg
a-三乙胺-24.875 kg
b-水-0.125 kg
D-(3-乙氧基丙烯酸乙酯投料)-33 kg 图2.1 Ⅱ制备Ⅳ流程图
a-(3-乙氧基丙烯酸乙酯)-32.835 kg
b-杂质-0.165 kg
E-氢化钠-0.58 kg
F-(L-氨基丙醇投料)-17 kg
a-(L-氨基丙醇)-16.915 kg
b-杂质-0.085 kg
G1-气体氯化氢- 7.86 kg
G2-滤饼-30.485 kg
- 三乙胺-24.875 kg
- 氢化钠-0.58 kg
- 水-1.54 kg
- 杂质-3.49 kg
H-滤液-362.305 kg
- 甲苯-281.585 kg
- Ⅳ-67.88 kg
- 乙醇-9.34 kg
- (3-乙氧基丙烯酸乙酯)-1.82 kg
- (L-氨基丙醇)-1.68 kg
I-馏出液-290.925 kg
- 甲苯-281.585 kg
- 乙醇-9.34 kg
J-粗产物-71.38 kg
- Ⅳ-67.88 kg
- (3-乙氧基丙烯酸乙酯)-1.82 kg
- (L-氨基丙醇)-1.68 kg
2.3Ⅳ制备Ⅴ物料衡算
(1)投料
(2)计算
Ⅳ → Ⅴ 2HF ↑
349 309 20×2
理论生成Ⅴ的量:67.88×309/349 = 60.1 kg
实际生成Ⅴ的量:45.38 kg
亏损量:60.1– 45.38 = 14.72 kg(全部转化为杂质)
生成氟化氢的量:67.88×20×2/349 = 7.78 kg
杂质总量为:3.5 14.72 = 18.22 kg
表2.2 Ⅳ制备Ⅴ投料表
编号 | 原料 | 规格 | 批投料量(kg) | 折纯量(kg) | 含水量(kg) | 含杂质量(kg) |
A | Ⅳ | 95.1% | 71.38 | 67.88 | 3.5 | |
B | (N,N)-二甲基甲酰胺 | 99.5% | 361 | 359.195 | 1.805 | |
C | 无水氟化钾 | 100% | 17 | 17 | ||
D | 纯化水 | 100% | 442 | 442 | ||
E | 甲醇 | 99.5% | 44.2 | 43.979 | 0.221 |
- 粗产物Ⅳ-71.38 kg
 a-Ⅳ-67.88 kg
a-Ⅳ-67.88 kg
b-【3-乙氧基丙烯酸乙酯】-1.82 kg
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: