高强钢低匹配焊缝的焊接残余应力分布毕业论文
2020-02-19 15:46:34
摘 要
本文基于对压力容器用钢等高强钢板的焊接工艺评定标准的研究,在了解到国内外对于低合金高强钢的使用现状的前提下,欲利用选用低强度匹配焊接材料的方法来降低现在的高强钢的焊接难度。该方法是通过对国标NB/T47014中的新增条款的研究而提出的。通过制作13MnNiMoR钢材的等强匹配接头以及低强度匹配接头,然后通过盲孔法测量出两种焊接方法所得到的焊接试样的残余应力分布,并结合两块焊接材料的焊接接头焊缝及热影响区的组织分析低强匹配焊接方法对于减少焊接残余应力以及降低高强钢焊接冷裂纹现象的作用。
论文主要研究了高强钢的低强度匹配材料对焊接冷裂纹出现以及焊接残余应力的作用。
研究结果表明:采用低强度匹配材料进行高强钢的焊接,在保证了等强匹配焊接接头的性能的同时,降低了对焊接的预热以及后热处理的要求,也降低了焊接难度改善了工人施工条件,保存了低匹配的优势的同时弥补等强匹配的不足。
关键词:低合金高强钢;低匹配焊缝;残余应力分布;盲孔法
Abstract
Based on the research on the welding process evaluation standard of high strength steel plate for pressure vessel, and on the premise of knowing the current situation of low alloy and high strength steel at home and abroad, this paper intends to use the method of low strength matching welding material to reduce the welding difficulty of high strength steel.This method is proposed by studying the new clauses in the national standard NB/T47014.By making 13 mnnimor strong matching connectors such as steel and low strength match joints, and then through the blind hole method to measure the two kinds of welding method of welding residual stress distribution of the sample, and combining the two pieces of welding materials, welding joint organization analysis of welding seam and heat affected zone of low strength match welding method for reducing the welding residual stress and the role of high strength steel welding cold cracking phenomenon reduced.The effect of low strength match material on cold crack and welding residual stress of high strength steel was studied.The research results show that the high strength steel welding with low strength match materials, such as to ensure the strong match the performance of the welded joint at the same time, reduce the requirement for heat treatment after welding preheating and also reduces the difficulty of welding construction conditions, improve the workers saved the advantage of low matching make up for the inadequacy of such strong match.
Key Words:Low alloy high strength steel;Low matching weld;Residual stress distribution;Blind hole method
目 录
第1章 绪论 1
1.1 低合金高强钢及其应用 1
1.2 13MnNiMoR钢概述 1
1.3 低合金高强钢焊缝强度匹配 2
1.4 焊接残余应力的产生以及测试方法 3
1.5 研究内容 3
第2章 实验记录以及实验设备 5
2.1 实验材料 5
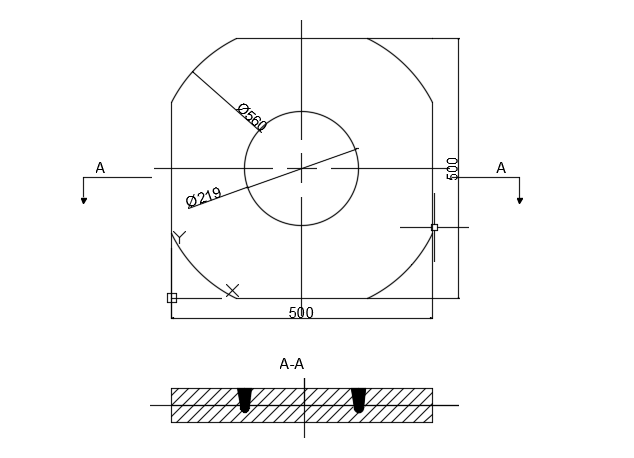
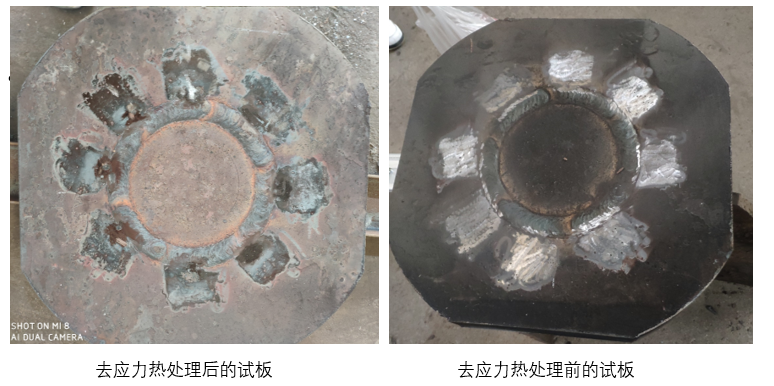
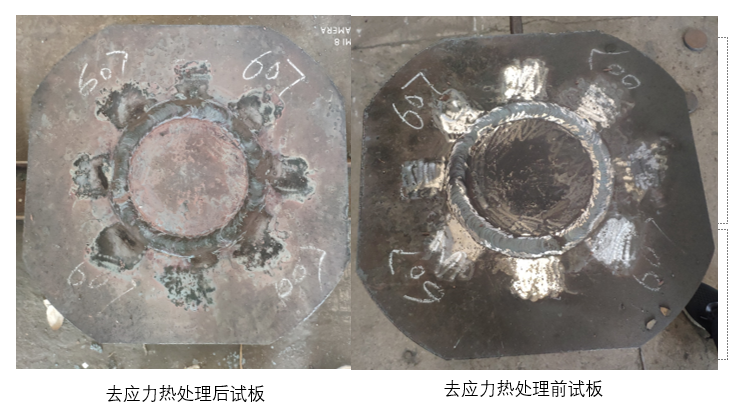
2.2 试样制备 6
2.21 试样焊前处理 6
2.22 焊接参数 8
2.3 焊接过程控制 9
2.31 焊前准备以及环境要求 9
2.32 焊接过程 9
2.4 焊接残余应力的测量 10
2.41 盲孔法简介 10
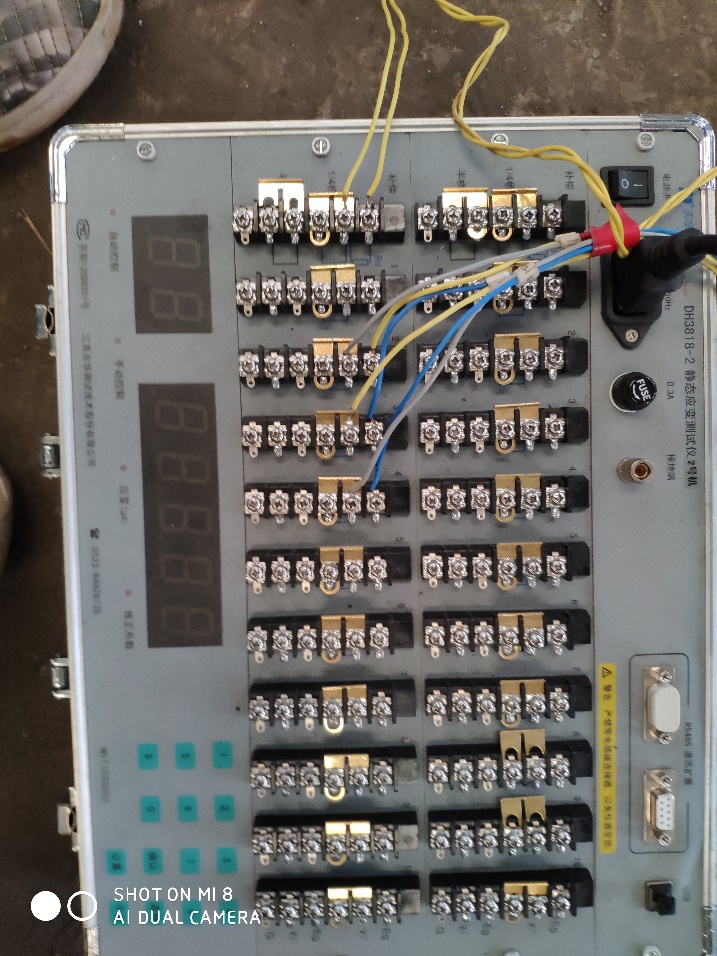
2.42 实验设备以及耗材 11
2.43 实验步骤 11
2.5 试板的工艺性能力学试验 12
2.6 试样的金相组织观察 13
第3章 实验结果分析 14
3.1 焊接残余应力的计算以及分析 14
3.2 拉伸弯曲试验分析 15
3.3 金相组织分析 16
第4章 结论与展望 18
4.1 结论 18
4.2 展望 18
参考文献 19
致 谢 21
第1章 绪论
1.1 低合金高强钢及其应用
伴随着新时代的飞速发展,国内经济大幅度提升的同时,也给各行各业的能源供给带来了问题,各种行业的飞速发展和提升避免不了造成大量的资源的消耗。其中钢铁材料更是在我国的各行各业使用量最大也同时是最重要的材料之一。机械制造业的发展是日新月异,导致了机械生产中对于日益大型化、轻量化的现代工程机械用焊接结构的需求也大大提高[1]。生产焊接结构的钢材不仅需要有良好的综合性能,还必须要有良好的加工性能,甚至还有些钢材的使用环境对于刚才的各种特殊性能要求也极其高,例如抗腐蚀性能、良好的的耐热性能、抗低温、辐射等性能。以前所使用的简单生产的碳素钢已经不能做到适应各种生产工作环境了,而且在钢铁资源大量消耗的现在,既要减少钢材的用量,又要使钢材能满足各种需求,高强钢自然也就出现在了世人的视线中。低合金高强钢就是在碳素钢中加入少量的合金元素,而就是这含量极少的合金元素,却能给普通的碳素钢的强度带来及其之大的提升,其中加入的合金元素一般会低于5%。高强钢由于其较高的强度,对于钢结构的生产带来了极大便利,需求同样的强度的钢,低合金高强钢的用量会比普通碳素钢少许多,因此为响应国家,低合金高强钢会逐步代替国内现在所使用的碳素钢。使用这种钢材不仅会大幅度减轻使用的钢材焊接结构的重量,节省较多钢材,还能缩短焊接时常,提升生产效率,极大的改善了机械制造生产行业的生产现状,还很符合制造业节能减排的发展趋势,有利于焊接事业的轻量化生产等[2]。
但是也正随着高强钢的大量使用,其强度提升确实给我们带来了许多便利,但是,高强钢焊接过程中却总是不可避免出现一些冷裂纹以及热影响区脆化软化及金属韧性下降等问题,而且冷裂纹也是现在已经使用高强钢制作的焊接结构失效的主要原因。而焊接过程中能有效减少冷裂纹的措施主要有降低焊缝金属氢含量和改变焊接工艺以及焊接材料,其中对于降低焊缝氢含量主要有以下方式,使用低氢型或者超低氢型焊材,焊前预热处理以及焊后直接热处理,但是低氢型材料的研究前期开发需求极大的资金投入且难度极高,而焊前热处理以及焊后热处理不仅会增加焊接工序还可能会导致焊缝区的韧性降低,降低了生产效率,使得相关焊接工作人员工作环境变得更差[3,4]。
为解决这个问题,有些研究人员则着眼于降低焊缝金属的强度,即使用屈服强度低于母材的填充材料。这也正好是符合了自2011年所修订的最新的承压设备焊接工艺评定准则,这次修订新增的一条便是若规定使用室温抗拉强度低于母材的焊缝金属,则每个试样的抗拉强度不得低于焊缝金属规定的抗拉强度。这也就是所谓的低匹配,能降低接头拘束应力从而降低出现冷裂纹的倾向,降低焊前预热温度甚至不需要进行焊前预热。
1.2 13MnNiMoR钢概述
13MnNiMoR钢是一种低合金高强钢,首先,作为低合金高强钢,是通过在正常碳钢中加入一定量或者说微量合金元素,而13MnNiMoR这个钢主要作用于压力容器制作方向,也正是因为其作用方向主要为压力容器,这种钢所必备的特点便是较高的热强性能,抗裂纹敏感性也需要很好。该钢由于性能较好,不仅被用于各种普通承压设备,还被应用于制作核能容器等耐超高压容器。当然在有这么多优势的同时,13MnNiMoR钢也有很多缺陷,合金元素相较于其他低合金高强钢更高,保证了其常温以及中温性能,但这较高含量的合金元素也造成了该钢的淬硬性,高淬硬性会使得这种钢在焊接时出现冷裂纹的可能性更高,焊接性较差。13MnNiMoR钢正常工作温度为中温,那么这种钢的热强性能也就比较高,而要保证这种性能必须添加较多的特定合金元素,例如Mo、Cr、Nb等,然而这些合金元素也很容易在焊接过程中形成碳化物,焊接后会进行必要的去应力热处理,而这时这些碳化物就随之聚集在晶界位置等,造成了再热裂纹的出现。而13MnNiMoR钢的焊接现状的问题也主要集中在冷裂纹和再热裂纹这两个因素上[5]。相比于冷裂纹,再热裂纹可能更好处理,主要需要做的便是确认再热裂纹敏感区间,然后在焊接前进行适当的温度下的预热处理,焊后去应力处理,就能尽量避免这种裂纹的出现。而为防止冷裂纹,焊接坡口制备要求严苛,焊前预热、层间温度控制、焊接线能量控制、后热缓冷和焊后热处理等措施全都要用上。
1.3 低合金高强钢焊缝强度匹配
在国内外研究中,对于低合金高强钢焊接结构设计的所要面临的问题首要就是强度匹配,也就是焊缝金属的强度问题,由于各个地方学者研究这个问题的角度以及研究条件的不同,对于这个问题的研究存在许多分歧,甚至说有些研究是相互矛盾的。
根据相关材料中所说,焊缝强度匹配系数指的就是焊缝金属屈服强度与母材金属的比值,当这个比值大于1,则就称之为高强匹配,,这个比值等于1就称为等强匹配,比值小于1称为低强匹配。
传统的观念以及相关标准是规定这种匹配系数默认选择“等强匹配”和“高强匹配”,且普遍的认知是选择等强或者高强匹配更安全些。但是近年来国际上对于减少焊接冷裂纹倾向的研究中,倾向于选择低匹配方式,并且在美国、日本等国家的研究中对低匹配接头进行了研究并且发现低强度匹配能明显减少冷裂纹的出现,且这样的焊接经验在一些承压设备中被多次应用,并且这些经验说明了低强匹配焊材可以满足使用。
低强匹配在我们常识中肯定认为是焊接接头的强度低于母材金属,然而这种说法并不准确,因为我们在进行焊材选择时并不是根据焊接接头的强度来选择焊材的,一般选择焊材的强度都是由其标称强度。但是焊接后的焊缝强度不同于标称强度,焊接后的焊缝强度往往是要超出焊材的标称强度的。因此按照这种低匹配选择的情况下得到的焊接街头的强度并不一定是符合低强匹配,外加上如果考虑各种冶金因素以及力学上的强化作用,例如第二相强化等等,高强钢的实际焊接得到的焊缝金属强度是会远超熔敷金属名义强度的。在这种前提下,即便我们是按照低强匹配选的焊材,也可能出现得到的焊缝金属并不低强,可能时等强甚至可能轻微高强。而同样情况下,如果选择等强匹配,那么出现高强匹配的情况会更明显,而高强匹配虽然有自己的适用情况,但是却没有达到选择等强匹配所要达到的目的,致使焊缝金属的韧性以及抗裂性下降,不能适应等强匹配焊接结构的工作环境以及工作情况而出现各种焊接结构失效的问题[6]。
有实验研究表明,采用等强匹配焊材(E11016-G)时,含氢量为2.9mL/100g,为防止冷裂纹,需要给这样的焊板施加的预热温度为125℃;在相同含氢量的条件下如我我们采用低强匹配焊材(E9016-G),只需要给予100℃的预热温度,而如果采用更低氢型的焊条,也是进行低强匹配焊接,预热温度甚至只需要70℃就能做到预防冷裂纹,相比与等强度匹配条件下,明显低强匹配更能提高高强钢的焊接区的抗裂性能,且钢材强度级别越高,这种作用也就越明显,但是也有规定母材强度与焊缝金属的强度差距不能太大。
1.4 焊接残余应力的产生以及测试方法
焊接结构在电弧焊接过程中,接头金属及其附近母材金属在受到电弧加热后伸长,但这一伸长被周围冷金属拘束而受到压缩。在压缩量大于母材金属的弹性变形量时,产生相应量的塑性变形。与此同时,受热区域的力学性能下降,进而产生更大的塑性变形量。在焊后冷却过程中,这些塑性变形被保留下来,使加热压缩区域产生拉伸应力,更远的地区产生压应力。而变形则会严重影响的焊接结构的外形和尺寸等,导致得到的焊接结构与设计的结构存在一定的不同。而焊接残余的拉压应力则会导致焊接裂纹的产生。
焊接时,焊接接头区域的温度分布是不均匀的,因为加热和冷却出现的时间不同,焊接到后面的时候,前面的焊缝因为已经开始降温,局部焊缝区域的各部分金属经历从固体到液体再到塑性状态最后到弹性状态的不同阶段,且这种变化时随着焊接电弧或者说焊接热源的位置变化而变化,这样的不均匀加热便是焊接残余应力的产生的根本原因[7]。
焊接残余应力的测定方法有很多种,从方法对焊接结构的破坏程度来分类有无损检测法、全破坏法和半破坏法,按照测定方法的原理来讲,又分为机械测定法和物理测量法。机械测定方法又可以被称为应力释放法,主要是通过将焊件的焊缝金属部位等具有焊接残余应力的地方局部分离或者分割,从而达到释放焊件里的焊接残余应力的目的,然后通过仪器测量此时的应变,再由弹性力学公式求出相应部位的焊接残余应力。这种方法基本都会局部或者整体破坏焊接件,主要测试方法有盲孔法、切条法、刨削法、车削法等。而在本文中,所用的研究方法便是盲孔法,通过钻小孔,释放应力,测量应变,并计算出相关数据,得到实验的结论。
1.5 研究内容
国际上对于高强钢的研究发现高强钢焊缝的显微组织与其力学性能之间存在良好的相关性,而焊缝的残余应力又是评价一个焊接结构的完整性的重要因素。因此,本文通过盲孔法测量13MnNiMoR这种低合金高强钢的低强匹配焊接接头和等强匹配焊接接头的应力分布,结合相关金相组织观察实验以及查阅相关文献分析低匹配焊接方式对于金相显微组织的改变以及对焊接残余应力的释放程度。本课题选择13MnNiMoR钢的目的是希望通过选用低强度匹配焊接材料,充分利用低强度焊接材料的塑性优势释放部分焊接残余应力,达到减应和提高焊接接头抗裂。且高强钢的焊接结构的生产存在一定难度,而低匹配能使得焊接结构的生产难度降低。如果能够达成这一研究目的,对于目前高强钢的焊接生产轻量化将提供很大的帮助。
第2章 实验记录以及实验设备
2.1 实验材料
本次课题的实验部分主要研究的材料是13MnNiMoR钢,然后用于低强匹配焊材选用的是J507 焊条(符合GB E5015),等强匹配焊材选用J607焊条(GB E6015-D1),母材钢板以及焊条均为武汉锅炉集团锅炉制造有限公司提供。
J507是一种低氢钠型焊条,在国标中被称为E5015型焊条,查阅标准GBT 5117-2012便知道,E表示焊条,50这里表示的是该种焊条的熔敷金属的最小抗拉强度为490MPa,15表示的含义较多,首先15说明该种焊条的药皮为碱性焊条,这一点从它是低氢型焊条可以知道,然后15还表示了该种焊条适应于全位置焊接,但是不一定包括向下立焊,最后15还规定了焊接电流为直流反接。J607同样是低氢钠型焊条,在国标中为E5915-3M2,查阅标准GBT 32553-2016知道E59表示这个焊条的熔敷金属的最小抗拉强度为590Mpa,而15则表示这种焊条同J507一样适用于全位置焊接,且为碱性焊条,同样规定了焊接电流为直流反接。
13MnNiMoR钢由国标GB 713-2008 查得其化学成分表表2.1以及由国标GB 150-2011查得其力学性能表格表2.2如下,且由化学成分表可看出该钢合金元素含量明显较高,总的平均质量分数都超过了3.0%,因此具有较高的淬硬倾向。
表2.1 13MnNiMoR钢的化学成分 (质量分数)(%)
C | Si | Mn | P | S | Cr | Ni | Mo | Nb |
≤0.15 | 0.15~0.50 | 1.20~1.60 | ≤0.020 | ≤0.010 | 0.20~0.40 | 0.60~1.00 | 0.20~0.40 | 0.005~0.020 |
表2.2 30~100mm13MnNiMoR钢板常温下的力学性能
室温屈服强度 Rel/(MPa) | 室温抗拉强度 Rm/(MPa) | 室温延伸率 A/(%) | -20℃夏比(V型缺口)冲击吸收功Akv/(J) |
≥390 | 570~720 | ≥18 | ≥41 |
由国际焊接学会(IIW)碳当量计算公式可以计算13MnNiNoR的碳当量:
CE=C+Mn/6+(Cr+Mo+V)/5+(Cr+Ni)/15(%)≈0.56%
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: