高铬铸铁缺陷修复工艺研究毕业论文
2020-02-19 15:47:30
摘 要
本文以碳化钨和高铬铸铁焊丝为焊接修复材料,通过火焰钎焊和非熔化极惰性气体保护焊两种焊接方式,对同一高铬铸铁棒上的同一模拟裂纹进行焊接修复操作,探究相同操作环境下不同焊接方式和不同焊接修复材料对以高铬铸铁为材质的工业铸件进行焊接修复的可能性,所得结果在目前倡导节约减少排放保护环境的大趋向下对于工业企业修复损坏的高铬铸铁件使其重新投入使用具有重要的指导意义。
研究发现在同一焊接修复材料的情况下,非熔化极惰性气体保护焊与火焰钎焊相比更易较好的修复裂纹;在同一焊接方式的情况下,高铬铸铁焊丝比碳化钨具有更好的成型效果,同时硬度与高铬铸铁母材相近。
本文的特色为笼统概括对比了高铬铸铁母材在两种焊接方式和两种焊接材料下的成型效果,方便企业参考选择合适的焊接修复方式。
关键词:高铬铸铁;火焰钎焊;非熔化极惰性气体保护焊(TIG焊);裂纹;气孔
Abstract
In this paper, tungsten carbide and high-chromium cast iron welding wire are used as welding repair materials. The welding process of the same simulated crack on the same high-chromium cast iron rod is carried out by flame brazing and non-melting inert gas shielded welding. The possibility of welding and repairing industrial castings made of high-chromium cast iron under different welding methods and different welding repair materials in the environment, the results obtained are currently advocated to reduce the emission reduction and protect the environment from the downward trend for industrial enterprises to repair damaged high-chromium cast iron. It is important to make it available for re-use.
It is found that in the case of the same welding repair material, non-melting inert gas shielded welding is easier to repair cracks than flame brazing; in the case of the same welding method, high chromium cast iron is better than tungsten carbide. The forming effect is similar to that of the high chromium cast iron base material.
The characteristics of this paper are a general summary of the molding effect of high chromium cast iron base metal under two welding methods and two welding materials, which is convenient for enterprises to choose the appropriate welding repair method.
Key Words:High chromium cast iron; flame brazing; non-melting inert gas shielded welding (TIG welding); crack;
目录
第1章 绪论..........................................................1
- 课题研究背景及意义.......................................1
- 耐磨材料的现状及发展.....................................1
- 高铬铸铁生产过程中主要缺陷探讨...........................2
- 高铬铸铁的焊接修复国内外研究现状及本文研究内容...........3
第2章 实验材料、设备及使用方法......................................3
第2.1节 实验材料..................................................3
第2.2节 实验技术和设备以及操作方法................................7
2.2.1 焊接技术、操作方法以及焊接设备...........................7
2.2.2 分析设备及分析方法.......................................9
第3章 实验修复工艺研究及组织性能分析................................9
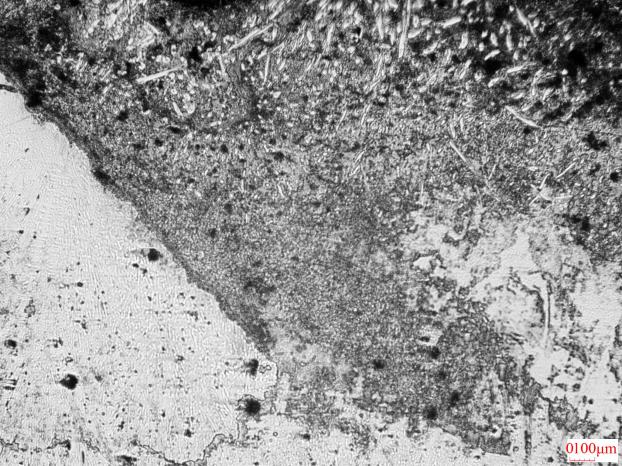
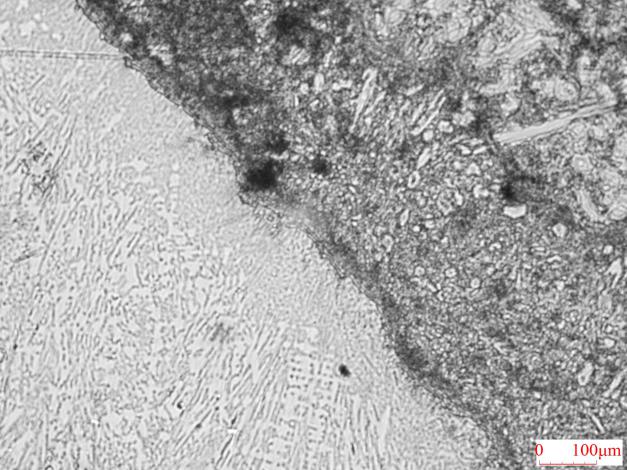
第3.1节 高铬铸铁火焰钎焊焊缝区金相组织分析........................9
3.1.1 高铬铸铁焊丝火焰钎焊焊缝截面金相分析.....................10
3.1.2 碳化钨棒火焰钎焊焊缝截面金相分析.........................11
第3.2节 高铬铸铁非熔化极惰性气体保护焊焊缝区金相组织研究..........12
3.2.1 高铬铸铁焊丝TIG焊焊缝截面金相分析.......................12
3.2.2 碳化钨棒TIG焊焊缝截面金相分析...........................14
第3.3节 硬度分析..................................................14
第3.4节 缺陷探讨及防治措施........................................15
第4章 结论..........................................................16
参考文献.............................................................17
致谢.................................................................18
附录1...............................................................20
附录2...............................................................20
第1章 绪论
1.1 课题研究背景及意义
高铬铸铁是高铬白口抗磨铸铁的简称,它有远高于合金钢的耐磨性,远高于一般白口铸铁的韧性和强度,本身还有抗高温和抗腐蚀的良好性能,方便生产成本适宜。在5~10年前,高铬铸铁中用得最广泛的为铬含量12%~20%的高铬白口铸铁,在干磨中有广泛应用,如炼铁高炉料盅、轧辊、溜槽衬板等,而随着时代技术和生产要求的发展,现在工业企业和科研机构目光已转向铬含量26%~32%的高铬铸铁。高铬铸铁的高硬度是由于铬的大量加入使得白口铁中的M3C型碳化物变成M7C3型碳化物(1300-1800 Hv)。同时另一方面,在凝固过程中M7C3型碳化物呈杆状孤立分布,使得高铬铸铁的韧性有了一定程度的改善。所以高铬铸铁含碳量不同的情况下分别有不同的适用范围。低碳的韧性好而硬度低,适用于冲击载荷比较大的场合;高碳的则用于冲击载荷小的场合,表现出良好的耐磨性。所以高铬铸铁被广大企业和科研机构视为当代最优良的抗磨材料之一。
铸铁的焊接主要应用于以下三个领域:
- 在铸造厂铸件缺陷的焊接修复。中国现在每年的铸铁件产量约为4750万吨(2016年数据)。其中10%~15%具有不同的铸造缺陷,可用焊接进行焊补使其重新达到出厂标准。焊补修复挽救了大量铸铁件,为生产厂方节省了大量成本,减少工业排放,保护环境。
- 在使用中损坏的或磨损的铸铁件的焊接修复。这些铸铁件均已机械加工完成,工艺复杂价格昂贵,重新购买会极大增加成本延误工期。修复可修复的损伤非关键的部位可为企业节约大量成本节省大量资金,同时也减少了社会非必要工业生产,节能减排。
- 大型复杂铸铁件的生产。把铸铁件与其他铸铁件或其他金属进行焊接可有效提高生产效率,生产加工繁琐做工复杂的大型部件。也可视为大型铸件出现断裂进行焊接修复作业。
1.2 耐磨材料的现状及发展
目前耐磨材料在电力系统、冶金、矿山及建材等行业有相当程度的应用,绝大部分的耐磨材料铸件主要出产于大型企业的专业机械设备厂、各大行业机械修复单位及民营企业工业铸造厂,占据生产经济成本及能量消耗相当大的比重,生产水泥、矿山和煤粉等原材料时机械设备和零件会出现大量损耗,因而必须更换或修复。因此为了维持设备生产减少成本增加生产效益,除了不断系统研究和开发新的耐磨材料和耐磨技术外,还需要研究针对现有耐磨材料的焊接修复工艺并提高工人焊接修复技术。
人类对耐磨材料的系统性研发到现在已有一百多年的历史,作为耐磨材料主体的高锰钢、合金钢、镍硬铸铁、各类白口铸铁及高铬铸铁都经历了研究、生产及生产工艺不断发展和完善、生产设备不断提升换代的基本过程。在我国,近几十年来在耐磨材料和抗磨技术方面的研究和生产一直没有中止。在上世纪七十年代至九十年代这段时间,我国在高锰钢、中低合金耐磨钢,高铬白口铸铁及各类球墨铸铁上的系统研究及生产都取得极大发展,获得显著经济效益。现在我国对耐磨材料的发展已转向大量、纵向和系统规模化生产,并出现了专门面向矿山冶金、电力系统和建材原料生产提供的供应行业,专业化生产代表了生产工艺、设备应用及质量提高控制保证的完善,极大保证了耐磨件的产量、控制了耐磨件的损耗。
1.3 高铬铸铁生产过程中主要缺陷探讨
高铬铸铁因单耗低、破碎率低、硬度高和韧性好等特点饱受材料研发人员和工业生产厂商的关注,但其作为白口铸铁本身存在的生产缺陷依然不可避免。目前高铬白口铸铁生产过程中的主要缺陷为气孔和裂纹软点等。在实际生产过程中,在生产铸件中心位置、冒口根部断层、冒口表层附近均易产生气孔缺陷,影响生产铸件的质量。尤其是中心位置的气孔,破坏了生产铸件的连续性,导致铸件质量下降,早期失效。针对这一问题,很多相关文献提出了相关针对性解决方法,如金堆城钼业集团有限公司的贺国强工程师在其《充型方式对高铬铸铁磨球气孔缺陷的影响》一文中提出了中注式一模四球模具生产方式,该方式模具排气性强,充型时铁液冲击力小,冲型相对平稳,不易卷入气体,可以有效较少气孔缺陷的产生[1]。
裂纹软点缺陷容易在生产过程中热疲劳应力、轧制力(轧辊)等相关应力作用下快速扩展,产生于数倍于正常损耗的不正常磨削量,极大缩减设备使用寿命,甚至造成恶性生产安全事故,危害生产工人安全。目前大量轧辊等相关设备生产车间均具备机载涡流探伤设备,对裂纹检测灵敏度较低,但检测损伤时迅速高效方便快捷,有效遏制生产过程中恶心事故的发生,降低了设备损伤,提高生产寿命。目前通过对高铬铸铁生产过程、硬度和金相分析,得出高铬铸铁表面的裂纹和软点产生的主要原因:在生产过程中,高铬铸铁振动较大,产生成分偏析,同时因热处理过程工艺不合理,使内部残余奥氏体偏多。生产过程中对裂纹软点缺陷的产生几乎不可避免,避免此种缺陷造成生产事故的主要方式为做好设备定期检查并改进热处理工艺[2]。
1.4 高铬铸铁的焊接修复国内外研究现状及本文研究内容
目前国内外以有多篇论文涉及高铬铸铁的焊补工艺及方法,但大都局限于作者本身所在行业所处企业所使用的具体铸铁件。比如山东太阳纸业股份有限公司赵明旺张学勇两位工程师的《纸浆泵高铬铸铁衬板的冷焊接》一文,主要研究设备为有高铬铸铁衬板的纸浆泵。部分对于高铬白口铸铁件的焊接修复的统述,多涵盖于对铸铁相关材料的焊补工艺的教育用书内,并未单独详细成书,且多为低合金(Cr 0.2%~1.2%)白口铸铁。如山东大学李亚江教授于2003年1月由化学工业出版社成书出版的《特殊及难焊材料的焊接》一书第六章中,对铬含量0.2%~0.6%的冷硬白口铸铁轧辊的焊接工艺特点和焊接修复工艺给出了详细说明解释。对于高铬铸铁,则其铬含量一般局限于6%~12%。国内外针对铬含量26%以上的高铬铸铁件焊补修复的论文集中于两点,一为堆焊修复操作,重点在于堆焊可能性及堆焊后的材料性能和焊缝强度。比如河钢集团唐钢公司的杜瑞玲张扬两位工程师,以铸铁冷轧支承辊为例,采用堆焊修复方法对支承辊磨损的轴承位进行了强化修复尺寸。3.2mmZ308焊条采用辊颈表面预处理一辊颈局部预热一堆焊一缓冷的堆焊工艺,克服了铸铁焊接难度大、易产生焊接裂纹的问题,成功地对支承辊实施了局部修复[3]。还有A.N.J Stevenson, I.M Hutchings两位在《Wear of hardfacing white cast irons by solid particle erosion》一文中详细探讨了三种商业焊接堆焊高铬白口铸铁的固体颗粒磨损,用石英砂,碳化硅砂砾和两种不同尺寸的高炉烧结物以40m/s的速度和20°至90°的冲击角进行侵蚀试验。还测试了整体白口铸铁和低碳钢的比较,发现具有高体积分数的碳化物的材料显示出最大的抗腐蚀性[4]。二为最为普遍的焊丝焊条电弧焊操作,因焊条手工电弧焊实用性强、操作难度低、可操作人员广的原因,该方式最为大众所熟悉和讨论,但手工电弧焊因缺点多,熟练高级工人培训难度大,焊缝质量无法完全得到保证,企业往往不能从该修复方法中得到完全满意成果。本文写作拟针对含铬量为26%以上的高铬白口铸铁进行非熔化极惰性气体保护焊和火焰钎焊方面相关研究,增加铬含量26%以上的高铬白口铸铁焊补方式焊接参考多样性,这两种焊接方式操作难度低,训练工人简单,设备较易获得,操作环境要求低,焊缝质量高于手工焊条电弧焊,或可对行业相关工作进行概括和补充,符合现有时代要求,帮助企业参考制定适合自身的焊补方案。
-------------------------------------------------------------------------------------------------------
第2章 实验材料、设备及使用方法
2.1 实验材料
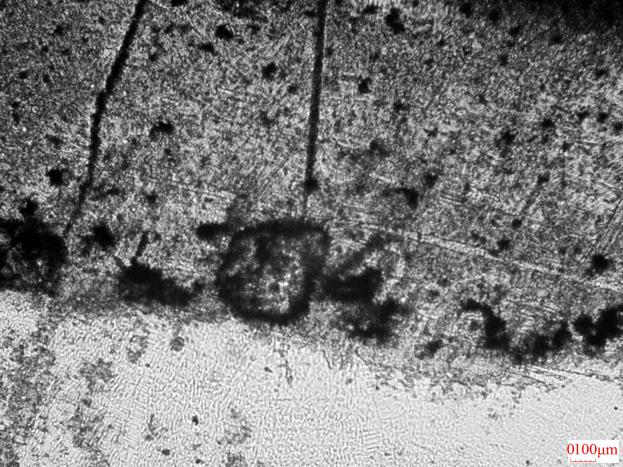
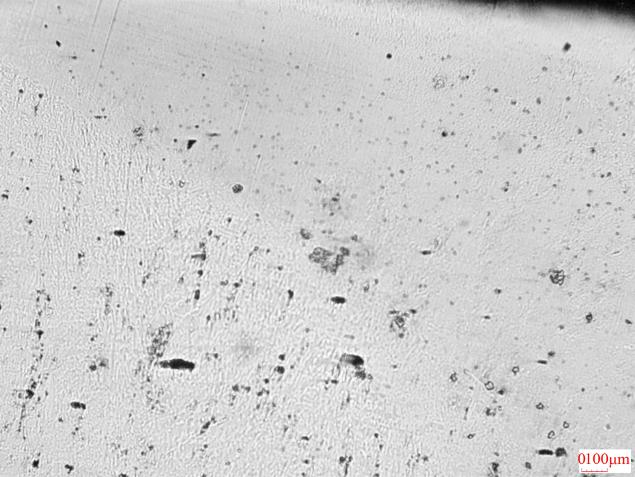
长40mm宽22mm高18mm附有白沙保护层的高铬白口铸铁棒一根,用砂轮机将其抛光至白沙保护层清除,可以看出铸铁件本身存在气孔等问题。在一长面用磨轮开一道7~8mm宽2~3mm深的槽模拟长裂纹,尽可能保持裂纹各处一致。用粉笔均分高铬铸铁棒为四等份,从右至左分别定为ABCD四区。对A区模拟裂纹用高铬铸铁焊丝进行火焰钎焊,对B区模拟裂纹用碳化钨棒进行火焰钎焊,对C区模拟裂纹用高铬铸铁焊丝进行直流TIG焊,对D区模拟裂纹用碳化钨棒进行直流TIG焊,保护气体为氩气。对每道焊缝用线切割机切割合适位置以观察截面。母材和各区焊缝表面及焊缝截面图如图2.1。碳化钨棒内部碳化钨铸体颗粒大小为30-40目,外部有钢基表皮包裹。高铬铸铁焊丝为北京嘉科公司提供的药芯焊丝,型号为ARCFCW9888,焊丝直径1.6mm,生产执行标准为DIN8555 ;碳化钨棒选用铸造碳化钨焊条,牌号为YZ3,管内成分为W2C和WC合金颗粒,熔点1600℃-1800℃,管径6mm,管长390mm。母材高铬铸铁焊丝及碳化钨棒成分(质量分数%)见表2.1。

图 2.1.1 完整母材未处理时

图2.1.2 模拟裂纹

图 2.1.3 A区焊缝表面图

图 2.1.4 B区焊缝表面图

图 2.1.5 C区焊缝表面图

图 2.1.6 D区焊缝表面图

图2.1.7 A区焊缝截面图

图2.1.8 B区焊缝截面图

图2.1.9 C区焊缝截面图

图2.1.10 D区焊缝截面图
图2.1
材料 | C | Cr | Mn | Si | Ni | Mo | S | P | Fe |
高铬铸 铁 | 3.37 | 28.15 | 0.87 | 0.97 | 0.71 | 0.51 | 0.022 | 0.035 | 余量 |
ARCFCW9888 | 5.5 | 30 |
|
| |||||
W | 总碳 | 游离碳 | 氯化残渣 | ||||||
YZ3 | 95-96 | 3.9±0.1 | lt;0.1 | 0.25 |
表2.1 母材和高铬铸铁焊丝成分(质量分数%) 2.2 实验技术和设备以及操作方法
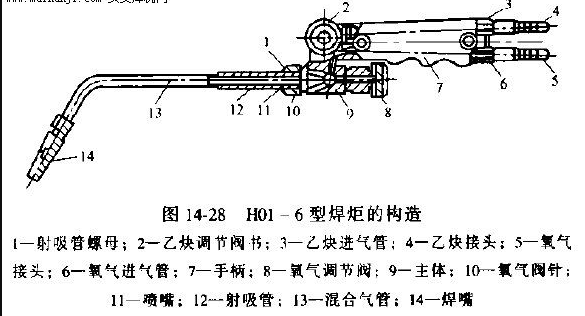
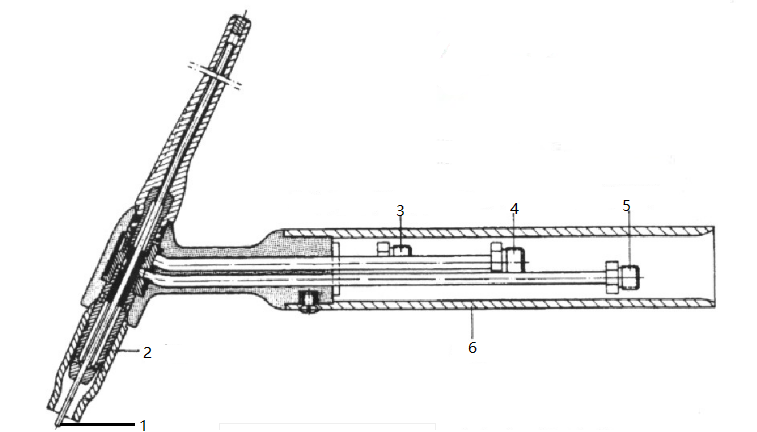
2.2.1焊接技术、操作方法以及焊接设备
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: