在电子束焊接过程中使用等离子体中的二次电流传感器,使用焦点扫描进行过程控制外文翻译资料
2021-12-19 22:04:07

英语原文共 14 页
在电子束焊接过程中使用等离子体中的二次电流传感器,使用焦点扫描进行过程控制
德米特里·特鲁什尼科夫
1
埃琳娜·克罗托娃,
1
和Elena Koleva
我们考虑构建用于电子束焊接的闭环聚焦控制系统的问题。作为反馈信号,我们使用在焊接区上方形成的等离子体中的二次电流。本文介绍了二次电流传感器的模型,在聚焦扫描的电子束焊接过程中,在等离子体中模拟结果与实验数据的比较证实了这一点模型的充分性。我们表明,当使用相位关系而不是相位关系时,可以获得最佳的焦点控制结果幅度关系。我们概述了基于次要参数构建EBW聚焦控制系统的原则,等离子体中的电流我们模拟控制系统电路的工作并证明合成系统的稳定性。我们已对实验原型进行了试验性测试。
1.简介
电子束焊接(EBW)广泛用于电力工程和航空航天等工业领域。
这是由于EBW能够产生深熔,其中焊缝深度与焊缝宽度之比很大,金属变形最小,热影响区宽度小。大量工作[1-5]致力于研究熔化的机理和规律,在不知道不可能使用电子束处理材料的情况下。尽管在学习上取得了成功
在这个过程中,EBW理论和实践中仍有许多问题尚待解决。在EBW期间形成焊接接头是一个复杂的过程,这是由于强大的集中能源(电子束)对被焊接材料的影响所引起的许多因素的综合影响;见[5-10]。尽管已经稳定了馈送电子束装置的装置的所有电特性,但通常难以再现高质量的焊接接头。在大多数情况下,EBW适用于在复杂和昂贵的产品(飞机,航天器,直升机齿轮等的燃气涡轮发动机部件)中生产特别关键的接头,并且由于错误选择电子束焦点而导致的缺陷可能具有灾难性后果。自适应控制可以确保一致
焊接过程中的质量和相关工艺[11-16]。其措施可以减少后续机械加工中的配额尺寸,从而降低生产成本并提高工艺的能效。除了解决上述问题之外,使用该操作控制和监视还可以显着降低过程优化的费用,这也可以降低整体生产成本。
X射线辐射与电子束焊接技术参数之间的联系已经得到了充分的研究[17,18]。已经获得了宝贵的结果控制电子束的目的以及自动控制铝合金焊接中的穿透深度。在焊接过程中直接稳定聚焦条件的注意力显着减少。
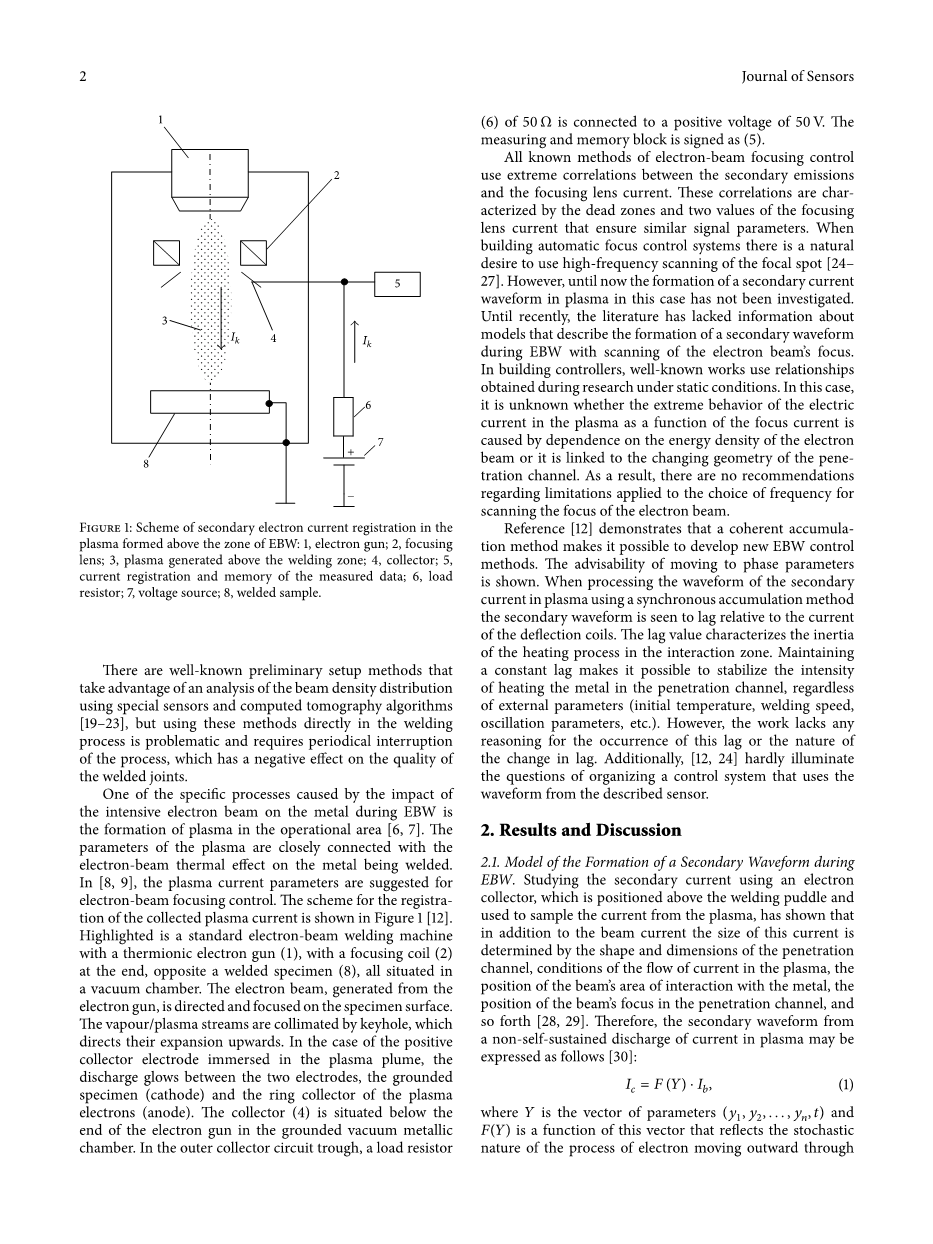
图1:在EBW区域上方形成的等离子体中的二次电子电流配准方案:1,电子枪; 2,聚焦镜头; 3,焊接区上方产生等离子; 4,收藏家; 5,测量数据的当前登记和记忆; 6,负载电阻; 7,电压源; 8,焊接样品
有一些众所周知的初步设置方法,它们利用特殊传感器和计算机断层扫描算法分析光束密度分布[19-23],但直接在焊接过程中使用这些方法是有问题的,并且需要定期中断过程,这对焊接接头的质量有负面影响。
在EBW期间由强电子束对金属的影响引起的特定过程之一是在操作区域中形成等离子体[6,7]。该等离子体的参数与被焊接金属的电子束热效应密切相关。在[8,9]中,建议等离子体电流参数为电子束聚焦控制。收集等离子体电流的配准方案如图1所示[12]。高亮度显示的是带有热电子枪(1)的标准电子束焊接机,末端带有聚焦线圈(2),对面是焊接试样(8),均位于真空室内。由电子枪产生的电子束被引导并聚焦在试样表面上。蒸汽/等离子体流被钥匙孔准直,从而引导它们向上膨胀。在正集电极浸入等离子体羽流的情况下,放电在两个电极,接地样品(阴极)和等离子体电子的环形集电极(阳极)之间发光。收集器(4)位于电子枪末端下方的接地真空金属腔室中。在外部集电极电路槽中,50Omega;的负载电阻(6)连接到50V的正电压。测量和存储块标记为(5)。所有已知的电子束聚焦控制方法使用极端相关性在二次发射和聚焦透镜电流之间。这些相关性由死区和聚焦透镜电流的两个值确定,以确保类似的信号参数。在构建自动聚焦控制系统时,人们自然希望使用焦点的高频扫描[24-27]。然而,到目前为止,尚未研究在这种情况下在等离子体中形成二次电流波形。
直到最近,文献还缺乏关于描述EBW期间二次波形形成的模型的信息,其中扫描电子束的焦点。在建筑控制器中,众所周知的工作使用在静态条件下研究期间获得的关系。在这种情况下,不知道等离子体中电流的极端行为是否是聚焦电流的函数由依赖于电子束的能量密度引起的,或者它与穿透通道的变化的几何形状有关。因此,没有关于用于扫描电子束焦点的频率选择的限制的建议。参考文献[12]表明,相干累积方法使得开发新的EBW控制方法成为可能。显示了移动到相位参数的可取性。当使用同步累积方法处理等离子体中的二次电流的波形时可以看出次级波形相对于偏转线圈的电流滞后。滞后值表征了相互作用区域中加热过程的惯性。无论外部参数(初始温度,焊接速度,振动参数等)如何,保持恒定的滞后使得可以稳定穿透通道中的金属加热强度。但是,这项工作缺乏推理出现这种滞后或滞后变化的性质。另外,[12,24]几乎没有阐明组织使用来自所述传感器的波形的控制系统的问题。
2.结果与讨论
2.1。 EBW期间二次波形的形成模型。使用位于焊接熔池上方并用于从等离子体中采样电流的电子收集器研究二次电流,表明除了电子束电流之外,该电流的大小由穿透的形状和尺寸决定。通道,等离子体中电流流动的条件,光束与金属相互作用区域的位置,光束在穿透通道中的焦点位置等等[28,29]。因此,二次波形来自
等离子体中非自持的电流放电可表示如下[30]:
(1)
其中Y是参数的矢量(y1,y2,...,yn,t)和F(Y)是该向量的函数,它反映了电子向外通过通道的过程的随机性,其中包含了所有的除电子束电流外,影响检测电流大小的因素。在公式(1)中,函数F(Y)可以分解为三个部分的总和,表示依赖于焦点电流并独立于焦点电流的元件,另一部分取决于焦点电流的变化率:
(2)
其中Y1是参数的n维向量(y1,y2,...,yn,t),它包含影响检测到的电流大小的所有因素,除了电子束的电流,聚焦电流和聚焦电流的变化率。我们将F3(If/t)作为与聚焦电流成比例的变化率。此外,让F3(If/t)与二次电流的大小成比例。特别是,当F2(If)接近零时,它接近于零。
我们假设在给定高频聚焦扫描(扫描聚焦omega;gt; 300Hz)的情况下,穿透通道的几何形状在扫描期间不能显着改变。那么函数F2(If)仅取决于聚焦电流对电子束增加的能量的磁通密度的影响。
我们近似这种关系,如果电子束在等离子体相互作用区上方存在的条件下撞击扁平试样,则可以观察到这种关系为高斯函数:
其中K是一定的比例系数,sigma;是表征函数形状的参数,If是聚焦电流,Ifext是使电子束增加的能量的磁通密度最大化的锐焦电流的值。
为了实现聚焦扫描,我们引入了聚焦电流的谐波振荡
其中Ifm是聚焦电流调制的幅度,lt;Ifgt;是聚焦电流的平均值,omega;是扫描频率,t是时间。
公式(3)变为
其中alpha;=omega;t,Delta;If=lang;If rang;-Ifext是焦点状态。
根据(2)和(5),二次电流的大小是
然后二次波形的时间变化(1)可以表示为多个傅里叶级数:
系列系数由以下决定
考虑到(6),我们得到了
如果没有额外的外部循环效应,其频率是焦点扫描频率omega;的倍数,则alpha;=momega;t的傅里叶级数的系数
由于该组件的随机性,不依赖于F1(Y1):
由(7)和(9)定义的关系表示在给定电子束聚焦电流中的周期分量的情况下在等离子体中形成次级波形的数学模型。数学模型可以从频率为momega;的传感器检测波形的分量,其中m是整数。
无论如何,我们将为所有术语引入符号ofalpha;:
在三角形式中,(7)变为
其中系列系数由以下表达式使用(10),(11)和(12)定义:
在图2中,我们给出了对于频率为倍数的集电极电流谐波分量的数值计算结果。
根据(16)的焦点电流调制频率。一次谐波的幅度很小,并且在一定范围内变化的焦点与焦点从锐焦点偏离的大小成比例。
在分析和构建过程控制系统时使用(14) - (17)受到公式中积分表达式的复杂性的阻碍。因此,我们提出积分
表达式(15) - (17)作为超过x的Maclaurin系列:
其中X=Lsinalpha; Psin2alpha;。
在实际应用中具有足够的精度,考虑到(18)在整个数值轴上收敛的事实,我们可以将自己限制在该系列的五个项中。如果|x|允许这样的限制lt;sigma;并且是所描述的过程的典型。
图2:在作为聚焦扫描频率的倍数的频率处的奇数频谱分量的聚焦模式之间的关系
然后我们有
然后计算傅立叶级数的系数
图3:同步检测方法的电路
限制组件d1的三个术语,相对于焦点曲线的波形以pi;/ 2的偏移振荡,我们得到
(15) - (17)的计算研究表明,剩余分量的幅度比第一个幅度小一个或多个数量级。
谐波,所以在我们的波形表示中,我们仅限于一次谐波。因此,表示为傅里叶级数的波形变为
系数𝑑0和𝑏1由(20)和(21)定义。
表达式(20) - (23)是在利用焦点扫描的电子束焊接期间用于等离子体中的二次电流的传感器的数学模型。
评估为获得(23)所做的假设的正确性,并验证在此过程中产生的二次波形形成模型的充分性
EBW采用电子束聚焦扫描,模拟结果与实验数据进行了比较。四个因素是变化的:射束电流Ib,聚焦模式,Delta;If,电子束聚焦扫描频率,F=omega;/2pi;,以及振幅
焦点扫描,Ifm。
在焊接过程中,使用具有多通道模拟 - 数字接口的计算机化测量系统来记录等离子体中的二次电流。同时,记录与偏转线圈中的电流成比例的波形。将记录结果写入文件以供后续处理。
利用同步检测方法[31-33],利用实验数据样本计算聚焦扫描频率下等离子体中二次电流波形的幅度。该方法的算法由图3中的电路解释。变量分量Ifmsinomega;t。然后移动该组件的相位,
图4:第一谐波b1的幅度和对应于值bdet的实验数据点的近似。束电流Ib= 31 mA。聚焦电流调制幅度Ifm= 10 mA。电子束扫描焦点频率f= 686 Hz
必要时:Ifmsin(omega;·t - phi;)。得到的波形乘以等离子体中的二次电流波形,结果随时间平均:
给定零相移和足够的波形采样时间(t0→infin;),变换(24)的结果接近由(21)计算的值(bdet→b1)。给定pi;/ 2相移,(22)让我们计算d1。同步检测方法的一个优点是其在数字和模拟形式下的简单实现。图4和图5示出了包括b1的幅度的曲线,其使用近似(21)计算,并且用于
实验获得两个EBW模式和振荡参数的数据点。实验数据变化的行为证实了模型的结果。
模型的b1(21)和经验值(24)的幅度之间的比较分析证实了模型的充分性。 Fisher准则[34]为151,p值为
10-10,相关系数为0.84,其中指示所得函数与观察参数之间的直接关系。实验数据与模拟结果的比较证实了给定高频焦点扫描变化行为的假设。第一谐波的幅度是由电子束加到的能量的磁通密度的大小对聚焦电流的极端依赖性引起的。同样重要的是,统计处理确认了模拟结果,其表明扫描频率在所考虑的范围内对一次谐波的幅度的弱影响。
图5:一次谐波幅度的近似b1和实验数据点对应的值bdet。光束电流Ib= 40 mA。聚焦电流调制幅度Ifm=20毫安。电子束扫描焦点频率f= 1400 Hz
图6和图7给出了在EBW期间处理等离子体中的二次电流波形的结果,其中聚焦点扫描用于欠聚焦和过聚焦模式。对于欠聚焦和过度聚焦模式,等离子体中的次级电流的组成部分与聚焦扫描波形同相振荡,当通过清晰焦点移动时改变符号,但是在接近清晰聚焦时情况发生剧烈变化(图7)。
正如我们的模型预测的那样,在清晰聚焦时,与聚焦电流的振荡同相的振荡的第一谐波𝑏1的幅度接近零。同时,出现𝑑1分量,其相对于聚焦扫描波形具有pi;/ 2的相移。与远离清晰焦点的聚焦条件下的𝑏1值相比,该组件的值几乎没有变化。
图9给出了当使用同步积分方法处理三种电子束聚焦模式时对波形形成进行建模的结果。得到的曲线的外观与实验数据很好地吻合(图6,7和8)。在欠聚焦模式下,当聚焦点升高时,次波形的尺寸增大,但是在聚焦模式中,当聚焦点在穿透通道中降低时,波形最大。鉴于清晰的焦点,次要的幅度
波形几乎保持不变,但其振荡相位相对于扫描波形偏移pi;/ 2.虽然在构建模型时我们基本上
使用了一种被接受用于分析最佳控制器的方法,所获得的结果具有许多基本的不同之处。在最佳控制器中,当通过一个
极端所有组件在效果频率接近零。
在我们的例子中,并不是说一次谐波的幅度等于零。它的幅度基本保持不变,但相位发生变化;并且焦点清晰
相移是pi;/ 2。因此,必须在自动控制中使用相位关系。此外,可以测量以相位(1)或pi;/ 2(组分1)的偏移振荡的分量的幅度,以便计算相位。例如,给定清晰的焦点,次级电流相对于扫描波形电流的振荡的相位是pi;/ 2,其对应于𝑏1的零或𝑑1的最大值。当使用(21)稳定聚焦模式时,系统的稳定工作范围,在一般情况下,受到锐聚焦的一定最大偏差的限制。该偏差的大小不得超出波形𝑏1的单调变化范围。对于由Paton Electric Welding Institute
资料编号:[4351]



