基于运动控制器的三自由度焊接机械手控制系统的设计与实现外文翻译资料
2022-08-13 15:44:47
英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
基于运动控制器的三自由度焊接机械手控制系统的设计与实现
摘要
利用运动控制器、工控机、步进电机等硬件设备,研制了一种平面曲线焊机。该焊机采用windows动态链接库和多线程软件开发技术,可以满足平面曲线焊道的需要,而且平面曲线焊机软件系统采用模块化设计,部分模块具有通用性。AutocadVBA软件包采用逐点比较法,保证了焊枪在焊接过程中与焊接曲线的正常重合。实践证明,该系统实现了焊枪位置和姿态在整个焊接过程中的精确控制。
关键词:焊接工艺;机械手;平面曲线焊机
1.引言
随着自动化技术的快速发展,有效地推动了焊接技术的发展。焊接系统涉及到越来越多的变量,如焊接冶金过程的复杂物理化学变化、焊接过程的结构设计,以及如何实现合理的工艺流程、焊接稳定性、实用柔性、操作安全性、优化设计和经济性等。采用开环、闭环等现代自动控制技术,可方便地获得高质量的焊缝[1]。在汽车零部件、五金加工、家用电器、装饰礼品等行业,平面曲线焊件越来越多。由于生产需要,如传统的手工操作,不仅生产效率低,而且不能满足产品质量的一致性要求;对于单一产品,专用焊机可以满足生产效率高、焊接质量好的要求,而对于多品种、小批量生产,显然,为每种产品设计一种特殊类型的焊机是不合适的。虽然焊接机器人可以测量多品种、小批量、多阶段制造的需要以及焊接质量的一致性,但对大多数中小企业来说,一次性投资巨大、维护费用昂贵,阻碍了焊接机器人的推广应用。为了满足这种要求,本课题研制了一种三自由度焊接机械手。
2.焊接机械手的结构设计
2.1精密X-Y运动平台
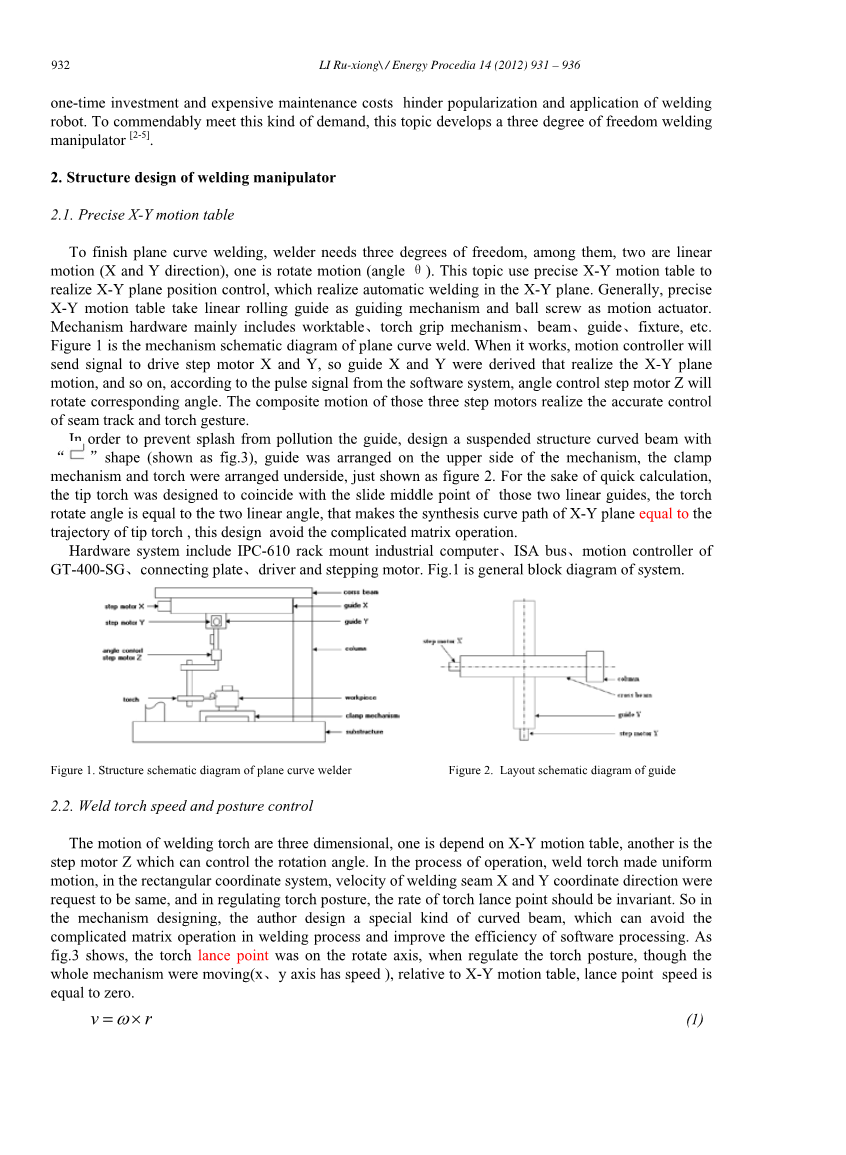
完成平面曲线焊接,焊机需要三个自由度,其中两个是直线运动(x和y方向),一个是旋转运动(角度)。本课题采用精密的X-Y运动平台实现X-Y平面位置控制,实现了X-Y平面的自动焊接。精密X-Y运动平台一般采用直线滚动导轨作为导向机构,滚珠丝杠作为运动执行机构。机构硬件主要包括工作台、手电筒夹持机构、横梁、导轨、夹具等。图1为平面曲线焊接机构示意图。运动控制器工作时发送信号驱动步进电机x、y,导轨x、y实现平面运动,等等,根据软件系统的脉冲信号,角度控制步进电机z将转动相应的角度。这三台步进电机的组合运动实现了对焊缝轨迹和焊枪姿态的精确控制。为了防止飞溅物污染导向装置,设计了一种具有“”形状的悬挂结构曲梁(如图3所示),导向装置布置在机构的上侧,夹紧机构和焊枪布置在下面,如图2所示。为了快速计算,设计了喷枪与两直线导轨的滑动中点重合,喷枪转角等于两直线角,使得X-Y平面的合成曲线路径等于喷枪的轨迹,避免了复杂的矩阵运算。硬件系统包括IPC-610机架式工控机、ISA总线、GT-400-SG运动控制器、连接板、驱动器和步进电机。图1是系统的总体框架
图1。平面曲线焊机结构示意图。 图2。导轨布置示意图l
2.2.焊枪速度和姿态控制
焊枪的运动是三维的,一个是依赖于X-Y运动平台,另一个是步进电机z,可以控制旋转角度。在焊接过程中,焊枪作匀速运动,在矩形坐标系中,焊缝x、y坐标方向的速度要求相同,在调整焊枪姿态时,焊枪枪点的速度要保持不变。因此,在机构设计中,作者设计了一种特殊的曲梁,避免了焊接过程中复杂的矩阵运算,提高了软件处理效率。如图3所示,在调整喷枪姿态时,虽然整个机构在运动(x、y轴有速度),但相对于X-Y运动平台,喷枪点速度等于零。
其中,v是焊枪喷枪点的速度,单位为厘米/分钟,是轴线操作的角速度,单位为弧度/秒,r是焊枪喷枪点到轴线的距离,单位为厘米。
图3。曲线梁结构示意图图4。曲线梁结构设计示意图
如果r为0,那么v为0。反过来,在软件系统计算过程中,如果喷枪枪点不在旋转轴上,即
rne;0,vne;0,则该速度将分别分解为x轴和y轴,与原始速度重叠,即喷枪枪点速度发生变化。为保证工件焊接速度均匀,需要进行复杂的基体操作。此外,该装置还设计了可调横向杠杆和垂直角度可调杠杆。可调横向杠杆可根据不同的焊枪调整焊距至旋转轴的距离,垂直角度可调横向杠杆可调整焊枪姿态。焊枪手势控制原理如图4所示。
如图4所示,直线AO和OC是由VBA软件生成的短直线段
焊枪从a点经过o点到c点,:DOAO,OE//FB,FB┴OC。
焊枪传递过程可分为三个步骤:
第一步:当焊枪在初始位置(a点)时,焊枪垂直于AO轨迹,这保证了焊枪在此轨迹运行时的姿态。
第二步:焊枪从X-Y工作台移动到o点,当到达该点位置时,将触发步进电机z,使其转动几个角度,转动角度等于DOE,同时假设FBOC在b点位置,由X-Y工作台带动的焊枪向b点移动。
第三步:到达b点后,X-Y工作台继续移动,但z步进电机停止转动。.从而保证了FB┴OC对焊枪姿态的要求。
一般来说,由于步进电机z和角度DOE的转速较小,因此可以忽略焊枪从DO线到FB线的工作时间,大致认为焊枪在从o点到c点的运动过程中是垂直于OC线的,再循环以上三个步骤,可以满足焊枪在整个操作过程中始终垂直于焊接这一手势的要求。
3.平面曲线自动焊机控制系统设计
平面曲线自动焊机由控制系统、作动器和辅助设备组成。控制系统包括硬件和软件系统,执行机构包括X-Y运动台和焊枪,辅助设备包括机架、导轨、夹具、焊枪夹紧机构等。
-
- .控制系统的硬件结构
硬件系统包括IPC-610机架式工控机、ISA总线、GT-400-SG运动控制器、连接板、驱动器和步进电机。图5是系统的总体框图。工业计算机和运动控制器相互传递信息,运动控制器发出脉冲信号和方向指令来驱动步进电机,从而控制执行元件实现运动的实时运行。
研究采用KINCO公司生产的三组两相步进电机运动系统,第一组和第二组分别为含导轨的步
进电机运动平台,平台位移为230mm230mm,最大运行速度约为70mm/s,负载为30N,
匹配驱动器为2M412型,第三组步进电机为2S56Q-02754型,最大静转矩为0.98nm,匹配驱动器为2M530型。
在该系统中,步进电动机非异步电动机的最大接收脉冲为12000脉冲/s,步进角为1.8,单台工作台在标准负载下的最大转速约为70mm/s,考虑到安全裕度和厂家推荐的参数,三台步进电动机采用8细分模式作为标准工作方式。
3.2.软件系统设计
该软件系统采用VBA和Visualc 两种语言进行联合开发。Vba程序主要负责图形信息。研究中使用的DLL属于GoogolTech公司,它使用多轴运动控制器的用户界面函数库。
软件按功能不同可分为通信模块、加工模块、参数设定模块、显示模块、故障诊断模块、辅助模块、轨迹仿真模块、图形信息提取模块和数学处理模块
Figure 6. Program interface diagram Figure 7. Flow chart of graphic information extracting and mathematical treatment module
通过图6所示的程序读取AutoCADVBA数据文件信息,生成焊缝轨迹并模拟焊接过程,在焊
接过程中,焊枪的位置和姿态可以在主程序界面上实时显示。
3.3.件系统的实施
图形信息提取和数学处理模块主要负责图形信息的提取和焊缝轨迹的生成,焊缝轨迹规划是其中的重要环节之一。编程方法是可视化的。利用AutoCADVBA处理图形文件。由直线和圆弧连接并用AutoCAD描述的轮廓曲线不能直接传输到运动控制器,应用线段逼近法处理提取的轮廓曲线。数学方法模块采用点对点比较法对允许范围内的曲线进行插补和误差控制。该方法能快速、准确地得到由短线段组成的曲线,并能进行复杂的数学运算。对提取的数据进行系列化处理,保证焊接的连续性。图7是图形信息提取和数学处理模块的流程图。
在一般工程中,很少使用样条曲线,对于简单的开发过程,可以近似地认为焊缝轮廓是由直线和圆弧组成的。曲线插补方法很多,针对焊枪要求与焊缝及时垂直的特殊要求,采用直线段逼近曲线的方法是可行的,最后得到的直线坐标点可以作为运动焊枪的数据输出。
本研究利用运动控制器通过点对点比较法完成曲面焊接零件的插补,该方法可以实现平面上的直线和圆弧插补,当进给机构按要求运动时,不断地比较电流位置和轨迹的相对位置,根据比较结果确定下一步进给方向,从而减小了进给机构的进给误差,且只进给一个方向。图8是点对点比较法的工作周期图。图9是点对点比较法插值计算流程图。
4.典型的曲线缝焊接
图10(a)是一个不锈钢刀架,其焊缝曲线接近一个周期,采取横向焊接将完成一次。Autocad所描述的工件焊缝轨迹如图10(b)所示,但这一信息不能直接传输到运动控制器,因此提取不锈钢刀架的图形信息应符合图8所示的流程图,提取的信息是大量具有起点和终点的短线段数据,现在研究应重新排列这些坐标点,形成一个完整的、连续的坐标点序列。同时,由于前线段终点是后线段的起始点,因此只需考虑Abs(点(k)-点(k 1))0.0000001是否正确。如果为真,则表明序列正确,无需调整;如果不正确,则应继续搜索下一个坐标。假设点1是起点,它将形成如下序列:1→2→3→4→5→6→7→8→9→10→14→13→12→11→18→17→15。通过数据序列化和逆时针选择对象,AutoCAD将自动生成一个坐标序列,如图10(c)所示。图10(d)是不锈钢刀柄的轮廓曲线,曲线由直线和圆弧组成。对于组成实体的线,它只需要获得线端点,它没有错误,不应该授予测试,输入逼近误差是0.1。
5.总结和结论
本课题利用运动控制器、工控机、步进电机系统等硬件,研制了一种平面曲线焊机。该焊机采用windows动态链接库和多线程软件开发技术,可以满足平面曲线焊道的需要,而且平面曲线焊机软件系统采用模块化设计,部分模块具有通用性。
- 基于GT-SG-400运动控制器,研制了一种曲线缝自动焊机。
- 在执行机构中设计一种特殊的曲梁形状,这种特殊的结构简化了主程序的计算复杂度,X-Y平台复合轨迹为焊枪点轨迹,避免了焊接过程中复杂的矩阵运算,提高了软件处理效率,焊枪顶部设置导轨,防止飞溅污染导轨。
- 在软件设计方面,利用Visualc 和AutoCADVBA开发了焊机软件系统,成功地将逐点比较插值技术应用于图像提取曲线,保证了焊枪在焊接过程中的姿态要求始终与曲线正常相吻合。
DESIGNOFA3-DOFTRIPODELECTRO-PNEUMATICPARALLEL MANIPULATOR
三自由度电-气并联机械手的设计
摘要
本课题的研究目的是设计和构造一个三自由度三脚架式电气并联机器手,用于城市垃圾回收设施的收集和放置任务。其基本要求是机械手的构造、操作和维护简单、成本低廉,并具有良好的鲁棒性和抗损性。利用运动学正反问题、工作空间问题和强度分析问题对机械手进行了研究。利用不同的有效载荷和速度对样机进行了测试,以确定其定位精度和重复性。机器人的行为是由商业上可用的工业控制器控制的,据报道这种控制器不足以满足固体废物处理过程中所需的点对点操作。对如何优化机器人的结构和控制进行了总结。
引言
城市生活垃圾管理是当前一个重要的环境、经济和工程问题。整个欧洲联盟的家庭产生的废物数量巨大,已经作出各种努力来减少这种废物。其中一种方法是回收利用。由于需要从废物流中去除任何可回收材料,机械工程师一直忙于开发和改进废物分类和分离设备。波兰的材料回收设施大多是初创企业(2013年城市废物管理改革),寻找廉价且易于实施的解决方案。在技术先进的国家使用的机器人系统太复杂,因此购买和维护成本太高。最先进的系统的一个例子是ZenRobotics提出的。该项目旨在从建筑/拆除废物中寻找可回收材料,欧盟每年的废物量估计为30亿吨。Zenrobotics公司使用标准的工业机器人,并根据应用情况为它们配备各种传感器、探测器和扫描仪,以及人工智能软件,以确保最高效率。在波兰等国家应用升级和非升级的标准工业机器人在经济上是不可行的。该研究项目的目的是创建一个低成本的机械手,能够执行材料回收设施中所需的简单挑选和放置操作。选择气动驱动的三自由度并联运动结构,在不利环境条件下能够高效、可靠地工作。它还必须是强壮的,因为废物分类可能涉及到终端执行器的冲突或者驱动器的有效载荷识别错误。机械手应该提供高动态的运动,这可以通过使用,例如,无杆气动执行器来实现。作者在以往的工程实践中对直角坐标系下的多轴气动机械手进行了数值模拟和实验测试,结果表明,其定位精度和重复性远低于单轴气动机械手[1]和[2]。闭合运动链在机器人和机械手中的应用解决了串联结构的某些问题。
三自由度平移并联机器人可能具有不同的运动结构。本文提出的3-UPRR机械手是对3-UPU结构的改进。在Tsai[3]提出的3-UPU机制中,直接位置分析仅限于平动构形。DiGregorio和Parenti-Castelli[4]对这种平行机构的平动和旋转奇点提供了解析解。本文的主要目的是提出一种简单的方法来识别和刻画与并联机器人结构参数有关的约束奇异性[5]Huang利用倒易螺旋理论分析了3-UPU并联机构的机动性。Badescu和Mavroidis[6]优化了3-UPU机器人的工作空间。在运动学模型的基础上对3-UPU结构进行了修改,在平台中将三个关节与一个共同的旋转轴相结合。Yiu[7]和mller[8]对平面机械手提出了类似的解决方案。
几何分析-有关建造及应用的假设
本文介绍的机械手采用平台上具
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[236034],资料为PDF文档或Word文档,PDF文档可免费转换为Word



