关于铁矿石在立式辊磨机中研磨的研究外文翻译资料
2022-09-08 12:44:16

英语原文共 7 页,剩余内容已隐藏,支付完成后下载完整资料
关于铁矿石在立式辊磨机中研磨的研究
Mathis Reichert a, Carsten Gerold b, Andreas Fredriksson c, Gouml;ran Adolfsson c, Holger Lieberwirth a
a TU Bergakademie Freiberg, Institute of Mineral Processing Machines, Lampadiusstraszlig;e 4, D-09599 Freiberg, Germany
b Loesche GmbH, Hansaallee 243, D-40549 Duuml;sseldorf, Germany
c LKAB, SE-98186 Kiruna, Sweden
|
文章信息 |
摘要 |
|
文章历史: 2014年5月16日 接受 2014年7月23日修订 2014年7月25日完成 2014年9月4日网上通过 关键词: 铁矿石 粉碎 研磨 剪力 矿石矿物学 |
矿石粉碎所消耗的总能源在未来几十年内将大大增加, 而使用更有效的粉碎设备是减小能源消耗的一种方法。 立式辊磨机(VRM)是一种节能可替代传统方式的研磨技术, 一个原因是干式粉磨原理。 这里将介绍两种类型的磁铁矿石在莱歇立磨中的广泛的实验工作结果。 通过这些实验工作,经由实验因子设计,如研磨压力、分离速度和堰环高度等研磨参数都不尽相同。我们特别使用矿物解离分析(MLA)研究这些研磨参数对于贵重矿物的解离影响,它显示出了不同的研磨参数是如何影响重要的性能值,如能源消耗、生产速率和矿物解离。通过多元回归分析,对于两种矿石类型的最佳的参数范围可以被相应的模型确定。这些参数的预期效果已经在实际测试工作被成功验证。 2014年爱思唯尔有限公司保留所有权利 |
介绍
由于众所周知的原因,矿石粉碎的能源消耗,特别是在研磨过程中,即将在未来几年上升。日益恶化的矿石品质迫使矿业公司开采和处理更多的原料,保证了炼油行业供应充足与精矿。 此外,相比过去几十年的矿石,现在的矿石的纹理变得更加复杂,需要更好的颗粒度,这就需要额外的研磨是的矿石充分解离。随着这种趋势,在2030年,主要金属矿石的粉碎所需的能量将是现在的四倍多。(Norgate and Jahanshahi, 2011).
对于能源消耗的上升有两种策略:第一、避免粉碎,第二、使用更有效的得粉碎技术。立式辊磨机(VRM)在矿石研磨上的应用是第二种策略的一部分。
莱歇立磨(图1)的磨削部分由带有水平研磨轨道的旋转台(1)和滚子(2)组成,其通过杠杆臂和液压气动弹簧系统压在台面上。在轨道的工作面和滚子之间颗粒床发生粉碎。 动态空气分离器(3)位于研磨室上方,用于分离台面上颗粒。从研磨台到空气分离器中颗粒的运输被气动完成。用于此目的的空气通过磨吸入,从研磨台下面的轧机进入,通过百叶窗环向上流(4),在研磨台的边缘捕获颗粒,然后通过动态空气分离器。空气和细密的颗粒离开磨机进入袋室,而粗大的颗粒通过锥形的网格(5)返回研磨台用于进一步研磨。为了防止材料潮湿的影响,可通过热风机提前加热空气流。综上所述,四个独立的进程需要在这个紧凑的机器进行:研磨,分级,运输和干燥。
VRM提供了多种可能性以控制研磨过程。总共有六个在线控制(在图1中带有*标记),它可以在研磨机运行的同时进行调整。此外,在莱歇立磨中辊的几何形状和坝环高度是重要的设计特点,使其能够适于磨削任务。
联系作者.
E-mail addresses: Mathis.Reichert@iam.tu-freiberg.de (M. Reichert), Carsten. Gerold@loesche.de (C. Gerold), Andreas.Fredriksson@lkab.com (A. Fredriksson), Goran.Adolfsson@lkab.com (G. Adolfsson), Holger.Lieberwirth@iam.tu-freiberg.de (H. Lieberwirth).
http://dx.doi.org/10.1016/j.mineng.2014.07.021
0892-6875/ 2014 Elsevier Ltd. All rights reserved.
对于矿石行业所面临的挑战VRM的几种特性是很有利的,尤其是相对于传统研磨技术。
首先,颗粒床粉碎形成颗粒,这是众所周知的更节能的方法而且可以得到更细的颗粒度。(Fuerstenau, 1992; Viljoen et al., 2001). 此外,破碎往往发生在颗粒与颗粒或者相与相之间的接触。这些接触会促进晶间断裂,如果一相相比另一相更加脆弱也将会优先断裂。(Fandrich et al., 1997). 这两种模式的断裂有选择性作用,增强了有用的矿物相的解离。下游过程受益于VRM的被提及产品特性,这可能会导致在整个选矿工艺的进一步改进。
由于干式研磨处理,不需要处理水。这一特点将在未来几十年中线的更加重要。
对于目前水泥和煤工业的各种各样的任务VRM是行之有效的研磨设备。 在水泥工业中对于新安装的设备单元,VRM的数量上已经超过球磨几年了,这使得立式辊磨机VRM成为水泥行业领先的技术。 (Harder, 2010).
实验性
实验级别 LM4.5
|
术语 Ao Blib H k mProd nS |
质量表面积比 解离比例 环高度 回归系数 生产速率 分离器速度 |
P80 pFl Q3 R2 Wo,mech x |
80% 通过尺寸 研磨压力 累计通过 判定系数 质量能耗比 颗粒尺寸 |
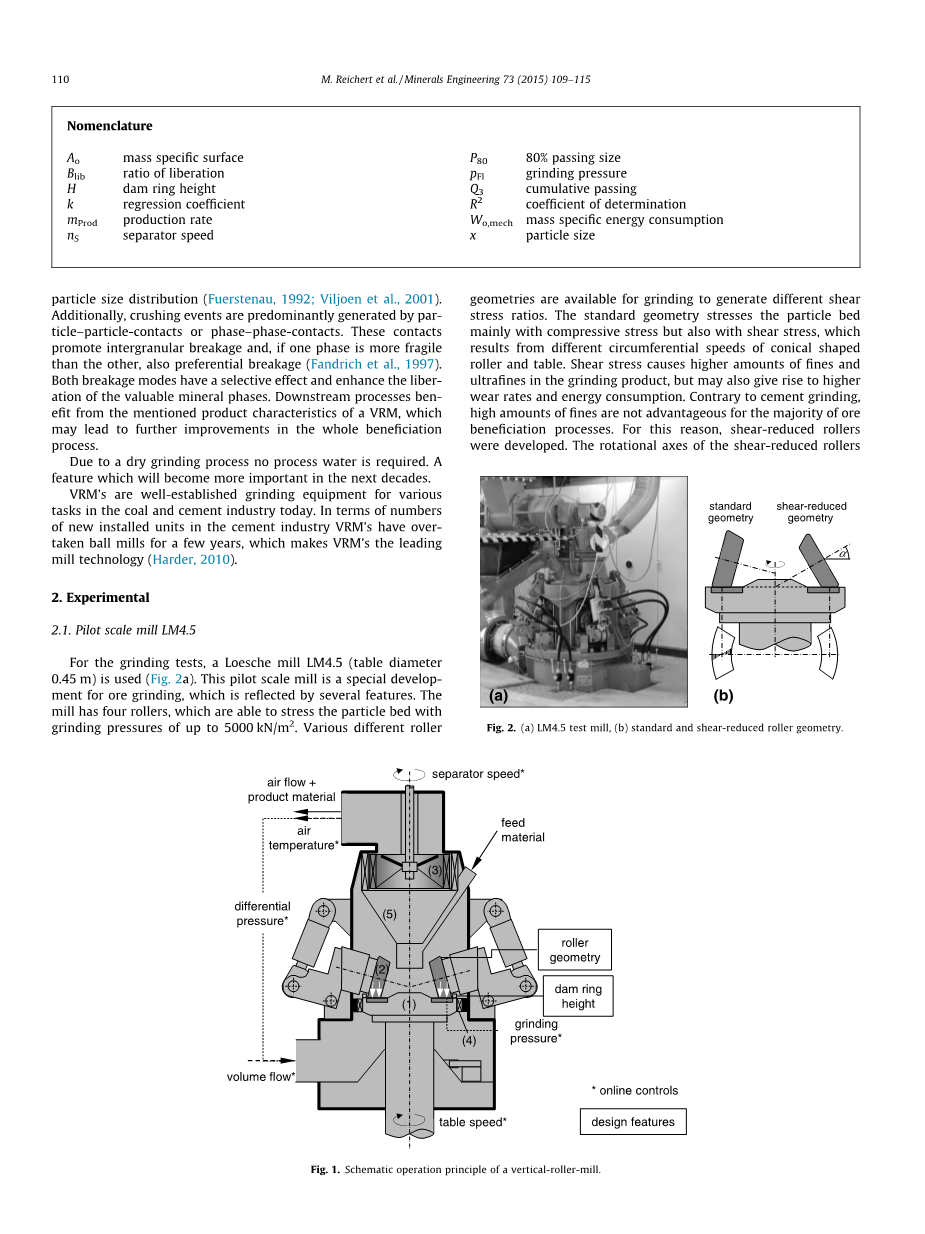
在磨测试中,使用莱歇磨LM4.5(工作台直径0.45米)(图2.a). 这个实验级别的磨机是一种专为矿石研磨的特殊发展状态,因此反应了几种特征。 这个磨机有四个辊子, 可以在最高5000 kN/m2的研磨压力下对颗粒床进行滚压。使用各种几何形状不同的辊进行研磨,可以产生不同的剪切应力的比率。源于圆锥形辊子和圆台上不同的圆周速度,使得颗粒床上的标准几何压力主要包括压应力和剪应力。剪应力在研磨生产中可以得到更多的细粉或者精细粉,但是也会导致较高的磨损率和能耗。 相反,大量的细粉对于水泥粉磨而言,并不利于大多数的选矿工艺。出于这样的原因,人们开发了减小剪切力的辊子,减小剪切力的辊子的旋转轴的轴线与磨台的研
图2. (a) LM4.5 实验磨, (b) 标准辊子几何形状和减少剪切的几何形状.
图1. 立式辊磨机VRM的基本构造原理.
磁铁矿 磷灰石 长石 黑云母 闪石 其他
图3. 通过MLA分析测定的Kiruna 和Mertainen的矿石模型
磨轨道水平面的中心轴线相交。因此,辊和研磨台的圆周速度是在每一个接触点相同(图2b).
上面所述的磨只是一个完整的实验规模研磨装置的一部分,其还配备有所有必要的铣削和工艺参数的精确测量传感器以及代表性材料排出采样点。
如果研磨过程是在稳定状态下,所有的工艺参数都将被记录几分钟。在此测量时间内为了下一步准确测定生产率,料斗将收集一定的产物。 而消耗在粉碎上的机械功率将经由齿轮箱中扭矩支撑上的测力传感器测量。 在本文中所提到的特定能耗计算指机械功率消耗与生产速率的比值。分离器和磨风机的能耗在此数据不考虑。
矿石测试
在本文中将讨论两份铁矿石在大规模测试程序中的结果。该矿石由瑞典矿业公司Luossavaara-Kirunavaara Aktiebolag(LKAB)提供。磁铁矿(四氧化三铁)在两种矿石都是有用的矿物相。第一个矿石是从矿山基律纳,世界上最大的地下铁矿所得。基律纳矿有大约90%的磁铁矿含量(图3).。这份矿石邦德功指数Wi 是9.3 kW h/t.。第二个矿是Mertainen,一个潜在的新矿,离基律纳约30公里。相比于基律矿石的磁铁矿含量(约70%)则更低。此外,矿石更加难磨(Wi= 12.4 kW h/t),因此,对于新矿床的主要趋势这是一个很好的例子。
两份矿石共40吨被递送到德国的检测中心。矿石已经预先粉碎并具有 0至10mm的颗粒尺寸。为了准备磨削实验将所需的材料均匀化,确保连续晋级材料的特性大致想同。
实验设计
在VRM中有一个系统的方法分析矿石研磨是的工艺过程。一方面,影响了过程的所有参数被定义为独立变量xi.。这些参数包括进给材料参数(岩相,粒度,物理特性)和磨机参数(运行参数,设计参数,研磨工具材料及磨损表面)。另一方面,从该过程得到的所有参数被称为因变量yj.。当然,最重要的因变量是在研磨产品的特性(例如粒径分布,有效解离)。此外,如特定的功耗,生产速度和磨损率参数是用来评价全过程的。 这项研究计划的目的是确定所选变量的相关性,即yj = f(xi)。
为了这个目的从而使用DoE设计了本次实验。通过在这些方法上进行可行的努力就可以获得关于因变量的所有必要的信息例如材料,时间和成本。 通过将实验设计和一个多参数回归实证相结合,可以建立一个多项式模型来描述变量的相关性 yj = f(xi)。 因此可以得到一个二阶的多项式(式(1))来描述所有的因变量。
这些多项式是由线性项、二次项和相互依存条件组成。系数K是由多重回归确定的。回归质量可以通过确定R2的系数进行评估。
该磨机参数堰环的高度,研磨压力和分离速度被选定为与两份铁矿石测试工作的独立变量。这三个变量所跨越的三维实验空间(图4)。最终的实验设计由DoE软件建立。基于基律纳矿石的试验空间由18个独立变量的值组合展开而成,而Mertainen的矿石的实验空间有15个独立变量。然后立式辊磨机VRM是根据每个单独的组合运转。一旦该过程是稳定状态,所有的工艺参数比如颗粒床高度,能耗和生产速率将进行若干分钟的测量。同时,将对有代表性的产品取样作分析。 为了直接对标准和减少剪切力的几何形辊子进行对比,每一个组合都将在两种辊子上进行实验,通过这个过程可以确定辊子具体回归模型。
产品特性
该产品样品将进行粒度检测和有效解离分析。其中粒度分布是通过喷气筛分进行确定。根据德国标准DIN EN196-6,表面积比是使用Blaine法测定的。
图 4. Mertainen矿石由18种参量组合伸展而成的三维实验空间.
图5. Fuerstenau upgrading diagram with mineralogical limiting curve u(Rg) (Leiszlig;ner et al., 2013).
矿物解离分析(MLA)是为了表征出研磨产品所达到的矿物解离特性,其中MLA利用分离X射线所得的复杂图像分析确定矿物特性。 这个工作原理的解释来自于 Fandrich et al (2007).。此外,MLA也同样能够计算粒度分布的。
MLA可以使用许多不同的方式对解离数据进行表示。通常的做法是用不同的颗粒尺寸的函数来表示解离解离类型(游离态、二元、三元)。然而,如果某一个变量是因变量,那就有必要描述在这个量化参数下磁铁矿在整个研磨产品中的解离情况。 根据 Leiszlig;ner et al. (2013) 数据所进行的分析是目前发现的最合适的结果。 Leiszlig;ner使用了可以根据MLA基础数据进行计算的Fuerstenau upgrading图表(图5)。在这个图表中解离比Blib 被确定(式(2)).
结果和讨论
由于预算有限,MLA分析只针对标准辊研磨试验的产品进行。出于这个原因,不超过本文的范围,在下面进行的讨论中,只有标准的滚筒形状的结果。
模型的验证
实验所产生的回归模型,即使对于解离比率和特定表面,R2的值通常具有0.85以上(表1)。因此,立式辊磨机的研磨过程可以很好的使用这些模型再现,验证测试也证明了这一点。
一旦模型已经证实,它们便可以被用于计算相关一个未测试的参数的组合下的因变量的变化。然后下一步是使用相同的参数进行研磨试验,将测量值和模拟量进行比较。
表1
利用回归模型的确定R2系数.
|
因变量 |
P80lt; 剩余内容已隐藏,支付完成后下载完整资料 资料编号:[146349],资料为PDF文档或Word文档,PDF文档可免费转换为Word |



