TIG焊电弧长度变化与其焊接光谱变化规律研究毕业论文
2020-04-07 08:47:17
摘 要
焊接电弧作为一种热等离子体,它的弧柱的温度区间处于5000-30000K,会产生含有大量光谱信息的辐射,焊接电弧光谱不仅信息量丰富,还具有信噪比高、介入性小、测控精度高等优点。由于电弧的辐射与等离子体本身的状态密切相关,因此通过研究和挖掘光谱信息,获得相关数据,并分析焊接过程中电弧基本参数与光谱信息的变化得出规律,我们可以将这些规律反馈到焊接过程自动化控制和实时质量监控中。
本文通过调整焊接参数,并用数字光谱仪采集TIG焊的焊接电弧光谱数据,通过Origin软件8.0版本处理这些数据,找出能反映焊接过程中工艺变化的规律。
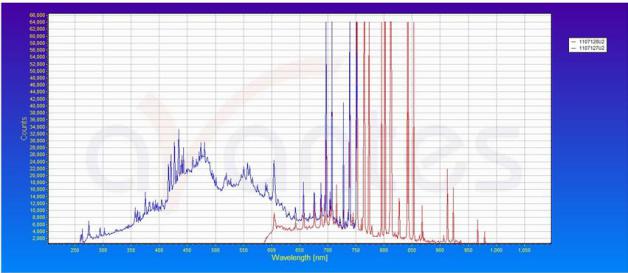
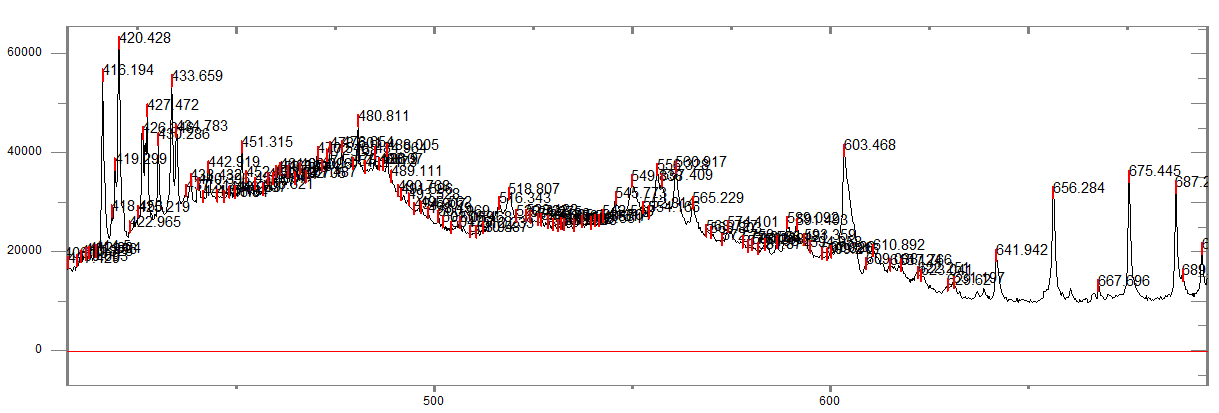
实验结果表明,在电流不变的情况下,随着弧长的增加,TIG焊电弧氛围中的ArⅠ560.917 nm与 ArⅡ480 .811nm的比值近似于呈线性递增;在弧长固定的情况下,随着电流的增大,TIG焊电弧氛围中的ArⅠ560.917 nm与 ArⅡ480 .811nm的比值近似于呈线性递减。这一结论可以应用于反映TIG焊焊接过程中的焊接工艺参数的变化,进而实现对焊接质量的实时监控。
关键词:焊接电弧;电弧光谱;光谱仪;TIG焊;特征线谱
Abstract
Arc as a hot plasma, its arc column temperature range is in 5000-30000k, will produce a large number of spectral information radiation, welding arc spectrum is not only rich in information, but also has high signal-to-noise ratio, small intervention, precision measurement and control of the advantages. Because the radiation of the arc is closely related to the state of the plasma itself, by studying and excavating the spectral information, obtaining the relevant data, and analyzing the changes of the basic parameters and spectral information of the arc in the welding process, we can get these laws back to the welding process automation control and real-time quality control.
By adjusting welding parameters and using digital spectrometer to collect welding arc spectral data of TIG welding, this paper deals with these data through the Origin software 8.0 version, and finds out the rule that can reflect the process change in welding process.
The experimental results show that with the increase of arc length, the ratio of ArⅠ560.917 nm to ArⅡ480 811nm in TIG welding arc is approximately linear increment in the case of constant current, and the ArⅠ560.917 of TIG welding arc atmosphere with the increase of current during arc length fixation. The ratio of NM to ArⅡ480 811nm is approximate to linear decrement. This conclusion can be used to reflect the change of welding process parameters in TIG welding process, and to realize real-time monitoring of welding quality.
Key words: welding arc; arc spectrum; data analysis; TIG; Characteristic line of spectrum
目 录
第1章 绪论 1
1.1 课题背景 1
1.2 焊接电弧光谱发展与研究现状 2
1.3 课题研究的基本内容及目标 4
1.3.1基本内容 4
1.3.2 研究目标 5
第2章 TIG焊电弧光谱信息采集 6
2.1 实验设备 6
2.1.1 光谱仪的组成及工作原理 6
2.1.2 TIG焊电源选择 7
2.2实验流程及技术方案 8
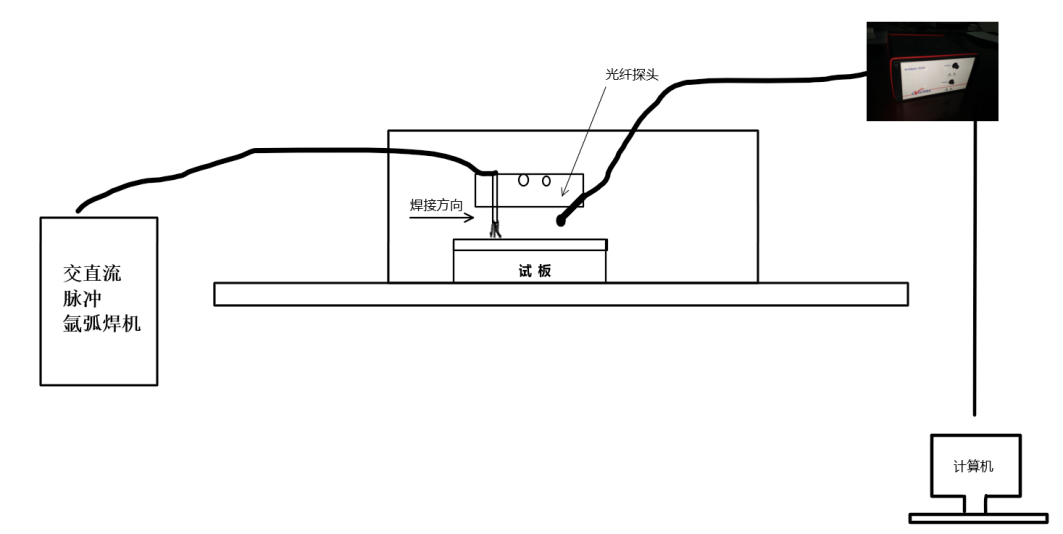
2.2.1 焊接光谱收集平台 8
2.2.2 技术方案 9
第3章 TIG焊电弧光谱数据处理和分析 11
3.1 特征线谱的选择 11
3.2 固定电流下,弧长变化与电弧光谱变化规律 15
3.2.1 电流60A组实验数据处理 16
3.2.2 电流80A组实验数据处理 17
3.2.3 电流100A组实验数据处理 17
3.2.4 电流120A组实验数据处理 18
3.2.5 固定电流组实验结果分析 19
3.3固定弧长下,电流变化与电弧光谱变化规律 20
3.3.1 弧长5mm组实验数据处理 20
3.3.2 弧长7mm组实验数据处理 21
3.3.3 弧长9mm组实验数据处理 22
3.3.4弧长11mm组实验数据处理 23
3.3.5弧长13mm组实验数据处理 24
3.3.6弧长15mm组实验数据处理 25
3.3.7弧长17mm组实验数据处理 26
3.3.8固定弧长组实验结果分析 26
第4章 结论 28
4.1结论 28
4.2 应用与展望 28
参考文献 29
致 谢 31
第1章 绪论
本章主要叙述了本次研究的课题背景,焊接电弧光谱应用发展与研究现状以及本次的研究目标、研究内容等。
1.1 课题背景
焊接作为一种非常重要的加工工艺方法,在制造行业中占据着不可替代的地位[1]。目前,国家提出的中国制造2025计划是制造业未来的行动纲领,而计划中提到了到2020年制造业数字化、网络化、智能化要取得明显进展,到2025年全员劳动生产率要明显提高,工业化与信息化需迈上新台阶。这一计划的实施使得智能化焊接将成为未来发展的必然方向,计划中提到的信息化、数字化也是焊接技术重点的研究内容。随着科学技术的发展,焊接技术正逐步实现“高质量、低成本、自动化”。高度自动化可以大大提高车间生产效率,并且降低生产成本和工人的劳动强度,但却无法保证焊接过程中的质量稳定性,因此焊接质量的实时监控在智能焊接和质量控制将起着关键的作用[2]。而要想实现实时监控,必须要有更高品质的控制信号来取代电信号以及其他传统的控制信号,以保证信号在不介入焊接过程的同时,具有响应速度快,灵敏度高的特点。
焊接过程中有许多信息都可以反映出焊接过程中工艺的变化,包含了声信号、电信号、光信号等。声信号与电信号在被应用于焊接质量的监控上时都具有一定的局限性,无法满足许多特定情况下的自动焊接。比如当周围存在较大的噪声时,声信号对焊接质量的监控效果就大会打折扣,抗干扰性较差;电信号对于焊接中的某些情况下的射滴过渡、射流过渡以及细颗粒过渡的监控作用不明显[3]。除此之外,生产还可以通过工作人员观察焊接过程中的图像来监控焊接质量,即视觉信号,但是这一做法的缺点就是对焊接过程无法实现实时的监控,有一定的延时。于是人们开始寻找更高品质的控制信号,焊接电弧辐射所具有的光谱信息引起了人们注意。光辐射是焊接电弧一种基本物理现象,也是人肉眼可见最明显的物理现象,但这一信号长期不受到重视。电弧作为一种热等离子体,是由不同谱段的辐射叠加形成辐射源,把辐射源所辐射的复合光分解成光谱,将使信号品质大大提高,信息量也会大大增加,这就是焊接电弧光谱的由来。电弧光谱信息已成为信息源在焊接中发挥着其独特的作用。
焊接电弧作为一个复杂的等离子体热源,具有高温,状态参数多等性质。在焊接过程中,电流、电压的波动以及气流都可能会对电弧产生一定干扰,从而改变电弧中大部分可测参数。另外,焊接电弧中不仅包含了原子、电子、分子、离子等多种粒子,其本身就是由保护气、金属蒸汽还有部分杂质气体构成,所以它的电弧氛围十分复杂。因此,想要获取电弧的状态参数和了解电弧内部粒子的运动采用直接测量和一般的仪器是较难实现的,但是采用光谱法收集焊接电弧光谱信息却可以避免这些问题,因为等离子体发射的谱线强度、宽度以及形态与其本身的物理状态(温度、电子密度、压力等)都有着极其密切的关系[4]。光谱法可以精确地得到等离子体的各种状态参数,因此相较于其他方法,利用光谱测控方法[5]研究焊接电弧有以下几个优点:
(1)抗干扰能力强,介入性低。由于光谱法采用的是间接测量的方法,在测量的过程中,既不会介入焊接过程从而对等离子体形成干扰,也不会被电弧所形成的磁场和电场所影响,这就保证了实验数据和焊接光谱信息采集的准确性和客观性。
(2)信息量丰富。首先,光谱信息不仅可以反映出被检测电弧中的物质种类,还可以反映出电弧等离子体中热力学系统相关的全部状态参量(如温度、粒子密度等)。除此之外,光谱是由复合光分解出来的,有连续谱和特征线谱,其中每个元素都有特定波长对应的线谱分布,波长不同,特征线谱也不同。
(3)数据处理多样性。在获取了电弧光谱信息后,既可以运用光谱仪的软件进行谱线绝对强度法、标准温度法、谱线相对强度法、谱线展宽法的处理,也可以运用Origin8.0等数据处理软件进行绘图处理。
(4)高灵敏度。当电弧的某个状态参数发生改变,使得某个元素的离子或原子的外层电子在能级之间发生跃迁时,即使是少量浓度该元素发生跃迁,由于它们在光谱图上具有特定的位置,所以仍然会被检测出来。因此光谱法的不仅灵敏度高,精确性也高。
由于光谱法具有众多优点,所以随着光谱法技术的成熟,越来越多的光谱分析运用到关于焊接电弧的研究中[6],如何更好地合理地运用光谱分析,将是更大的挑战。目前在的光谱法中,主要的手段是采取光谱仪,所有的光谱信息转换换成数据和图像,因此采取怎样的数据处理方式也是需要好好考虑的。
1.2 焊接电弧光谱发展与研究现状
焊接电弧光谱的研究是以焊接电弧光谱信息基本理论为基础,并且不断探索不断更新的一个过程。从电弧的辐射来讲,电弧辐射焊接电弧的辐射现象是多种多样的,按照电弧辐射的焊接光谱的形态,可以分为连续谱和线谱两大类;辐射的基本形式则包括激发辐射、复合辐射、韧致辐射等形式,不同原子或离子辐射出来的线谱是不同的。
在电弧光谱的基本理论发展方面,根据文献介绍,早在上个世纪的60 年代, Griem [7] 等人就系统地给出了定量光谱测试理论, 并且提供了电弧中相关粒子的外层电子跃迁几率 、展宽以及谱线强度等详细数据,还对理论模型的判据进行了描述,为焊接电弧光谱的各项研究发展奠定了基础。七八十年代后得益于计算机等科学技术的飞速发展,焊接电弧光谱的研究也获得了很大进展。天津大学的李俊岳等人[8],根据已有的光谱学方面的理论和等离子体物理方面理论,组织起一个由12个电弧光谱相关物理方程组成的方程组,并进行了深入分析,得出电弧光谱信息可以反映电弧状态的变化,这一方程组构成了电弧光谱信息的基本理论,并为后续电弧光谱测试方法的许多应用指明了方向。
在焊接电弧光谱信息的实际应用方面,电弧光谱测试技术最直接的应用就是电弧气氛的测控和焊缝跟踪成型的实时监测。J.E.Shea 等利用氢光谱来实时监控焊接过程中电弧中的氢的含量以控制焊缝金属中产生的氢和气孔[9]。来自美国的军队结构工程研究实验室 的D.R. Blackmo等人[10-11]利用光纤作为取光系统来收集电弧中为波长 300 ~ 1200nm 谱段的电弧光谱信息,并传导至光谱仪的入口狭缝 , 经过出口狭缝才接收这些光谱信息。光谱仪光栅的分辨率大约是 0.06nm ,这些光谱信息在送往送计算机进行分析处理之前将会进行高速的A/D转换。这一系列操作就可以对焊接进行实时监控,还可先存储这些数据,留到以后再进行分析处理。这一技术可以用于检测电弧中含量低于0.25 %的电弧氢, 然后采取措施最大程度上的避免由于电弧氢而引起的开裂或气孔。用相同的方法也可以应用于当电弧处于燃烧状态下氩弧焊时氩气的流量状态的检测, 同样采取必要措施来避免由于氩气流量的变化引起气孔等缺陷的产生。在此之前, 要检测到药芯焊丝焊接时药粉的不连续,只有通过一些破坏性试验才能检测这一现象,这一技术的第三种应用是可以对焊接过程中药芯焊丝药粉的不连续进行实时检测。天津大学杨运强[12]研究了焊接电弧光谱辐射特征并不是单一的线谱和连续谱组合,而是以连续谱为背景,然后线谱与连续谱叠加形成完整的光谱信息。线光谱由保护气体粒子的以及焊丝母材金属粒子的线光谱构成,选择特征线谱并收集它们在光谱图的分布规律,然后对弧焊区视觉成像和焊缝成型的跟踪,这一过程可以应用于熔化极电弧焊熔滴过渡的实时监测。
焊接光谱在材料制备领域方面也有应用, 文献[13]介绍了如何高效的获得更高纯度、更高熔点的材料,如硅、 铌等晶体。首先可以对提纯炉中等离子气氛辐射发出的光谱进行分析, 选定特征线谱, 前提是保证这些特征线谱的抗干扰性较强,最后利用电弧光谱的测控原理来达到监控杂质的含量的效果, 从而达到实时监控炉中的冶金质量,提高提纯的生产效率并降低生产成本。
焊接电弧光谱还可以应用于不同焊接工艺条件下焊接。因为焊接电弧的辐射是一个十分复杂的物理现象,有许多因素都会影响到它的状态[14],所以焊接实际应用方面有很多关于不同焊接方法下的焊接电弧的研究。上海交通大学的Zhifen Zhang[2]等人提出了一种运用光谱学信号实现实时监测脉冲气体钨弧焊(GTAW)焊接缺陷的方法。首先选取了某些光谱带 (SOI) 的统计特征参数, 就是把峰度 (K)、根均方 (R)和方差 (D) 作为输出监测参数。对 8 种SOIs 的不同分辨率进行了详细的选择, 识别和分析了不同扰动的接缝的化学成分的含碳线。分析和探究监测参数与焊缝缺陷之间的关系, 其中SOI-7 (584.95–608.41 nm) 中的参数 D 和 K 在信噪比 (信噪比) 的评价标准上表现出极大的灵敏度。同时为了消除监测曲线中的脉冲干扰, 进行了小波包变换 (WPT)最终证明了该技术可以应用在检测焊接扰动和焊缝缺陷方面。中北大学李志勇[15]通过研究在气流量变化、焊接试件表面存在锈的不同干扰因素下,分析TIG 焊的焊接电弧光谱信息分布有何规律。研究结果表明:不同焊接干扰因素在特征谱段的反映是不同的,存在较大差别,在220 ~ 300nm 谱段,对应以FeⅡ谱线的影响为主,在 700 ~ 900nm谱段,对应以ArⅠ谱线的影响为主,可以利用这个差别对干扰因素进行识别。
对于TIG焊来说,弧长将会决定焊接过程中电弧的分布以及电弧电压,并且决定了热输入的变化,对焊缝的成型影响很大,因此和焊接速度还有焊接电流一样,弧长被认为是最重要的焊接参数之一。北京化工大学赵华夏[16]等研究了电弧光谱中特征线谱的辐射强度与弧长变化的关系,采用光谱法对直流正接TIG焊电弧弧长进行了检测,电弧长度从2mm递增至6mm,步长1mm。观察不同弧长下的光谱图,通过比对不同弧长的谱线强度的可知,随着弧长增长,特征线谱的辐射强度也出现不同程度的增长。统计分析其中8条比较明显的ArI特征线谱在不同弧长下的辐射强度,得到一条斜率始终为正值的曲线,表明随焊接电弧弧长的增长,特征线谱辐射强度均呈现逐步增长的趋势,最终从中选出ArI801.5nm特征线谱,建立了一个谱线辐射强度与弧长的关系方程,该方程的建立为电弧弧长的光谱检测提供了重要理论基础。
由此可知焊接电弧光谱的应用十分广泛,弧长做为TIG焊的一个重要参数,因此将焊接电弧光谱应用于TIG焊弧长方面的研究具有一定价值。
1.3 课题研究的基本内容及目标
1.3.1基本内容
焊接电弧光谱信息已经被应用于研究电弧温度分布,以及计算电弧平均温度、弧柱的导电率等方面的研究,对于TIG焊来说,弧长不仅决定焊接过程中电弧分布以及电弧电压,也决定了热输入,因此对焊缝的成型影响很大,因此研究弧长与电弧光谱之间的关系具有一定的价值。本研究针对氩弧焊的焊接过程,研究氩弧焊电弧长度变化与焊接电弧信息之间的关系,探索其规律。研究中针对氩弧焊中可能出现的电弧长度变化情况,设计实验方案,测量焊接时的光谱信息,并针对所获取信息进行对比分析,以期获得电弧长度变化下焊接电弧光谱变化规律。具体可分为以下几部分:
1.查阅文献,积累专业方面的知识.
2.设计实验,完成实验数据采集;
3.数据处理和分析,研究电弧长度与焊接电弧光谱信息变化的规律;
4.实验结果分析,得出结论。
1.3.2 研究目标
首先,本次研究的基本目标如下:
1. 掌握TIG焊焊接方法以及焊接电弧光谱的测量方法;
2.使用合适的软件下和方法进行数据处理,分析电弧长度变化与焊接电弧光谱信息变化之间的规律
其次,对于焊接光谱信息的应用来说,探究出可以反映焊接工艺变化的规律,并将其应用到实际生产中,实现对焊接质量的实时监控,拓展焊接光谱信息的应用范围。
第2章 TIG焊电弧光谱信息采集
2.1 实验设备
本章主要介绍了TIG焊电弧光谱信息采集的相关设备与实验流程。
2.1.1 光谱仪的组成及工作原理
本实验的焊接电弧光谱信息的采集使用了Advantes公司的AvaSpec-Dual 双通道型光纤光谱仪(如图3-1),可以采集波长为200~1100nm谱段范围内的光谱。

以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: