挖泥船用HV520镍硬铸铁组织与性能研究毕业论文
2020-04-07 10:21:29
摘 要
本研究的对象是HV520镍硬铸铁,借助光学金相显微镜、显微硬度仪以及洛氏硬度计对镍硬铸铁进行了金相分析和硬度的测量。对五种情况进行了比较,所得结果对于镍硬铸铁的热处理具有重要的指导意义。
论文重点研究了不同的热处理制度对镍硬铸铁的显微组织和性能(硬度)的影响,从其显微组织和性能(硬度)角度出发,阐述其耐磨性能。
研究结果表明:镍硬铸铁经过淬火回火后的硬度较铸态有明显的提高,当选择750℃淬火450℃回火时其内部组织分布较均匀,从本研究来看是适合于镍硬铸铁的一种热处理工艺之一;另外,对镍硬铸铁直接进行475℃回火也可得到很高的硬度,从本研究来看,局限于所设置的淬火温度范围比较窄,显示其硬度还要高于淬火的硬度。
关键词:镍硬铸铁;热处理;显微组织;硬度
Abstract
The object of this study is HV 520 nickel hard cast iron the metallographic analysis and hardness measurement of nickel hard cast iron are carried out by means of optical metallographic microscope, microhardness tester and rockwell hardness meter. The comparison of five cases shows that the results obtained have important guiding significance for the heat treatment of nickel hard cast iron.
This paper focuses on the influence of different heat treatment regimes on the microstructure and properties ( hardness ) of nickel hard cast iron, and expounds its wear resistance from the perspective of its microstructure and properties ( hardness ).
The research results show that the hardness of nickel hard cast iron after quenching and tempering is obviously higher than that of as-cast iron, and its internal structure distribution is relatively uniform when quenching at 750 ℃ and tempering at 450 ℃, which is one of the most suitable heat treatment methods for nickel hard cast iron. In addition, direct annealing of nickel hard cast iron can also obtain high hardness, and the hardness performance is higher than that after quenching.
Characteristics of this article: by enumerating and comparing data, choose the appropriate heat treatment method of nickel hard cast iron.
Key Words:Nickel hard cast iron; Heat treatment; microscopic structure; hardness
目录
第1章 绪论 1
1.1 课题背景 1
1.2 耐磨材料的现状 1
1.2.1镍硬铸铁与高铬铸铁的对比 2
1.2.2国内外耐磨材料发展及研究 2
1.3本研究的目的意义及主要内容 3
第2章 HV 520镍硬铸铁实验研究 4
2.1实验方法 4
2.1.1实验方法 4
2.1.2实验数据(图像)收集 4
2.1.3实验数据(图像)处理 4
2.2铸态试样制备 4
2.2.1 HV520镍硬铸铁成分设计 4
2.2.2熔炼并浇注试样 6
2.2.3切割浇注试样 6
2.3热处理 7
2.4金相试样制备 7
2.4.1金相制备 8
2.4.2腐蚀 8
2.5金相观察以及硬度测量 9
2.5.1金相观察 9
2.5.2显微硬度测量 11
2.5.3洛氏硬度测量 12
第3章 金相分析及数据处理 13
3.1金相分析 13
3.2宏观硬度分析 13
3.3显微硬度分析 15
第4章 结论 17
参考文献 18
致谢 19
第1章 绪论
随着时代的进步,在耐磨铸铁方面的发展从未停止,永远在朝着更加完善的方向前进,在这前进的途中,镍硬铸铁是不可或缺的一环,它使铸铁有了新的生命,使耐磨材料的家庭越加庞大。
1.1 课题背景
我国拥有许多的内陆河流、运河、水库以及较长海岸线,特别是我国需要建造诸多的港口,在港口建设、河流清淤、人工造岛等方面,挖泥船是必不可少的装备。挖泥船,顾名思义是用来挖掘泥沙的专用船。挖泥船主要功能用于清理河道和水库淤泥、建造港口、人工造岛等方面,按照挖泥船的主要形态可以分为抓斗式、绞吸式和耙吸式,其中,抓斗式是依靠抓斗自身重量在地心引力的作用下插入泥层,再操纵抓斗使其闭合后通过起重机将抓斗从泥层拉出来;抓斗升起来后内部装有抓斗合拢时的泥沙,经过回旋后将抓斗中的泥沙卸下在指定位置。由于抓斗式是依靠抓斗将泥沙取出,故一般需要另外配备船只或挖泥船本身携带储泥仓将抓斗挖出的淤泥运送到其他地方;耙吸式是利用真空泵的效果,其工作过程是将耙连带吸泥管放入河底,河底的泥浆在真空泵的作用下通过耙头和吸泥管到达挖泥船自带的泥仓直至仓库堆满泥沙,随后起耙挖泥船驶到固定地点将泥仓里面的泥沙排出。很明显,耙吸式挖泥船不适用于有坚固河床的地方,一般主要用于疏通航道。对于绞吸式挖泥船,是利用绞刀将河底或海底的岩石、土壤绞碎,绞碎后的沙石与水共同作用形成泥浆,最后通过泥泵的吸力,将泥浆吸入泵体,在泵体另一端连接排泥管,泥浆经过泵体、排泥管后排放到指定地点,由此可以看出,绞吸式挖泥船适用于港口建设和人工造岛。当然由于绞刀和过流部件在工作过程中承受水流和泥沙的冲刷,容易产生磨损,故都需要有足够的硬度和耐磨性的材料制备,并且两者相对来说,绞刀的材料应该要高于过流部件的材料性能。因此在挖泥船上几乎随处可见到耐磨材料的身影,督促着我国需要对耐磨材料施加更大的努力来满足挖泥船甚至与其他方面如轴承的需求。
1.2 耐磨材料的现状
耐磨材料在世界上的应用范围越来越广,不在仅仅局限于高锰钢,随着尝试将各种元素添加到铸铁中、钢中,发展出来了如镍硬铸铁、高铬铸铁、高碳高铬钢等等。但这些都不是终点,世界上各国都在研究钒、钼等元素对铸铁和钢的耐磨性影响,相信在未来耐磨铸铁的种类将更加丰富,镍硬铸铁将会有更加完善的配方。
1.2.1 镍硬铸铁与高铬铸铁的对比
在耐磨材料方面,随这各国的研究,已经不仅仅在局限于高锰钢,先后发展出来了球墨铸铁、耐磨合金钢、镍硬白口铸铁、高铬白口铸铁等[1]。镍硬铸铁是在1928年通过加入镍和铬元素到白口铸铁中研制出来的,内部组织是属于铸态马氏体[2]。镍硬铸铁的耐磨性和硬度比普通白口铸铁高,性能更加优异;硬度高于普通白口铸铁的原因在于镍会提高铸铁的淬透性,普通白口铸铁的基体组织一般是珠光体,由于镍的淬透性的影响,使铸铁的基体组织转变成为了马氏体基体,分析两种基体组织就可以发现,马氏体的硬度远不是珠光体可以匹敌的。而硬度在很大程度上可以影响到耐磨性,因为硬度越高,在抵抗坚硬材料时不容易产生划痕,就比如金刚石切割其他物体本身不会产生严重划痕甚至于不会产生划痕。当然,镍硬白口铸铁不仅仅只有马氏体组织存在,还存在诸多M3C型碳化物,也正是由于碳化物可以更好依托在马氏体基体之上,使镍硬白口铸铁的耐磨性高于其他的普通白口铸铁。然而镍的存在也会导致石墨化,使镍硬白口铸铁的耐磨性下降,在经过实验后,科学家发现在镍硬铸铁中加入铬元素会抑制石墨化,故通常会在镍硬铸铁中加入1.5%-3.5%的铬元素以此来稳定镍硬铸铁的耐磨性[3]。高铬铸铁则是在镍硬铸铁之后发展起来的,想必有受镍硬铸铁中加入铬元素的启发,那么可以想象高铬铸铁的耐磨性能要优于镍硬铸铁,事实也的确如此。在普通白口铸铁中加入铬元素后,白口铸铁的碳化物类型发生了极大的变化,那就是由M3C型转化为M7C3型[4],也得益于这个变化,使高铬铸铁的耐磨性、韧性都得到了提高,表现出一种综合性能都非常优异的状况,被认为是较理想的耐磨材料[5]。很显然,高铬铸铁是可以胜任绞吸式挖泥船任何一个承受冲刷、磨损的地方,其优越的性能是靠更多的合金元素来获取的,这也意味着成本的增加,同时挖泥船过流部件多以小角度冲击存在,当流体中的固体颗粒以较小的冲击角度对泵体表面进行高速冲击,且颗粒以较高的速度平行于泵体表面运动时,粒子能量会对泵体表面材料发生剥蚀[6]。在这方面,镍硬铸铁的耐磨性能高于高铬铸铁因此对于绞吸式挖泥船而言,绞刀部位采用高铬铸铁制造,其余一些过流部件如排泥管选用镍硬铸铁制造会更加合理,因为镍硬铸铁已经足以满足挖泥船在工作过程的要求,同时会降低挖泥船的制造成本。
1.2.2国内外耐磨材料发展及研究
但在耐磨材料的研究上我国与发达国家相比仍处于相对落后的地步,特别是在抗磨铸铁的方向上我过落后比较明显,从开始研究的时间算,我国晚了将近30年;从研究种类来看,我国种类远少于外国特别是在镍、铬的应用上。
国外对耐磨铸铁的研究起步在于镍硬白口铸铁,也正是这次尝试将合金加入到白口铸铁中去的实验,使合金白口铸铁逐渐替换非合金白口铸铁,成为促进抗磨材料更新换代的重要转折点。在镍硬白口铸铁发展不到两年后,高铬白口铸铁亮相,其拥有的性能超过镍硬白口铸铁,高铬白口铸铁的出现打破铸铁的碳化物类型基本全为M3C的格局,首次出现M7C3的碳化物类型,这是抗磨铸铁的发展史上的又一次突破。这些成就是国外对耐磨铸铁的研究更加积极全面,国外现在研究钼、硼等其他元素对铸铁性能的影响[7],期望可以发掘更好的耐磨材料,当然这些研究大多数都是以镍硬铸铁和高铬铸铁为基础,例如Mohamed Mahmoud Mourad • Shimaa El-Hadad •Mervat Mohamed Ibrahim主要研究钼对镍硬白口铸铁组织和性能的影响,从其研究可以发现钼的含量为0.9%的时候可以显著改善镍硬铸铁的性能[8]。
反观国内,我国是在60年代才开始研究耐磨铸铁,这也是受我国当时的国情所致,即工业技术的发展,以往依赖的耐磨材料——高锰钢已经不能满足我们的要求[9]。起步晚是我国耐磨材料发展较为缓慢的一个主要原因,同时国外对我国技术封锁也是一个重要原因。在后来知道镍硬铸铁和高铬铸铁的情况下,我国却受制于镍、铬资源缺乏,这不得不使我国科学家、学者另辟蹊径。我国虽镍、铬资源缺乏,却拥有丰富的稀土资源和钨资源,稀土资源可以细化晶粒、强化基体、促进碳化物的形成;钨的碳化物则具有高硬度、高耐磨性。所以我国在耐磨铸铁方向上研制出了具有我国特色的钨系白口铸铁,以及其他具有稀土的耐磨材料。最后,国内外都不在仅仅局限于铸铁,都在研发新的耐磨钢如高碳高钒高速钢。
1.3本研究的目的意义及主要内容
由于以上种种,本次实验研究对象定位国外牌号为HV520的镍硬铸铁,目的在于拓宽我国的耐磨材料种类,为我国发展其他系列的镍硬铸铁提供参考,发掘我国在耐磨材料发展过程的不足点。同时通过对镍硬铸铁的研究,降低挖泥船研发过程的费用和制造的成本,减少维修周期和提高工作效率。
本研究的主要内容包括一下部分:
- 试样制备;
- 金相观察;
- 硬度测量。
第2章 HV 520镍硬铸铁实验研究
2.1实验方法
2.1.1实验方法
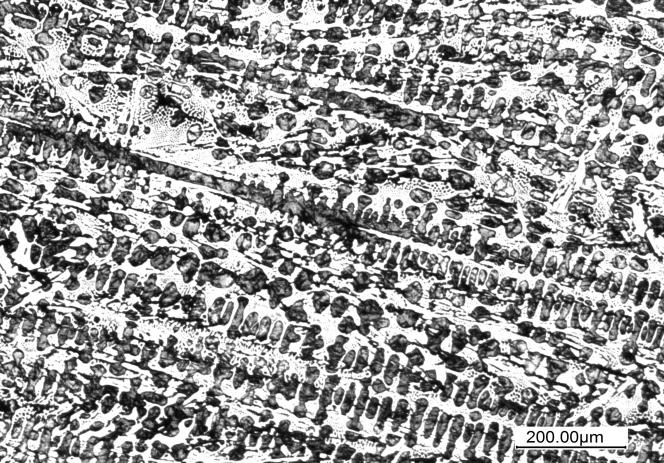
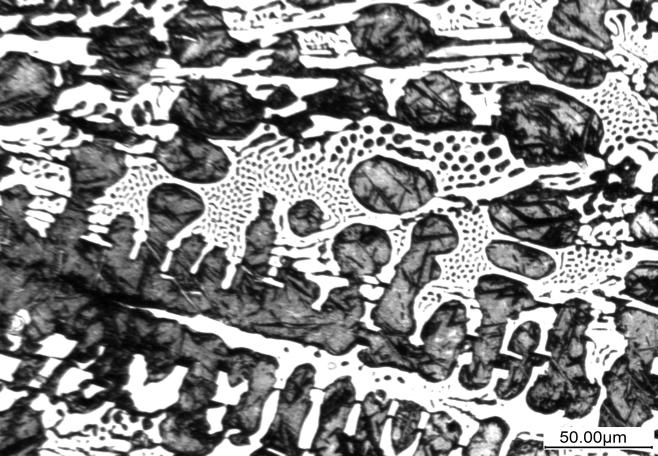
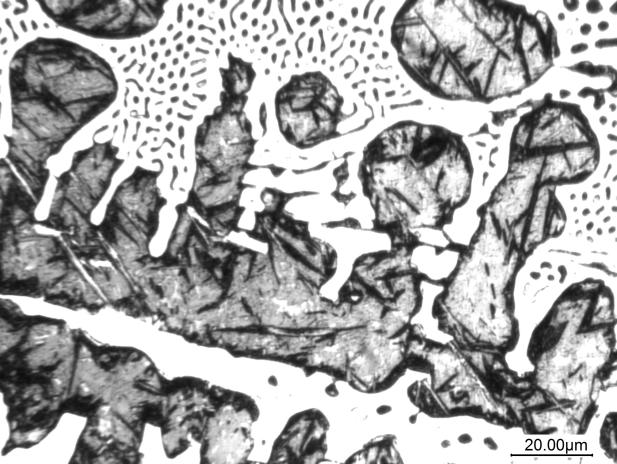
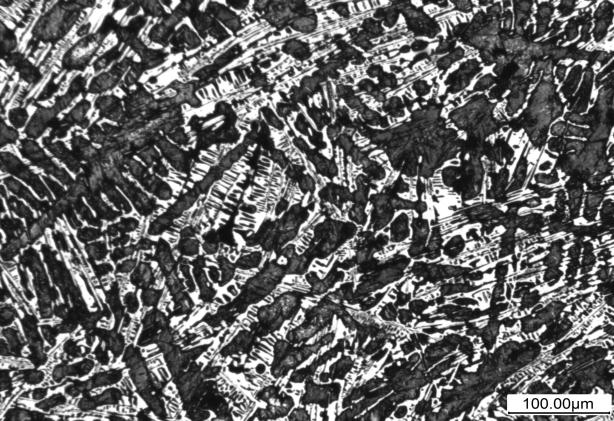
由于实验室的设备有限,不能对HV520镍硬铸铁的性能和组织进行全方面的分析,仅选择若干方面进行分析。对于镍硬铸来说,其承受垂直冲击的耐磨性完全由基体组织决定,但其承受非垂直冲击时耐磨性由碳化物所影响,主要原因在于阴影效应即非垂直冲击将表面的部分基体冲击之后形成坑洼,而碳化物则继续保留形成在基体之上的一个个凸台,当下一波冲击来临时,由于是非垂直冲击,碳化物将率先被冲击,而碳化物的硬度足够抵挡这些冲击,保护了在下方的基体,宏观表现为耐磨性能提高。而本次研究是为了挖泥船的过流部件,上面曾提到挖泥船的过流部件主要需要高的耐磨性,且在工作过程中几乎不承受垂直冲击,故根据实验室现有设备采取的实验方法为:获得若干试样,进行不同的温度热处理后磨制金相,分别在光学金相显微镜观察金相、在全自动控制显微硬度测量分析系统测量显微硬度(包括基体相、碳化物、混合相)、在洛氏硬度仪测量宏观硬度;对取得的数据进行分析对比,寻找HV520镍硬铸铁适合的热处理工艺。
2.1.2实验数据(图像)收集
本次采用的仪器有三种,分别是光学金相显微镜、全自动控制显微硬度测量分析系统、洛氏硬度仪。光学金相显微镜分别是采用50倍、100倍、200倍、400倍观察金相,对观察到的金相选取清晰部位拍照保存,不同倍数的图像放在一起,以便于发现不同。全自动控制显微硬度测量分析系统是用于测量显微硬度,即使是同一种组织也可能会有不同的硬度,更何况组织中会参杂其他一些金相,所以单独测量一次显微硬度是不够的,因此选择不同的组织分别测量显微硬度,大约选择6-8个点,测量后生成数据报告,保存测量到的数据。洛氏硬度仪与测量显微硬度是一样的,需要测量多个点的洛氏硬度,以推测其整体的硬度,每块试样选取7个点,尽量分布在试样的各个位置上,避免数据出现问题。
2.1.3实验数据(图像)处理
金相图像把相同倍数放在一起,按照试样的编号排列,方便观察金相组织的变化。显微硬度与洛氏硬度都将得到的数据放入表格中,将不合理的点的数值去除,重新补测点的数值后求取其平均值。
2.2铸态试样制备
2.2.1 HV520镍硬铸铁成分设计
通过国外研究的调研,确定镍硬铸铁HV520的成分如表2.1所示,除表格中所列元素之外其余都为铁。
分析镍硬铸铁HV520的成分后,将其范围适当选择,确认此次需要熔炼的镍硬铸铁的成分比例如表2.2所示,除表格中所列元素之外其余都为铁。
表2.1 镍硬铸铁HV520成分
元素 | C | S | P | Mn | Si | Cr | Ni |
比例/% | 2.5-3.0 | ≤0.10 | ≤0.10 | ≤0.8 | ≤0.8 | 1.5-3.5 | 3.0-5.5 |
表2.2镍硬铸铁HV520成分设计
元素 | C | S | P | Mn | Si | Cr | Ni |
比例/% | 2.6-2.8 | ≤0.08 | ≤0.08 | ≤0.8 | ≤0.8 | 3.0-3.5 | 4-4.5 |
原材料中含有的元素在熔炼过程中有所烧损,各元素的烧损率如表2.3所示
表2.3熔炼过程中元素烧损率
元素 | C | S | P | Mn | Si | Cr | Ni |
烧损率/% | 5 | - | - | 10 | 5 | 5 | 2 |
注:表中空白处是因为S、P为有害元素,在熔炼过程中会尽力去除,故烧损率对S、P而言无意义。
实验室所有原材料主要有以下种类,且所采用的原材料的各类元素含量、每吨价格都列出在表格2.4中。
表2.4原材料元素百分比以及价格
C | S | P | Mn | Si | Cr | Ni | 单价(元/吨) | |
高碳铬铁 | 8.10 | 0.04 | 0.04 | 1.00 | 55.00 | 6800 | ||
废钢 | 0.23 | 0.57 | 0.24 | 1400 | ||||
增碳剂 | 90.00 | |||||||
镍板 | 99.96 | 88000 | ||||||
硅铁 | 73.00 | |||||||
中碳锰铁 | 1.93 | 0.016 | 0.26 | 75.22 | 1.57 | 7800 |
注:①增碳剂碳含量实际为90%,但其在熔炼过程中的过渡系数一般为0.5-0.8,此处过渡系数选择0.7,故在计算其实际加入到试样中去的量要乘以过渡系数。②表格中空白地方表示该原材料不含该种元素或者元素含量极少。
原材料在熔炼过程中可能会产生气孔、夹砂等缺陷,这些缺陷会影响到后面的研究进度,故为保证本次研究的顺利进行并考虑到实验室的浇包最多可以承载10kg液体,故决定预制10kg的试样后,在线切割机上切割成本次金相管擦所需金相试样大小,保证每块金相试样都是完整无缺陷,便于后期的处理和实验。在预制10kg的情况下,各原材料的重量以及预期铸件的成分如表2.5所示。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: