球笼式万向节星形套加工工艺及其工装设计毕业论文
2020-04-11 17:40:16
摘 要
球笼式万向节星形套是万向节中的一个重要部件,该零件几何形状复杂,尺寸精度与机械性能要求很高,导致其成形的过程复杂,效率较低。近几年随着人们对汽车需求量的快速增长,需要对球笼式万向节星形套的成形过程进行研究与改进并设计出其机加工过程中的夹具,以提高产品质量和生产效率。
本文以星形套机加工方法以及工装设计为研究对象,对机加工的工艺规程进行优化设计然后选择刀具,设计夹具。首先是加工工艺规程的设计,通过分析星形套的零件图确定零件的主要加工表面、工作表面,然后设计出合理的加工工艺规程,然后分析工艺规程完成工装设计。
研究的结果可以发现通过对加工工艺规程的设计以及分析,合理的设计加工方案是可以对夹具的设计产生影响的,本文通过对星形套的工艺分析和夹具设计可以对其他类似工作要求的设计提供一些思路以及方法,尤其是给工件的优化设计提供一定的帮助。
关键词:星形套 夹具设计 工艺规程 夹紧机构
Abstract
The ball cage type universal joint star sleeve is an important part in the universal joint. The geometrical shape of the part is complex, and the dimensional accuracy and mechanical performance requirements are very high, resulting in a very complicated process and low efficiency. In recent years, with the rapid increase in demand for automobiles, there is an urgent need to research and improve the forming process of ball-cage universal joints and to design special fixtures in the machining process so as to achieve more efficient production. High quality ball cage type universal joints satisfying requirements.
This article takes the star-sleeve processing method and fixture design as the research object, optimizes the machining process specification, and then designs the special fixture. The first is the design of the manufacturing process specification. The main processing surface and working surface of the part are determined by analyzing the parts drawing of the star sleeve, and then a reasonable processing procedure specification is designed. Then, a special fixture is designed by analyzing the process specification. A set of special fixtures is acceptable. The application of multi-process processing has demonstrated the significance of special fixtures.
The results of the research can be found that through the design and analysis of the processing process specification, a reasonable design and processing scheme can affect the design of the special fixture. This article can process requirements for other similar tasks through the process analysis of the star sleeve and the special fixture design. The design provides some ideas and methods, especially for the optimization of the workpiece to provide some help.
Key Words: Star Sleeve Fixture Design Process Specification Clamping Mechanism
目 录
第1章 绪论 1
1.1本文研究的目的及意义 1
1.2夹具设计研究现状 1
1.2.1国内夹具的研究现状 1
1.2.2国外夹具的研究现状 2
1.3本文研究内容 2
第2章 星形套的加工工艺分析 3
2.1星形套作用及结构特点 3
2.2星形套的加工工艺分析 3
2.3星形套的加工工艺规程设计 4
2.3.1确定毛坯制造形式 4
2.3.2基准面的选择 4
2.3.3确定工艺路线 4
2.3.4切削用量确定 5
第3章星形套夹具1三爪卡盘设计 7
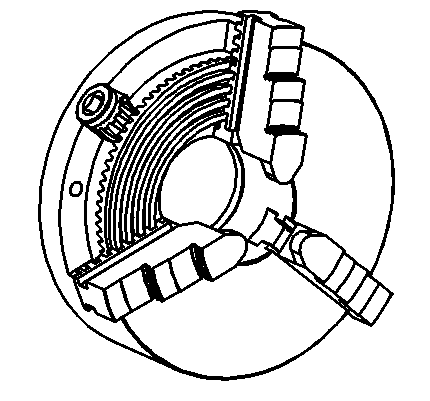
3.1 三爪卡盘的工作原理 7
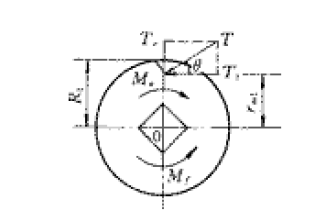
3.2 切削力及夹紧力计算 8
3.2.1粗车端面加工设备选择及切削力计算 8
3.2.2三爪卡盘夹紧力计算 9
3.2.3拉花键设备选择及拉削力计算 12
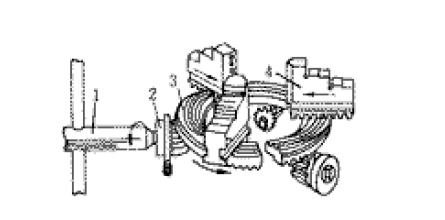
第4章星形套专用夹具2螺旋夹紧机构设计 14
4.1 夹具的结构以及原理说明 14
4.1.1定位方案设计 14
4.1.2夹紧机构设计 14
4.2 铣、磨削力及夹紧力的计算 16
4.2.1 铣削外圆弧沟道的铣削力计算 16
4.2.2 磨削力计算 16
4.2.3 螺旋夹紧机构夹紧力计算 17
4.3 加工流程 19
第5章总结与展望 21
5.1 毕业设计总结 21
5.2 展望 21
致谢 22
参考文献 23
第1章 绪论
1.1 本文研究的目的及意义
星形套是球笼式万向节结构中的重要零部件,该零件几何形状复杂,与传动轴和球壳配合还有钢球在其滚道内运动,因此尺寸精度与机械性能要求很高,导致其成形以及机加工过程的比较复杂,本文通过对星形套的零件图进行分析来设计加工工艺以及专用夹具,改善其加工的工艺流程以及改进其定位、支撑、加紧方案,从而提高其生产效率。
本文通过对星形套工件的分析研究,意义之一在于对汽车典型零部件的加工分析夹具设计有助于对其他零部件的加工生产提供一个基本思路,通过调查研究也可以分析出当前市场的一个形式,不仅仅是夹具的研究现状还包括生产的流程有无差异,差异在哪,这都是研究可以带给我们的东西,通过对比这些不同可以得出以及改进更适合我们生产的加工方法相应的夹具设计;意义之二在于通过研究星形套加工的一些知识去学习去掌握比较合理、科学的方法,在以后的设计中可以去应用,对专业知识的学习或者今后工作中的学习都有着指导意义。
1.2 夹具设计的研究现状
夹具的发展已经从最初的专用夹具到了现在的组合夹具,但还是不能满足快速变化的市场需求,专用夹具现在基本处于手工设计的形式,只能针某些特定的零件进行设计,无法适应现代制造系统多变的要求。另外一方面一套夹具只能适用于一种工件的装夹,当工件的形状与尺寸发生改变时,夹具的大部分组件只能闲置或报废,经常造成浪费。因此专用夹具除了一些批量较大的生产外,其应用受到了限制。虽然组合夹具比专用夹具有很大的优势,但是由于组合夹具是许多划分很细的标准元件组成,与专用夹具的结构相比,体积较大,并且重量更重,结构也不合理,不适用于多件的加工。有时还会因为使用管理中的问题,无法回收利用。调查显示,一旦组合夹具组装起来之后会很笨重,工作人员不愿再拆卸。因此对于夹具结构的设计,就只能从现有夹具元件库中选择夹具元件来进行组合夹具设计。
90年代以后,随着大批量工件定制生产的推广,产品的生产周期越来越短,这导致顾客的需求呈现多样化和个性化,顾客所要定制的产品种类在增多数量在减少,同时要求的交货期比较短。为达到较低的成本,较好的产品质量的目标,所以在现代制造业的发展,机械加工过程越来越柔性化,这也是必然的发展趋势。
1.2.1国外研究现状
最初,英国的一家工厂为了满足当时生产的要求,将各种标准化的元件组成了可以快速搭建的“积木式”夹具,英国政府对这种具有柔件的夹具高度重视,这种夹具被称为组合夹具,为此英国的政府专门组建了生产组合夹具元件的工厂。随后该技术也陆续被苏联、德国等国的专家应用,并且这些专家都改善了自己的组合夹具技术。紧接着美国、日本和北欧国家也开始应用这项技术。
德国的戴美乐公司经过多年开发研究,做出了一种新型的孔系夹紧系统叫三维柔性组合夹具,用于机械加工以及检测产品。该组合夹具以带有网格孔和标尺的五个工作面的工作台为基础,然后加上各种用于定位的标准模块,通过快速销连接。实现对各种形状的产品进行快速、准确的装夹,保证加工的产品达到较高的精度。
1.2.2 国内研究现状
大连组合机床研究所研发了一种面向组合机床设计人员的的组合机床夹具CAD系统参数化图形信息管理的系统软件,它将数据库操作系统和参数化图形系统融与一体,让设计人员甩掉了图板、甩掉了手册进行设计。
西北工业大学所开发的专用夹具设计原型系统,是针对回转体零件的加工,采用人工智能技术.建立了夹具方案设计专家系统.能够自动产生夹具设计方案和绘制出装配图。
清华大学的教授融亦鸣等人为开发出以生成夹具结构为目的,以实际生产应用为导向的商品化夹具设计软件,研制出了可用于FMS的孔系组合夹具设计系统。
综上所知,国内和国外的企业和机构对夹具的研究方向都朝着柔性化和促进企业夹具的标准化的方向发展。目的是减少专用夹具的数量,用尽量少的夹具品种、规格来满足实际的生产需要,减少夹具设计的工作量,缩短生产准备周期,降低夹具的成本。
1.3 本文研究内容
本文通过所给定的星形套的零件图来设计加工工艺的规程以及对应的专用夹具。其内容包括了零件的作用和工艺分析、毛坯的制造形式、基准的选择、工艺路线的确定、机械加工余量和确定切削用量。专用夹具设计方便则涉及到夹具的基准选择、定位元件的设计、切削力和夹紧力的计算及夹具的总体设计方案等。通过分析加工的工艺规程设计出一套夹具可满足多道工序的夹具。
本文还研究了夹具的国内外发展趋势,通过对夹具设计趋势的研究可以发现专业夹具的设计是针对大规模生产的零件,很多企业都趋向通用夹具的设计,尤其是改变某些部件就可以应用到其他的零件生产中,这就是夹具的柔性。
本文还涉及了一些切削力以及铣削力的计算还有两套夹具的夹紧力的计算,不过大多是借助的经验公式,因此和实际有一定误差,由于现实条件不能满足去测量实际切削力,因此这一块内容不太完善。
第2章 星形套的加工工艺分析
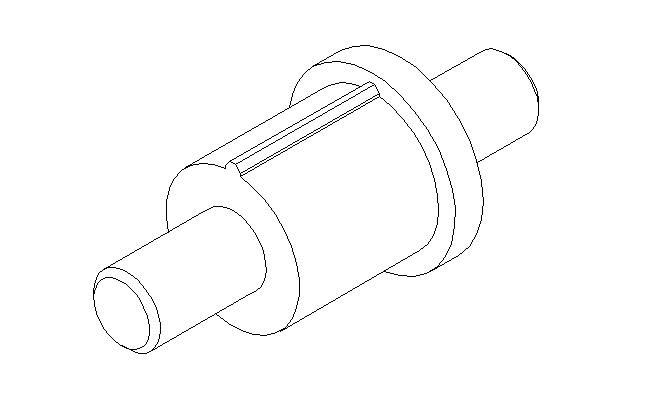
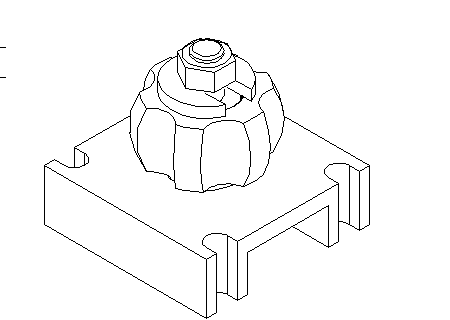
2.1 星形套的作用及结构特点

图2.1 星形套实物图
星形套是球笼式万向节的一个关键部件,属于短轴类锻件,如图2.1所示星形套外表面为球面并且球体上有6个均匀分布的条圆弧形凹槽(球道槽)沟道槽是直的,内孔处有渐开线内花键,作用是它通过内花键孔与传动轴相连接,外侧的外圆弧沟道槽构成内滚道,与球壳内侧外滚道形成闭合空间,由可在弧形滚道运动的钢球传递动力。因此可以发现外圆弧沟道槽以及内花键是比较重要的两个工作面。由此可以发现星形套的作用是通过内花键与传动轴连接,带动在其外圆弧滚道运动的钢球传递力。
2.2 星形套的加工工艺分析
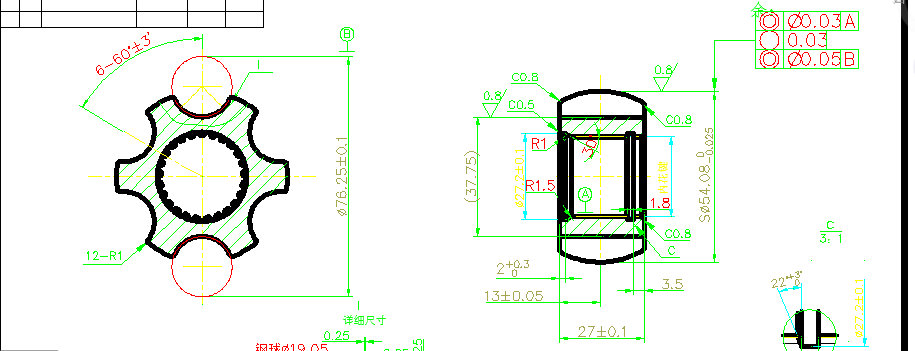
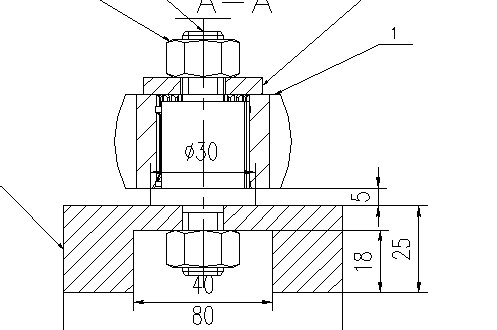
图2.2 星形套工件图
如图2.2所示,球笼式星形套主要有三处加工面,它们相互之间有一定位置精度。第一处是渐开线内花键加工,要求啮合面的粗糙度小于Ra3.2;第二处是外球面加工,其粗糙度要求是Ra0.8并且自身的圆度误差小于φ0.03;第三处是圆弧沟道槽其粗糙度要求也非常高要求达到Ra0.8.并且内花键与外球面的同轴度误差小于φ0.03,外球面与钢球的同轴度误差小于φ0.05。由于外球面与圆弧沟道槽的粗糙度要求非常高所以最后加工工艺要有磨削。
2.3 星形套加工工艺规程设计
2.3.1 确定毛坯制造形式
零件的材料20CrMnTi是渗碳钢,渗碳钢通常为含碳量为0.17%-0.24%的低碳钢。20CrMnTi表面硬化渗碳处理用钢,有良好的加工性,加工变形小,抗疲劳性能相当好,可用于轴类零件加工。故毛坯选用材料为20CrMnTi,毛坯采用锻造方式。
2.3.2 基准面的选择
(1)粗基准的选择。由粗基准的选用原则,保证工件某重要表面的余量均匀,所以以重要表面为粗基准,即选择外圆弧沟道槽为粗基准。
(2)精基准选择。精基准的选择应该考虑基准重合的问题。由于零件的球面以及沟道槽均是以内花键的轴线为中心加工的,保证一定的同轴度误差,所以以内花键为定位精基准,由于内花键的同轴度要求比较高,因此在加工的时候要满足粗糙度要求以减小误差。
2.3.3 确定工艺路线
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: