16000吨散货船船体生产设计4-船艏区域毕业论文
2020-02-18 00:30:17
摘 要
本文结合青山造船厂的实际情况,对16000吨散货船船进行生产设计。通过对设计书的理解,对承建厂实地考察之后,按照任务进度安排,进行了本船的生产设计。主要内容包括;资料检索、外文翻译、主船体建造方案设计,主船体分段重量计算,外板展开绘制,分段船台安装程序设计,分段安装定位设计,主船体分段安装工时计算,安装进度日程设计,相关分段建造等。
关键词:船体生产设计;建造方案:分段划分。
Abstract
In this paper, according to the actual situation of Qingshan Shipyard, the production design of 16 000 tons bulk carrier is carried out. Based on the understanding of the design book, the production design of the vessel was carried out according to the schedule of the task after the on-site inspection of the contractor. The main contents include information retrieval, foreign language translation, main hull construction scheme design, main hull section weight calculation, outer panel expansion drawing, installation program design of sub-section platform, installation location design, main hull section Installation Man-Hour calculation, installation schedule design, relevant sub-section construction, etc.
Key words: hull production design; construction plan: segmentation.
目录
第1章 绪论 3
第2章 生产设计产品及承造厂生产条件 4
2.1 生产设计对象的基本情况 4
2.2 承造厂基本情况 4
2.3 承造厂生产能力 5
第3章 生产设计指导思想 6
第 4 章 船舶建造方案 7
4.1船舶建造方案 7
4.2 选择船舶建造方案时应考虑的主要因素 7
4.3 船体建造方案的综合评价 8
4.4 本船船体建造方案的选择 8
第 5 章 船体分段划分方案 10
5.1 船体分段划分的总体思想 10
5.1.1 分段重量与尺寸 10
5.1.2 生产负荷均匀性 10
5.1.3 船体结构强度合理性 10
5.1.4 施工工艺合理性 10
5.2 本船船体分段划分方案说明 11
5.2.1 底部分段 11
5.2.2 底边舱分段 13
5.2.3 舷侧分段 15
5.2.4 顶边舱分段 17
5.2.5 甲板分段 19
5.2.6 横舱壁分段 20
5.2.7 机舱分段 21
5.2.8 艏总段 24
5.2.9 艉总段 25
第6章 典型分段建造方法 27
6.1 分段建造方法 27
6.2 船体分段建造方案的选择原则 27
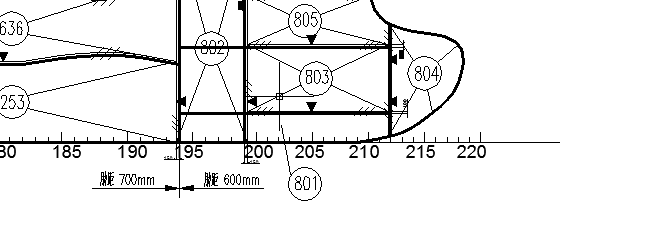
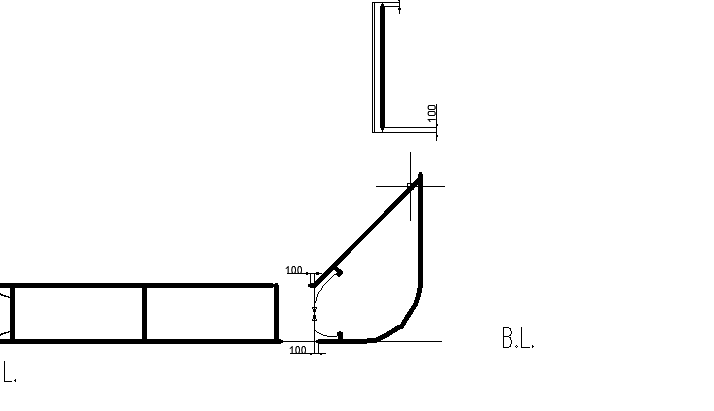
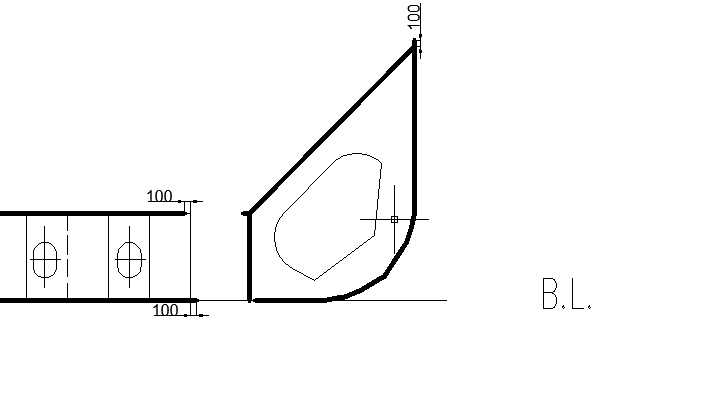
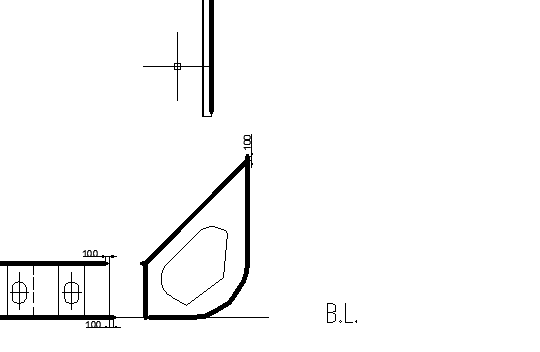
6.3 船艏801分段建造 28
6.3.1 艏部801分段的结构特征 28
6.3.2 分段建造方案的选择 29
6.3.3 艏部801分段建造方法 30
第7章 船台焊接工艺 32
7.1 上船台前的准备工作 32
7.1.1 分段上船台前的准备工作 32
7.1.2 临时支撑材料的准备 32
7.1.3 船台定位基准的建立 32
7.2 分段临时加强 33
7.3 船台吊装定位线 33
7.4 定位方法及接头形式 35
7.5 船台吊装方法 35
7.6 余量布置及划线方法 36
7.7 密性试验 37
7.8 下水前准备工作 38
第8章 生产设计总结 39
第1章 绪论
本次设计内容为16000吨货船生产设计,工作重点通过用自己学过的知识来组织生产船舶。生产设计是船舶产品设计的一个重要环节,它的一些指导性工艺文件,比如如何制作的问题,如何开展施工的编制和建造方针的编制等等这些,它们是与初步设计和详细设计相平行的来开展的,然后在详细设计的基础上开展施工管配的图表、各个生产阶段的图表。它们不仅要根据船坞的具体建造能力、建造的一些特点优势。
目前生产设计是把许多因素考虑进去,再协调这些因素,逐步近似、螺旋式前进。实际上各个国家的造船技木正在不断发展,各个国家相互吸收彼此的优点形成自己的造船模式。同时我们国家也要与时俱进,不断改革。
而如今的造船模式和以往有很大不同,各种智能化的运用和造船软件的开发使得造船时间大幅减少,且产品的质量也不断提升。如全面模块化、虚拟仿真,这些技术在电脑上已经演示了整个造船过程中的具体步骤,可以通过它们发现造船过程中的许多问题。
此次设计船的建造场地在青山船厂,在之前对承建厂的实地考察后,根据具体的限制因素,对船舶的生产设计做出合理的安排。
本次设计的主要目的和意义:
- 通过本次毕业设计加强对知识的巩固,制作出合理的设计方案。
- 要符合船舶结构和工艺上的合理性要求。
- 满足船厂建造此类船舶的年度计划的顺利完成。
- 能有效改善建造条件、减轻劳动强度。
- 在一定条件下获得最好的技术经济指标,其中包括降低建造所需要的开支、建造所需要的时间],提高生产的效率等。
- 能适应具体生产条件,充分利用现有的场地和设备。
第2章 生产设计产品及承造厂生产条件
2.1 生产设计对象的基本情况
本次设计船是16000吨散货船,主机为柴油机,单层甲板、单层壳体,一个螺旋浆作为推进器。其主要技术参数如下:
总长……153.00m
垂线间长……145.00m
型宽……22.40.m
型深 ……11.20.m
设计吃水……7.50.m
结构吃水……8.11.m
2.2 承造厂基本情况
为满足企业造船发展需求,新船体车间将于2011年4月1日全部建成投入生产。其建设工作不仅强化了该厂的阶段性制造场所和设施,还创造了阶段性分道建设的好条件。船坞有6个船台,3、4、5、6船台在同一边且相互平行,1、2号船台在同一边且相互平行。
2.3 承造厂生产能力
船厂现有总装船台6个。1号和2号船台最长,有336米,且各配备有两台门吊,一个是100吨,另一个是300吨。3号、4号配备也是一样,但5、6号船台只有300吨的一台设备。
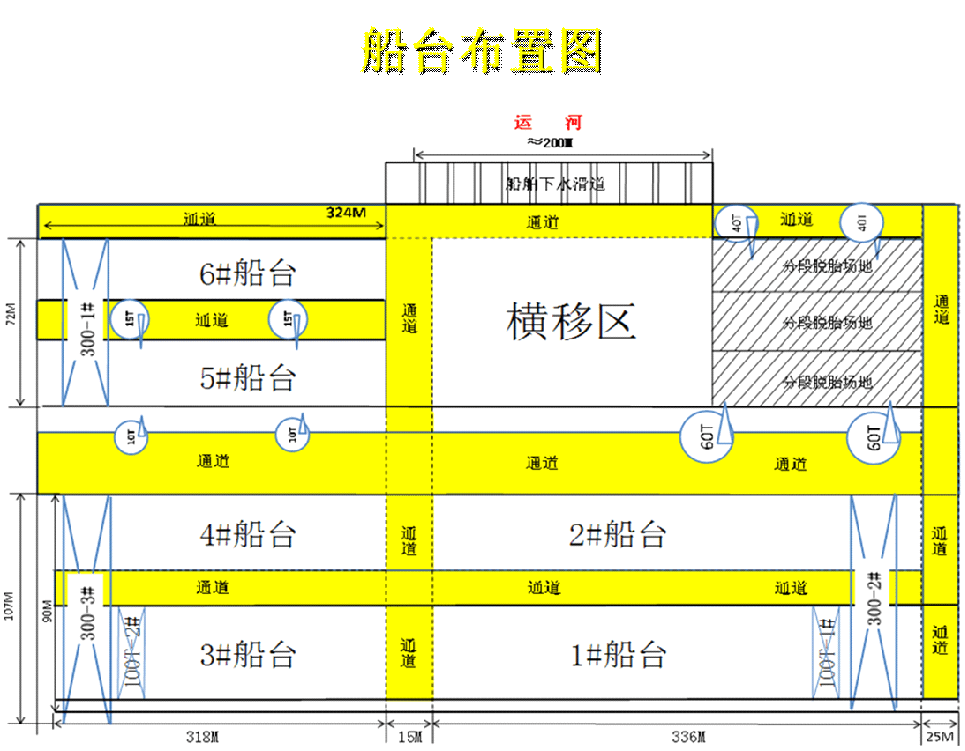
船台最大的特点是建造好的分段可通过船台小车向各个方向移动,每台移动设备拥有旋转、上升、承重的能力,多台联合作业更可承载和移动几千吨的优势。
第3章 生产设计指导思想
现代造船模式下的生产技术准备与以前造船模式相比有着根本的区别。而现代造船模式中生产技术准备主要包括原料采购、生产设计、建造工艺与建造方针的策划等。生产设计则是解决如何造船的各类问题;它也是解决如何来组织造船的问题。这些准备都是相互影响的,所以我国已规定船舶设计应包括初步设计、详细设计和生产设计三部分,并由生产设计给生产计划提供所需的资料。通过各个具体技术专业项目的设计计算和图纸的绘制,解决设计中一些基本的和关键的技术问题,最终以此来确定全部性能、关键原料、产品结构形式、专门的设备、一些技术上的要求等等。
生产设计是船舶产品设计的一个重要环节,它的一些指导性工艺文件,比如如何制作的问题,如何开展施工的编制和建造方针的编制等等这些,它们是与初步设计和详细设计相平行的来开展的,然后在详细设计的基础上开展施工管配的图表、各个生产阶段的图表。它们不仅要根据船坞的具体建造能力、建造的一些特点优势,还要根据怎么开展的生产方式、造船的一些技巧等来决定本次任务的图纸和文件的内容和深度。然后在设计阶段要严格的按照建造做工顺序来进行,将任务拆分为多个,化整为零。要结合承造厂实际情况去展开设计,并要完全按照产品的技术的特定要求进行一系列的检验。同时在船舶的生产当中应该注意以下几个方面:
1)要符合船舶结构和工艺上的合理性要求。
2)满足船厂建造此类船舶的年度计划的顺利完成。
3)能有效改善建造条件、减轻劳动强度。
4)在一定条件下获得最好的技术经济指标,其中包括降低建造所需要的开支、建造所需要的时间],提高生产的效率等。
5)能适应具体生产条件,充分利用现有的场地和设备。
第 4 章 船舶建造方案
4.1船舶建造方案
船舶制作方案就是依据建造产品的特点和一些技术要求等,结合船坞生产条件的实际情况所拟定的建造产品的基本方案。它也是进行生产设计、安排怎么建造和拟定生产计划的指向,同时它也为船坞技术改造规划提供了重要依据。
船舶建造方案从片面角度来讲,指的是建造船体的一些具体方法.包括船体建造阶段的具体是怎样的割分,船体分段和总段的建造计划,和船体在船台上的怎么搭建的方法。但是,由于船舶建造对于整个建造来说则是它的基石.特别是随着社会进步,造船的技术也发展迅速,船舶的建造方法已不可能仅在上述范围内来考虑,而应该包括更为广泛的内容,例如.以现代造船模式的管理思想,从策划、购买原材料、组织生产与控制等方面围绕中间产品进行。因此,从更加广泛意义来讲,选择哪一种建造方案应该根据产品的要求和特征,然后把制造商的生产能力考虑进去,建造出最佳船舶的方案。选择合理的建造方案应遵循以下一些基本原则:
1)结合先前经验和实际情况选择较为简便的安装方法。
2)建造方案应该满足船厂的实际生产条件。
3)对船台的使用进行合理的规划,使之提高生产场地的使用率,缩短产品占用船台的时间。
4)应该将板材的规格作为分段划分的依据之一,避免板材的浪费。
4.2 选择船舶建造方案时应考虑的主要因素
1)船舶产品特点的影响:
影响设计产品制造的主要因素是船舶的主要尺度和它的一些特点的。对于货舱区域基本相似且该区域较长的船舶,它的平面分段数量多,那么选择的方案应该以优化平面分段制造工艺和分配装焊的场地为主要矛盾,如果货舱区域基本相似且该区域较短时,则主要由各种立体分段和曲面分段构成,那么所选的制造方案应该以调整不平整分段为主。此外,如果制造场地的吊装能力已经知道的情况下,船舶主尺度和它的特点是影响船舶总装方法的主要因素之一,大型船舶应该考虑具体的船厂条件,它可以选用岛式建造法,也可以选用塔式建造法。中型船舶用塔式建造法最合适的,小型的船舶大都选用总段建造法。对于主机在船不同部位时的考虑有以下几个方面,若船为尾机型且又达到船台条件,那么采用的形式为串联建造最适宜,而对于中机型船,如果要提前进行船体舾装,那么可以先将机舱和尾部先完成的岛式建造法。
2)船厂生产条件的影响;
每个船厂的起重能力大小不一,这就决定了船舶分段的大小,应此也就影响了船体的建造方案。在实际情况中,即使船舶较小但却受制于船台的起重能力,也不能采用总段建造法。此外还有一种影响较大的指标,就是船体装焊制造车间起重能力与船坞的起重能力,若两者的能力差别较大时,遵循充分利用已有的建造条件来缩短建造周期原则,就可以在较多的装焊车间建造各个较小的构件,然后再将小构件组装成大分段。如果船坞的分段装焊场地非常大,可以设置详细的工位分段生产线,还可以制定专门的分段涂装工位, 当然上述条件受制于劳动人数的限制,若劳动力足够可采用岛式建造法,上述只是其中一些受制条件。
总之,在确定船舶采用那种建造方案时,首先必须要进行建造厂的调查研究,充分的熟悉船厂的实际生产能力和提供的设计图纸。制作出可行的方案,然后对这些方案进行各项评价考查,选出最合适的船舶建造方案。
4.3 船体建造方案的综合评价
在设计者决定船舶建造方案时,通常是从以下几个方面进行综合评价:
- 合理性:有没有充分利用船厂的设备和空间,是否对于为组织平行施工带来便捷,生产的节奏均不均衡等。
- 可行性:设计的方案能不能在船坞生产条件下进行,能不能使产品的年度计划顺利的完成,设计的方案在船舶结构的强度要求实现方面可不可行等。
- 先进性:是否有利于缩短造船的周期,在可行的条件下有没有使用原料的减少,具不具有为工人创造出很好的制造环境,是否有利于提高自动化程度和降低辅助作业量等等。
前两个是建造方案能够成立的基本;而先进性是在这两个条件下用来评价方案、优化方案的后续内容。
4.4 本船船体建造方案的选择
船厂生产条件和生产的船舶种类大小不同,因此船舶的建造方法也是多种多样,现阶段最常用的有总装方式有塔式建造法、总段建造法和岛式建造法。下面简要介绍这几种方法的优缺点。
- 塔式建造法:在建造船舶时以中间靠后的底部分段作为基准的分段,这个分段被吊上船台定位固定之后,然后向尾部和首部与舷侧,成一种“人”字形的吊装各个分段,这种建造方式比较简便,它不仅可以缩短在船台的占用时间,还可以扩大建造地方的面积。但缺点是容易焊接变形,建造完成后首部和尾部的上翘比较大。
- 总段建造法:以船体中部或靠拢船中的总段作为基准吊到船台固定后,然后再挨着进行前面和后面相邻总段的装配。此种方法的优点是两个从装焊车间制造出的产品对接焊缝完成后就可以开展该处的入漆工作,而且船台上的装焊工作量大幅减少,还可以减小船体焊接所产生的的船体变形、提前进行一些密性试验等。缺点是因为总段的重量较大受到船台的起重能力的限制,所以这种方法通常适用于建造中小型船。
- 岛式建造法:将船体分成2个或3个建造区域,每个区域各选择一个基准分段,按照塔式建造法的施工方法同时进行建造,每个区域用嵌入补齐的方式连接。这种方法能够充分利用船台的面积,大幅缩短船台的使用周期。
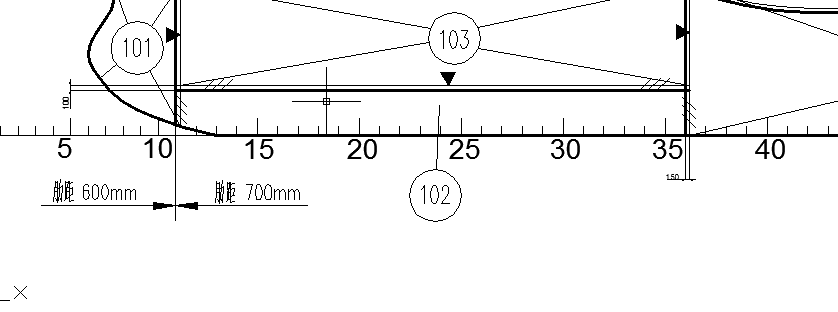
结合青山船厂的实际情况,其船台数量有限,本次设计船采用总段结合塔式的建造方法,首先将船的底边舱到双层底的各个分段分为四个小分段,然后将其作为一个大组立,舷侧和顶边舱两个分段作为一个大组立,这样能够充分利用船台的起重能力和车间分段装焊场地,同时减少了船台的使用周期。将一些分段组装成大组立后采用塔式建造法,以机舱前面双层底和两边底边舱组成的大组立#36 150-#62 150作为基准分段,然后吊上船台定位固定,向首尾和两舷侧从下到上依次吊装,这样可以提前进行舾装作业,而且安装比较简便,焊接变形不大。
第 5 章 船体分段划分方案
5.1 船体分段划分的总体思想
船体的分段划分直接影响生产成本、产品的质量、生产的效率和最大程度发挥船厂设备潜力等许多技术经济指标。而且它不仅受到船厂生产条件的影响,同时也受到船舶本身的特点等许多因素的影响。经过长期的船舶生产实践后,船体分段划分的基本原则也随之产生并用来指导船体分段的划分,以下对这些原则做一些介绍。
5.1.1 分段重量与尺寸
分段的重量和尺寸必然受制于船厂的生产条件和船舶本身结构刚性的限制,虽然较少的分段数量可以减少船台装焊工作量,减少船台使用周期,但结合实际情况和多种因素分段划分变得复杂起来。
船舶生产条件和结构刚性在船舶分段划分不同部位所产生的影响不一,也有主次之分,那么从两点论出发,抓住主要矛盾解决次要矛盾。如对船底、尾部、船首和一些上层建筑作划分时,船厂的起重运输能力占主要矛盾。而在甲板、舷侧等这些船体部位,分段结构刚性是主要矛盾。
5.1.2 生产负荷均匀性
所划分的船舶分段应尽可能与各工艺阶段生产负荷保持均衡。比如,船体底部被划分得很大,虽然船台的吊装时间减少,但是其分段制造周期却大大的增加,就可能造成船台吊装所需要的时间和分段建造周期不相协调。
5.1.3 船体结构强度合理性
船体结构形式由于使用特性不同而不同。那么为了保证主船体的结构强度,抵抗纵向弯曲应力,于是就对分段划分的大接头提出强度要求。如在上层建筑端部,双底向单底结构过渡部分,舱口角隅处,机座纵桁末端等处的应力集中比其他区域的应力大得多,它们对在焊接接头处存有的残余应力和热影响部位非常敏感,所以分段大接缝必须避开这些地方。
5.1.4 施工工艺合理性
在船舶建造时候分段划分工作应该为其创造良好的施工条件,它主要有以下几个方面的要求:
1)对于在平面分段制造中反映出来的分段制造自动化、机械化,而且许多船厂都已经使用平面分段机械化生产线,因此,在船体结构上允许的条件下可以增加平面分段的数量,机械化、自动化的生产得益于工件种类的归类,所以船体的平面部分和曲面部分应尽量分开。当然有的船厂没有平面分段机械化生产线,但是良好的施工条件是从平面分段当中取得的,这同样也适用于自动焊的使用范围。
2)分段大接缝布置的合理性:
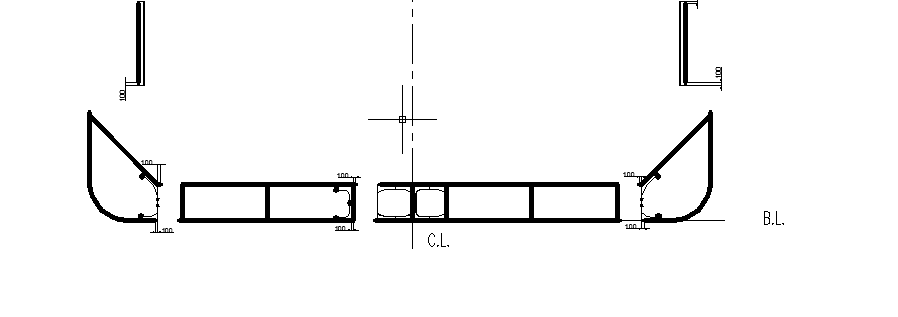
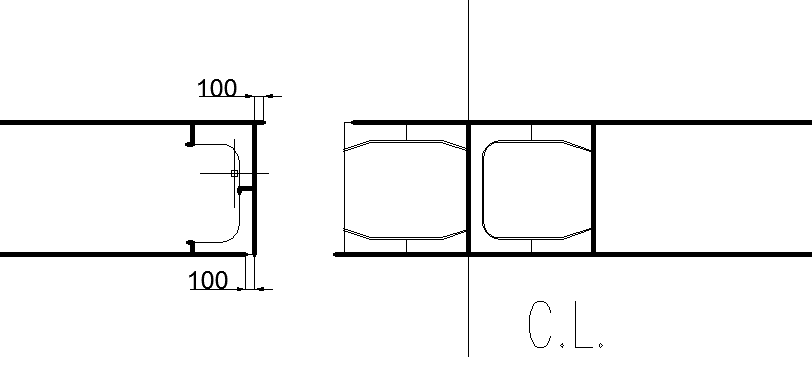
(1)分段划分的时候,纵骨架式结构应该在允许的条件下作纵向划分,横骨架式结构尽量作横向的划分,这样做的目的是尽量不把连续的构件切断,这可以保证一些船舶的结构强度。同时,舷侧和甲板分段的横向大接缝应在允许条件下设在横舱壁所在的肋距里面,这也同样是为了避免过多的切断纵向构件。
(2)分段接缝的位置应该结合船体本身的结构来看,比如底部结构与舷侧结构,它们相交接的地方基本有一条板缝线,同时这些地方都是用肘板连接起来的。这些构件相连接的地方可以作为分段线。结合此类条件作分段大接缝,减少了分段划分的接缝长度,也就减少了生产时间和建造成本。
(3)分段横向大接缝应尽量在同一横剖面布置,因为分段制造过程中,焊接时候会产生收缩变形,使分段的实际长度比较原来缩短了。在船舶实际建造过程中,存在舷侧分段跨越两个底部分段,若舷侧和底部分段的横向大接缝不在同一个横剖面内,就会造成上面和下面的肋位错开,从而影响装配质量。
(4)对于大中型船舶,它们的横向大接缝一般要求在0.25肋距处,这样既方便焊接工作,也可以减少焊接角变形。本次设计船舶的横向大接缝大都设置在离肋位150mm处。
(5)若甲板分段带有舱口,就应该尽量保持舱口的完整性。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: