荔枝面机控制系统设计毕业论文
2020-02-18 11:54:28
摘 要
近年来,随着经济的大力发展,我国对高档石材—荔枝面板的需求量越来越高,但是由于加工效率和生产成本受到石材加工方法的影响,导致石材成品率、良品率十分低下。因此,荔枝面机相关研究工作具有十分重要的意义。本次毕业设计汇集PLC编程语言的优点,以及综合现代机械的广泛应用,改进现阶段的荔枝面机控制系统,结合图像处理技术来甄别石板的好坏,并将破损的石板分流。
为实现上述功能,本文完成的研究内容和取得的成果主要包括:
- 运用PLC控制技术来控制传送带分流,使系统能够分流出未经过打磨的破损石板。在此过程之前,也需利用图像识别技术来识别石板是否破损。在此次设计中,设计重心为荔枝面机控制模块的设计,所以图像识别技术的应用不过多说明。
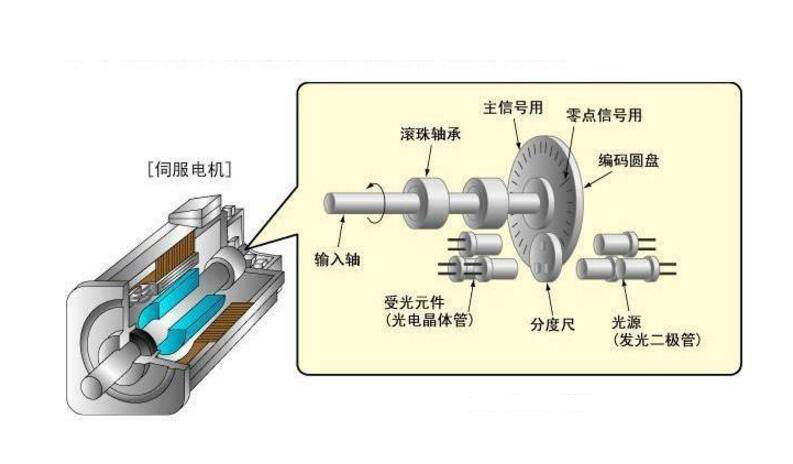
- 运用PLC控制技术、伺服控制技术来控制磨头对石板进行荔枝面打磨。磨头的Z轴方向的运动由伺服电机控制,在打磨过程中,磨头的X、Y轴的路径由行程开关决定。
关键词:荔枝面机,PLC,伺服电机,石材打磨
Abstract
In recent years, Chinese demand for high-grade stone-lime panel is getting higher and higher with the vigorous development of the economy, but the processing efficiency and production cost are affected by the stone processing method, resulting in a very low yield rate.Therefore, the related research work of litchi panel machine is very important.This graduation design brings together the advantages of PLC mechanical language and integrates the wide application of modern machinery,proposes the language advantage of using PLC,improve the current the machine control system.
In order to realize the above functions, the research work and achievements of this thesis mainly include:
- PLC control technology is used to control the conveyor split, allowing the system to split unbroken broken slabs. Before this process, image recognition technology is also needed to identify whether the slate is broken. In this design, the focus is the design of the control module of the lychee machine, so the application of image recognition technology is not repeated。
- Using the PLC control technology and servo control technology to grind the slate surface of the slate. The movement of the grinding head in the Z-axis direction is controlled by a servo motor. During the grinding process, the path of the X and Y axes of the grinding head is determined by the stroke switch.
Key words:lychee panel machine,PLC, servo motor, stone polishing
目录
第1章 绪论 1
1.1 课题背景及研究目的 1
1.2 国内外相关技术及研究现状 2
1.2.1 打磨机发展现状 2
1.2.2 荔枝面机控制器研究现状 3
1.3 本文主要研究内容 4
第2章 荔枝面板总体方案设计 5
2.1 基于PLC控制的荔枝面机控制系统的功能需求分析 5
2.2 基于PLC控制的荔枝面机控制系统的组成 6
2.2.1 上下料模块 6
2.2.2 检验分流模块 8
2.2.3 打磨模块 8
2.3 本章小结 9
第3章 荔枝面机系统硬件设计 10
3.1 控制单元硬件比较 10
3.1.1 PLC与单片机控制系统比较 10
3.1.2 PLC与继电器控制系统比较 10
3.2 PLC控制器的选型 11
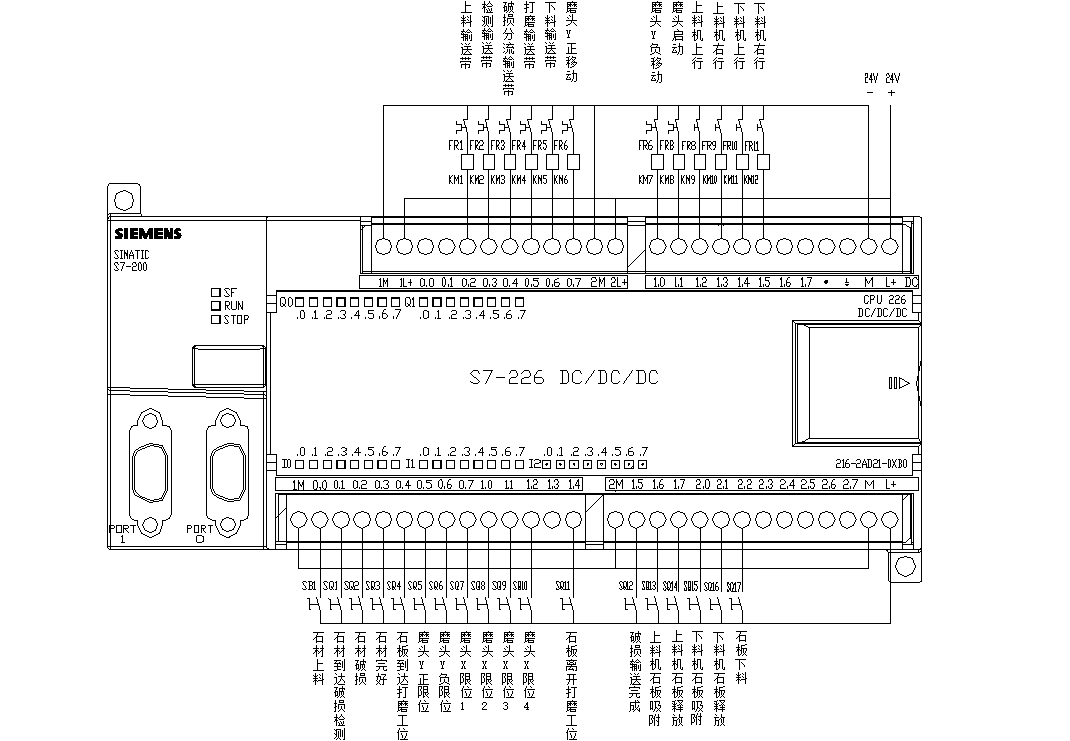
3.3 荔枝面机I/O分配 12
3.4 交流电机的选型 13
3.5 伺服电机及伺服驱动器的选型 13
3.6 传感器选型 16
3.7 硬件接线设计 17
3.7.1 CPU接线设计 17
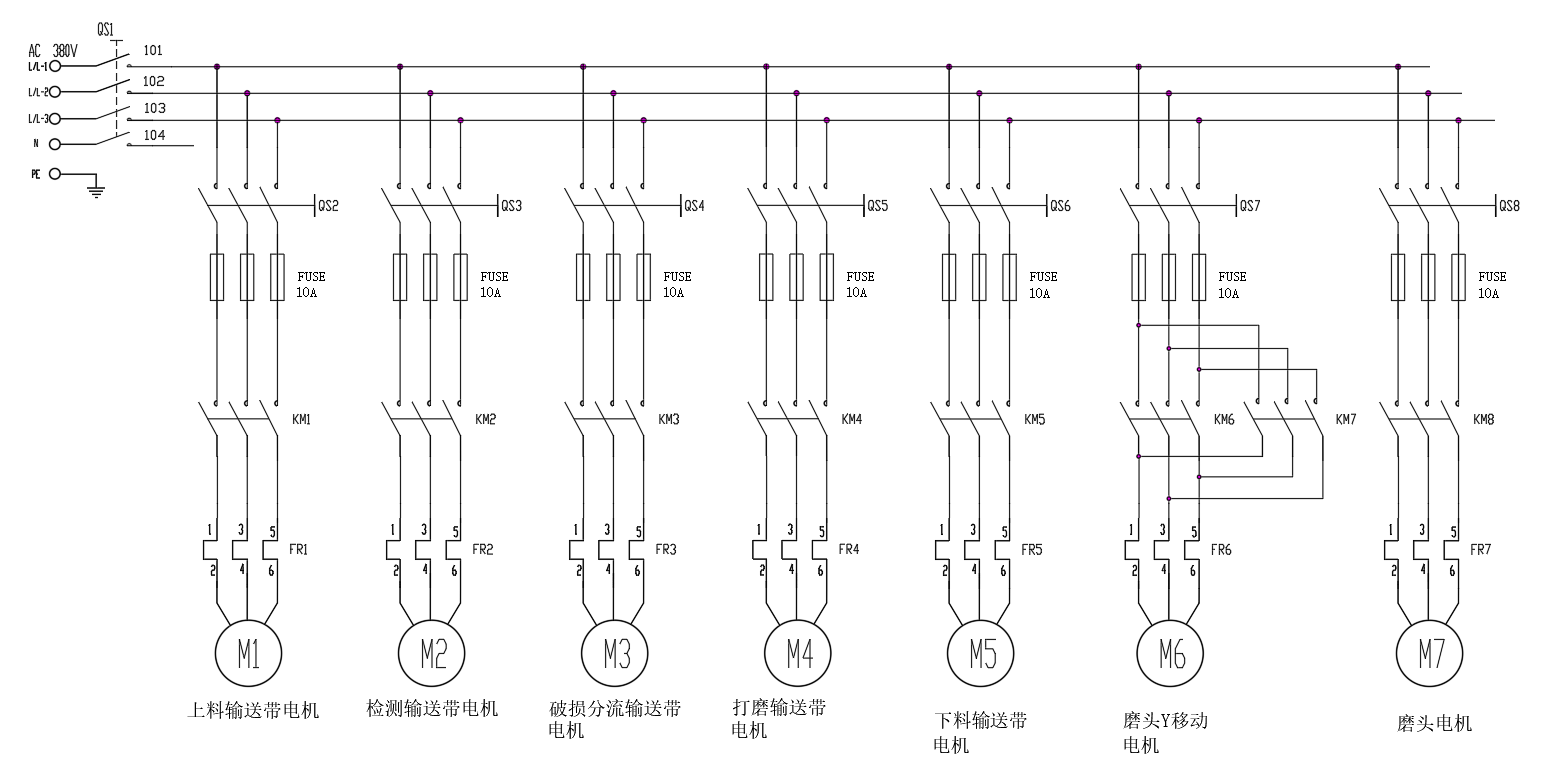
3.7.2 电气控制接线设计 18
3.8 本章小结 18
第4章 荔枝面机系统软件设计 19
4.1 设计软件 19
4.1.1 软件介绍 19
4.1.2 软件界面及组成 19
4.2 部分程序描述 20
4.2.1 分流模块程序设计 20
4.2.2 打磨模块程序设计 23
4.3 触摸屏组态 27
4.4 本章小结 28
第5章 总结与展望 29
5.1 全文工作总结 29
5.2 全文工作展望 29
参考文献 30
附录 31
致谢 33
第1章 绪论
1.1 课题背景及研究目的
改革开放以来,随着社会经济、产业的不断发展,国家公共设施得到不断完善,高档石材石料逐渐被广泛应用于各类建筑装饰、设施当中,于是我国对高档石材石料的需求迅速增长。需求的增长促进了石材加工处理产业、石材加工制造设备的发展。大量制造加工石材设备的出现,提高了石材加工的效率,又促进了石材加工业的良性发展,但难免会出现一些石材加工设备加工精度不够、效率低下的状况。
荔枝面为石材粗糙表面的一种表现形式,在石材产品中占据着相当部分的比例,它的产品形式多种多样,十分丰富[1],分为荔枝面大板、荔枝面规格板、异型板、楼梯踏步板、荔枝面线条、荔枝面雕刻产品等。荔枝面表面是用有形如荔枝面锤面(或磨头)的锤在花岗岩表面敲击(打磨),或用凿子在花岗岩表面上密密麻麻的凿出小洞而成,从而在石材表面形成形如荔枝皮的粗糙面,多用于人行道或广场地铺等[2]。
传统荔枝面板的打磨过程,是基于半自动化设备的打磨甚至是人工打磨,半自动化打磨或人工打磨导致了打磨工序效率低下、打磨成本昂贵、产品破损率高、良品率低的状况。这样的打磨方式严重地影响了荔枝面板的质量、增加了企业生产的成本,并且无法满足国内市场对荔枝面板打磨的需求。
因此如何提升荔枝面石板打磨机的工作效率、降低荔枝面石板打磨产品破损率是每个厂家共同的目标。随着工业控制技术不断进步,高速通信协议技术、传感与检测技术迅速迭代发展,这些技术已经能够运用到荔枝面石板打磨机控制系统中,对荔枝面石板打磨和加工效率有十分可观的提升。更加值得一提的是近年来PLC技术在工业控制领域内得到大幅度的应用,PLC控制技术与工业电控设备相辅相成,契合在一起,推动了工业控制技术的发展。因此,本文提出了一种新的荔枝面板打磨技术,这种荔枝面板打磨技术基于PLC控制系统,并且利用图像识别技术来识别出破损的石板,随后利用传送带分流技术将破损的石板分流出去;运用伺服控制技术使石板打磨时更加稳定,能够得到高质量的荔枝面板;最终使系统能够实现自动、连续的荔枝面打磨工作,从而达到提高打磨效率、提高良品率、降低企业成本的目标[3]。
1.2 国内外相关技术及研究现状
1.2.1 打磨机发展现状
上世纪80年代初,国外就投入了大量人力物力来研究发展自动打磨设备。目前,国外的打磨设备已经能够实现多自由度的运动,并且可以完成打磨机的轨迹规划[4-8],根据这些结果成功研制出一些包含多关节式工业机器人的打磨控制系统。
对于打磨设备,国内的研究起步比较晚,对有关打磨技术研究比较少。国内的研究主要集中在打磨技术这一方面,对其他各项技术之间的交叉融合研究比较缺乏,并没有掌握复杂打磨加工的重点和难点,在进行打磨工艺模型研究和打磨工艺分析时往往没有考虑打磨轨迹对打磨效果的影响。从总体发展角度来看,国内对自动打磨设备研究仍处在起步阶段,需要不断的提升[9]。
在改革开放以前,荔枝面在国内的应用相对偏少,荔枝面的制作也基本停留在手工打磨的阶段,打磨出的荔枝面质量也参差不齐。随着我国改革开放的推进,市场对荔枝面的需求逐渐增大,但是由于工业化的进程相对较缓,80、90年代的荔枝面制作工艺大多是依靠着手持式打磨机完成的。进入21世纪后,我国的经济开始腾飞,市场对于荔枝面等石材需求量大幅上升,对荔枝面板质量的要求也迅速提高。因此,荔枝面打磨机迅速工业化,结合了控制器以及电机,将荔枝面打磨技术半自动化。
全自动荔枝面机如图1.1所示。荔枝面板如图1.2所示。

图 1.1 全自动荔枝面机
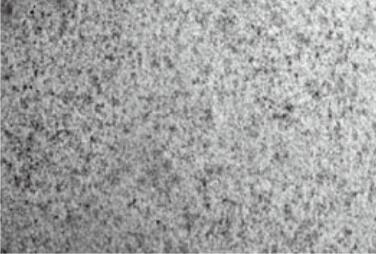
图 1.2 荔枝面板
目前国内厂家生产的荔枝面板打磨机大多以半自动化打磨为主,打磨过程中存在一种缺陷:打磨磨头下落的高度常常由操作员手动操作,存在不稳定因素,可能会由于下落高度调节过高而使磨头与石板应力过大,进而使打磨过程中石板破裂。总的来说,传统荔枝面板打磨机具有自动化程度低、生产效率低下、良品率低的缺点。
1.2.2 荔枝面机控制器研究现状
荔枝面机工业化以来,打磨机控制器大致的发展方向为由单片机至PLC。
第一代荔枝面机是以单片机作为控制器。单片机属于一种集成微处理器。在日常生活中,能够提升社会生产工作的效率,单机片大多是在集成电路或存储器芯片中出现。由于单片机具有轻巧、方便的特点,所以成为了小型荔枝面机的首选[10]。而大部分荔枝面机都采用了NEC单片机,NEC 单片机属于自成体系, 属于32位单片机,采用内部倍频技术,最大程度上降低频率,还有部分单片机采用内置操作系统,更好的服务于广大群众,在技术开发方面可以开发制造多种荔枝面板[11]。
随着控制器的发展,作为控制的首选产品,PLC也逐渐应用于荔枝面机。可编程序控制器是以微处理器为基础,结合了计算机技术、自动控制技术、网络技术和通讯技术发展而来的一种新型工业控制自动化装置,它具有抗干扰能力强、可靠性高、体积小和编程简单等优点,已发展成为工业控制体系的基本设施。PLC在我国的应用已有30年的历史,PLC自20世纪70年代后期进入中国以来,应用增长十分迅速。近10年来,越来越多的中小设备开始采用PLC进行控制,并且随着自动控制技术和其他相关学科的发展,PLC技术也进入了快速发展的阶段,PLC技术得到不断精细化,也使其能够完成更多的复杂操作[12]。此后,PLC技术便逐渐向电气-仪表-计算机控制一体化的方向发展[13]。
以PLC为控制的荔枝面机开始正式登上舞台,由PLC控制的荔枝面机相对于由单片机作为控制器的荔枝面机拥有着更精细化的技术,更能满足当代市场经济的要求。由PLC控制的荔枝面机提高了系统在实际应用过程中的抗干扰能力,使荔枝面机可以在复杂的环境中工作,这也是该项技术能够发挥出理想效果的关键[14]。在荔枝面机自动化控制的过程中, 利用PLC技术的可靠性能以及灵活便捷的方式,对机床设备进行实时的监控,就能将其中的运行故障进行及时得解决[15]。
1.3 本文主要研究内容
本文在第一章介绍课题研究背景以及课题研究的目的,和荔枝面机相关技术的国内外发展现状;第二章介绍本次设计的总体设计方案,重点介绍系统的控制要求及特点;第三章为与本次设计有关的硬件设计,以及相关硬件选型;第四章为与本次设计有关的软件设计,重点介绍PLC系统程序设计;第五章为论文的总结与展望。
第2章 荔枝面板总体方案设计
2.1 基于PLC控制的荔枝面机控制系统的功能需求分析
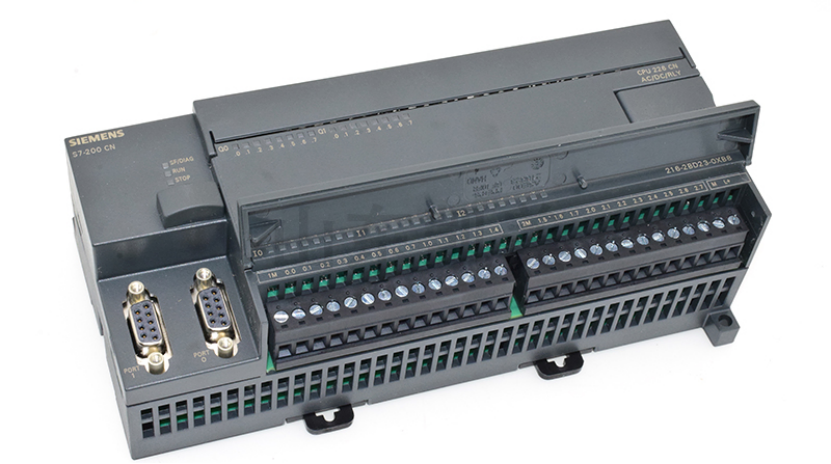
本毕业设计的主要目标是运用PLC进行电控系统的控制设计,并以荔枝面机作为控制对象。设计的主要思路如下:第一步对市面相关的PLC控制器进行详细的性能分析,然后选用目标设计的控制器类型,此次设计采用西门子S7-200PLC进行相关研发工作。第二步针对电控系统进行相关的硬件分析,再进行选型。并制作出硬件的连线图。第三步是通过PLC相关软件编写程序,汇编成为便于观察的梯形图和汇编语言,并进行汇编语言的优化。
荔枝面机是特殊功用的机电设备,应当包括电气部件与机械部件。通常来说,机械部分就是机电设备的运行基础,而电气部分就负责调动整个机器的运转以及对各个部分进行参数的监控和调节。通过机械部分和电气部分的紧密配合,才会让荔枝面机流畅地运行。因此我们需要完善地设计荔枝面机系统中的电气部分与机械部分。
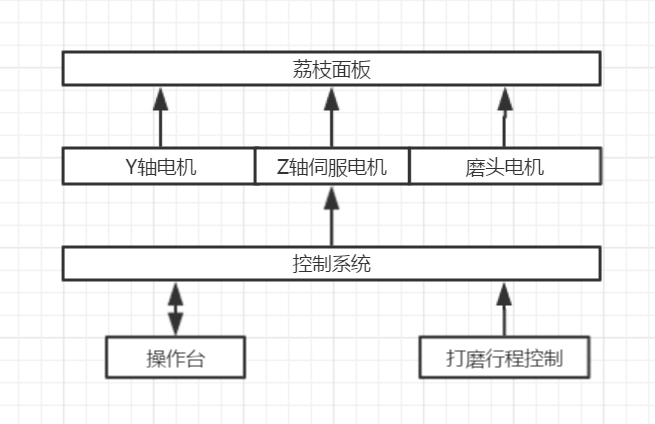
电气部件:在荔枝面机的整个系统中,所有的参与荔枝面机运行的相关系统统称为荔枝面机的控制系统。其主要由控制装置、操作装置、传感器装置构成:
(1)控制装置。控制装置在系统中最为重要,是荔枝面机运行的大脑,它会根据荔枝面机运行过程中的逻辑要求,及时准确地调控荔枝面机的运行方式。在此次设计当中,控制装置为西门子S7-200的CPU226。
(2)操作装置。操作装置主要是显示屏上的操作按钮。
(3)传感器装置。传感器装置的主要作用就是把荔枝面机运行过程的机械信号及时地转化成供控制装置计算的电信号,从而让荔枝面机能够准确地得到操控。此次设计中的传感器装置为光电传感器以及行程开关。
机械安全部件:因为荔枝面机的机械结构的十分精密,因此在荔枝面机系统中,需要安全保护措施。安全保护的主要分为两个方面进行设置。其一是机械的安全结构,其二就是电气系统的安全结构。机械的安全结构主要是由限速器、安全钳、缓冲器等机械机构,对荔枝面机平稳可靠运行起到重要作用。电气保护系统就是包含紧急刹车系统、报警系统、电路保护系统等,都会在荔枝面机运行的过程中具体体现。
此外,为提高系统稳定性,本系统在控制电路部分任保留手动控制电路,当自动控制单元或者传感器出现故障时,可以保证荔枝面机系统仍然可以正常工作,从而使整个系统更加完善和稳定。
2.2 基于PLC控制的荔枝面机控制系统的组成
此次设计的荔枝面机控制系统主要分为检验上下料模块、检验分流模块和打磨模块,其大致工作流程为:
(1)石板上料,经传感器检测后到达检验分流模块。
(2)经过图像检测后将破损石板分流至破损石板存放区;将完好的石板经传送带送至打磨模块。
(3)经传感器检测完好石块到达打磨限位后,打磨模块开始工作,对石板进行荔枝面打磨。
(4)打磨完成后,传送带运送石板至下料区,下料。传感器检测到石板下料完成后,系统进行新一轮工作。
总体方案流程图如图2.1所示。
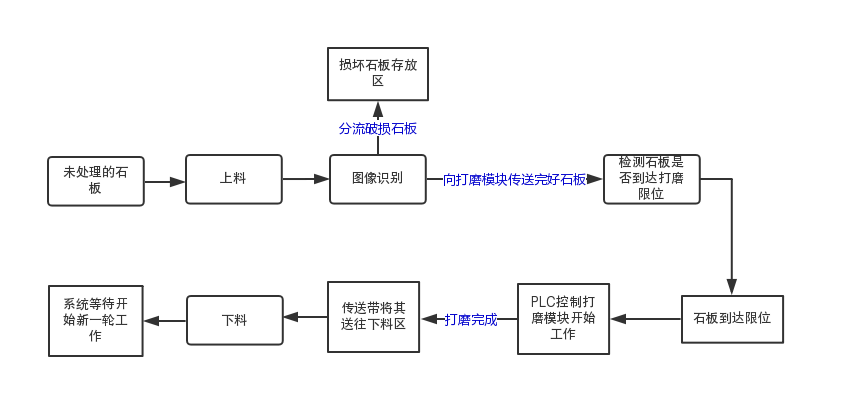
图 2.1 总体方案流程图
2.2.1 上下料模块
荔枝面机的设计当中,上下料模块是由上下料控制电机、真空发生器、吸盘、以及相应的限位开关构成,控制电机、真空发生器由PLC控制。
(1)上料机的工作流程为:
1)上料机Y轴控制电机控制上料机下行,将上料机下方的石板用吸盘吸起,在上料机吸盘的中央有一个限位开关,当石板触碰到限位开关时,则判断石板已被吸附。
2)吸起石板后,上料机控制电机控制上料机上行。
3)上料机X轴控制电机控制上料机向传送带上方运动。
4)上料机Y轴控制电机控制上料机下行。
5)真空发生器将吸盘释放,(当石板不再触碰限位开关时,则判断石板已被释放石板)放置在传送带上。
6)上料机回原位。
(2)下料机的工作流程为:
1)下料Y轴控制电机控制上料机下行,将下料机下方的打磨好的石板用吸盘吸起。
2)吸起石板后,下料机Y轴控制电机控制上料机上行直至限位。
3)下料机X轴控制电机控制下料机向石板成品存放区上方运动,直至限位。
4)下料机Y轴控制电机控制下料机下行,直至限位。
5)真空发生器将吸盘松开,石板放置在传送带上。
6)下料机回原位。
上下料机实物图如图2.2所示。

图2.2 上下料机实物图
2.2.2 检验分流模块
检验分流模块主要由传送带和图像检测装置构成。传送带分流部分也是由PLC进行控制,在本次设计中按照要求需要着重设计控制部分,所以图像检测部分在软件设计里是由一个简单的开关信号去描述。
分流检测部分的功能如下:
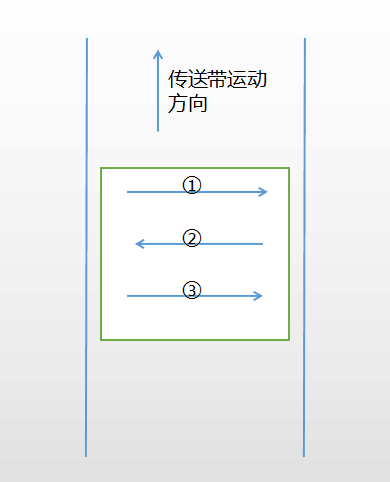
(1)检测传送带将检验完毕后的石板推到破损分流传送带和打磨传送带的连接处。
(2)若石板破损,则石板经过破损分流传送带的拖动送至破损石板存放处。
(3)若石板完好,则打磨传送带拖动石板运往打磨模块。
石板分流如图2.3所示。
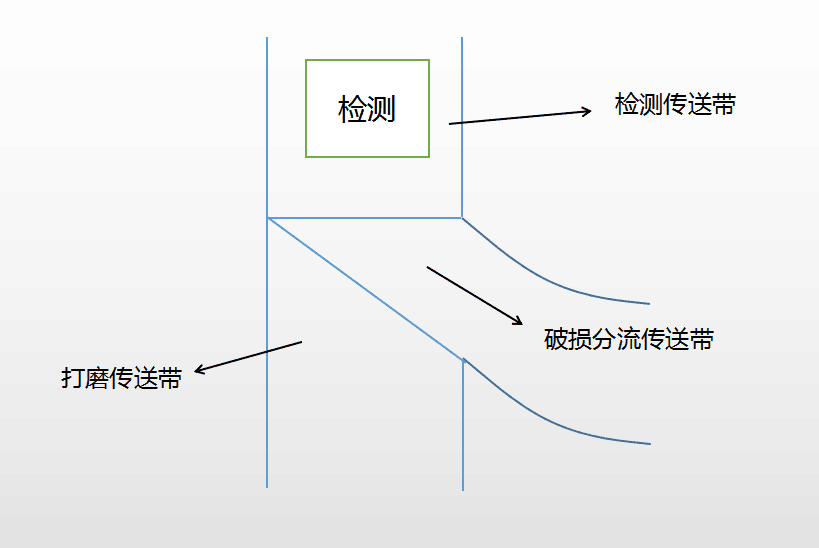
图2.3 分流示意图
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: