1500MPa级钢板压扣热冲压工艺与模具设计毕业论文
2021-03-13 22:25:41
摘 要
钢板热冲压成形技术是一种新型冲压成形工艺,他能获得极高强度(≧1000MPa)的钣金工件,满足轻量化的要求。热冲压是将含硼钢板加热到奥氏体温度,使组织转变为奥氏体后,高温下转移到热冲压模具中快速冲压成形,同时在压力机保压状态下,通过模具冷却系统使其使工件快速冷却,进行淬火处理,淬火之后钢板内部组织转变为马氏体组织,从而获得超高强度冲压件的工艺技术。
本文按照课题要求,分析压扣形状、性能和使用条件,设计了一套生产1500MPa级22MnB5钢板压扣的热成型模具。本文主要内容有,压扣成形工艺分析,设计压扣成形的下料、加热、成形和淬火等多道工序;进行热冲压模的总体设计,模具结构设计、冲压设备选型和冷却系统的设计;完成冲压模具零件图和模具总装配图。
关键词:高强度;热冲压;22MnB5;压扣;冷却系统
Abstract
The hot stamping technology of steel sheet is a new type of stamping process.The high strength steel sheet is heated to the austenitic temperature to convert the steel sheet into austenite.The high temperature billet is transferred to the hot stamping die for rapid stamping.In the press under pressure state, through the mold inside the cooling circuit arranged to ensure a certain cooling rate, the blank for quenching and cooling, after quenching steel into the martensite internal structure, and ultimately access to ultra-high strength stamping parts.This paper designed a set of hot stamping die for the production of 1500MPa grade 22MnB5 steel buckle.In the design, first of all I want to analyze the parts of the forming process.The forming process includes cutting, heating, forming and quenching.Then I designed the overall design of the hot stamping die, including the design of the mold structure, the design of the stamping device and the design of the cooling system.Finally I designed the hot stamping die parts and painted the mold assembly drawings.
Key Words:high strength;hot stamping;22MnB5;Buckle;cooling system
目 录
摘 要 I
Abstract II
第1章 绪论 1
1.1 课题内容及意义 1
1.2 热冲压技术的特点 2
1.3 压扣零件和成形工艺分型 4
第2章 成形工序设计 7
2.1 热冲压件成形工艺分析 7
2.2 下料 8
2.2.1 热成形前钢板材料性能 8
2.2.2 毛坯计算 8
2.2.3 毛坯的冲裁工序安排 9
2.3 加热 9
2.4 成形和淬火 11
2.4.1 成形 11
2.4.2 淬火 13
第3章 热冲压模总体设计 14
3.1 热冲压模结构设计 14
3.1.1 模具工作零件 14
3.1.2 模具定位装置 17
3.1.3 模具压料、卸料及推(顶)件装置 18
3.1.4 导向装置 18
3.1.5 模具零件的安装与固定 19
3.2 冲压设备选型 19
3.2.1 冲压力的计算 20
3.2.2 压力机选择 20
3.3 热冲压模冷却系统设计 20
3.3.2 冷却系统管道主要参数 22
3.3.3 冷却系统热平衡 23
第4章 模具零件的设计与选用 26
4.1 凹模 26
4.2 凸模 26
4.3 模架 27
4.4 垫板 30
4.5 定位板 30
4.6 其他零件 30
第5章 模具总装和调试 32
5.1 压扣热冲压模具总装配 32
5.2 压扣热冲压模调试 33
第6章 总结 34
参考文献 35
第1章 绪论
1.1 课题内容及意义
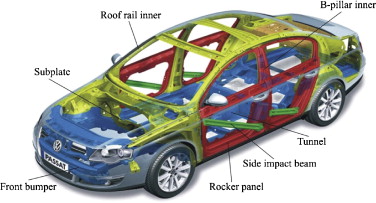
汽车车身的轻量化,可以降低汽车车身的质量,达到降低能源的消耗的目的。研究和试验表明,汽车的耗油量与其车身的重量呈线性关系,例如在乘用车中,汽车车身的重量每下降10%,就可以减少6%~8%的耗油量和排放量。汽车轻量化是十分有效的节能减排手段,但是单纯的减轻车身材料的重量又会牺牲汽车的安全性。因此使用高强度钢提高车身材料的强度,在保证汽车安全性的前提下减轻车身自重是实现汽车轻量化的有效方法[13]。本文阐述压扣零件的制造技术就是汽车轻量化的一个中要方面。
正是由于汽车轻量化的需求,汽车制造之中开始广泛使用高强度钢。但是用冷冲压工艺加工高强度钢有很多困难,例如:高强度钢板在冲压成形中容易产生过量回弹;钢板厚度减薄会冲压件容易出现开裂等其他缺陷;钢板强度和硬度的大幅提高,导致了冲压中成形力增大,模具磨损严重,减少了模具使用寿命,增长了模具制造成本。针对传统的冷冲压技术无法加工出强度超过1000MPa的结构、形状复杂零件的问题,近年来出现的热冲压成形是解决这一难题的一个有效的工艺技术和方法。热冲压成形技术能够获得超高强度的构件而又很大程度地减少回弹了,同时还保证了模具寿命,降低了模具价格。正是由于热冲压技术相比于传统冷冲压拥有显著的优势,热冲压成形技术在汽车工业中迅速发展起来。现在的汽车生产中已经随处可见热冲压部件,如图1.1所示,汽车的A柱,B柱,侧面碰撞保护,门槛,框架部件,缓冲器,保险杠座,门柱加强件,车顶框架,隧道,后端和前端横梁等[2]目前都采用热冲压成形件,强度要求均达到1000MPa以上。