热冲压条件下的本构行为外文翻译资料
2022-10-26 10:04:14

英语原文共 9 页,剩余内容已隐藏,支付完成后下载完整资料
热冲压条件下的本构行为
摘要:模型在高温下的硬化行为和应变率的变化正引起了广泛讨论,硬化行为的特点是在GLEEABLE测试仪器上进行抗拉试验,样品由于电流作用被加热吸收导致完全奥氏体化,再冷却到理想的试验温度下,接着在未大幅度降温时,在一定的应变率下样品开始破裂。其中实验最大的挑战之一就是让样品保持统一的温度来保证一模一样的奥氏体化。专用拉伸样品的模型与常规的模型相比可保证更加一致的温度。屈服行为和硬化行为等特性是完全符合Kocks-mecking理论的,这些特性已经被运用到物理基础硬化模型上去调节参数,这个模型在很大范围内应变率和温度下都能适用。在运用这些硬化弯曲的FEM仿真模拟实验中,拉力在热冲压的厚度测量试验中得到了预期的成果。
关键词: 热冲压 材料性能 硬化曲线 PEA输入
1.介绍
如今直接进行热冲压已经在实际的自动生产中普遍运用了,并且可以达到复杂的形状以及高密度,热冲压开始伴随着坯料在锅炉中加热到奥氏体化的过程,大约在900℃左右。当坯料从锅炉中出来后,快速的进行挤压变形,在这个过程中坯料始终保持奥氏体化的状态,但缓慢转化为活跃状态。在快速的挤压冲力下,产品达到了最终的形状,然后进行淬火使之产生硬化组织,在最终的转化过程中保证没有残余应力存在在产品中,保证回复能力最小。对于FE分析热冲压的过程,对材料模型进行精确的描述是非常重要的,必须用高温值、应力值等来描述硬化行为,Akerstrom运用了一种方法来决定奥氏体化的力学响应(流动应力)。基于多个不断重叠的冷却和压力测试,并和相反的模型对比结合,Hein介绍了一种途径来进行FE热冲压分析,所有参数都要来描述仿真实验,推荐参照650℃至900℃的不同变形速度描述的奥氏体化的流动曲线。当温度低于600℃时,由于转化阶段的作用也会发生这样的问题,Merklein描述了在22MnB5的拉伸实验中的变形速率的作用,Turetta根据IOS10130拉伸样品的标准数值展示了热拉伸实验过程,测量了不同温度下的硬化曲线与应变率,Lecher运用了现象级的模型来研究硬化曲线,这个模型非常复杂:假设流动应力的硬化率是应变率依赖性与温度敏感性的产物。
优化的样品几何结构和运用了Gleeable拉伸实验仪器的测试避免了与标准样品相同的加热温度,还打算建立一种依赖应变率与温度的物理模型,因为对应变率与温度敏感性的正确描述对于预测应力的不一致性是很重要的。模型验证了在流动应力下应变率/温度两种明显不同的作用,一是由于来自于位错传播的位错滑移阻力,二是由于动态回复和位错增殖(加工硬化),在加工硬化现在不存在的屈服点验证了存在位错滑移阻力,这在实验中证明了这两点是没有关系的。模型是以位错理论为基础的,还有一些屈服应力、滑动阻力、流动应力中的加工硬化现象的原理,Klepaczko和Chiem建立了该模型,根据完全流动应力是有效应力的总和(或者是由于克服位错障碍引起的滑动阻力),还根据内部应力(适应于位错增殖),他们讨论了如何建立基础本构关系。他们发现了该概念的正确性,认识到了起因。Lam Liempt根据流动应力贡献原理建立了流动应力的模型。同样,Sarkar和Militzer在升温的条件下同样建立了一个相似的流动应力模型,大篇幅的描述了流动应力的贡献。Bailey和Hirsch用实验验证了位错密度与流动应力的相互关系。Krabiell和Dahl发现了位错滑动阻力的功能,是在一定的温度下,以所需的速度来使位错移动的一种应力。
加工硬化理论是以位错密度、动态回复和位错运动的消失或转移为理论基础的,Kocks描述了回复过程的特性,位错逐渐“消失或在每个可能的回复点以某种方式失效”,Bergstorm以贮存位错的形式解释了这个现象,后来,Vetter和Van den beukelBergstorm进一步研究了Bergstorm模型,包含位错密度的作用,Bergstorm模型在数值上与Knocks-mecking理论完全符合。Knocks和Mecking后来又再一次研究了Koncks模型,并讨论原理更深刻的意义。
随着等式中的参数被找到,依靠描述的硬化过程可以得到应变率和温度值,数据都来源于有限的包含热冲压的数据集合。为了确认预测的曲线的精确度,他们对测量值与仿真模拟值进行了比较,仿真曲线也要与热冲压厚度测量实验中的数值进行对比。
2.实验
2.1基本原理
这个测试程序的目的是进行精确的测量,这需要做拉伸实验,在实验时在样品的变形区域有相同的温度,包括特殊设计过的样品的轴肩部位,另一个目标是在有限的实验中包含大范围的应变率与温度,因此该实验要用模型的物理参数表示,物理模型加深了我们对实验本身的理解,和研究的参数之间的关系,可以结合成可预测的模型。
2.2拉伸实验的装备和实验方法
对于拉伸试验,要用到Delft理工大学的Gleeble测试仪,选择Gleeble系统是因为它控制温度的功能强大,根据DSI数据表Gleeble能创造每秒10.000℃的升温速度(对于模拟焊接,要由样品的尺寸大小决定),可达到平衡状态温度上下1℃,冷却速度可达每秒250℃(主要决定于材料种类、样品的尺寸和淬火剂的种类),材料通常是厚度为1.5mm的22MnB5。锌壳被移除避免锌沉积在仪器内,用电流来加热样品,容易导致热循环,60秒内升温到900℃,紧接着是240秒的工业浸泡时间,淬火后达到理想的温度后进行拉伸实验。图1是冷却循环的例子,在拉伸实验进行中,温度是要被测量和控制的,通常微小的升温都会样品成分的转变,实验要在真空下进行来避免钢脱碳。
可以用焊接在样品上表面的热电偶来测量温度,热电偶也是温度控制循环的输入装置,应力的测量要么利用可伸缩的应力计量器,或是修正机器的刚性联杆器。Aramis是一种线上应力测试仪,也可以加以利用但是还未在这项实验中实现。
2.3拉伸试样
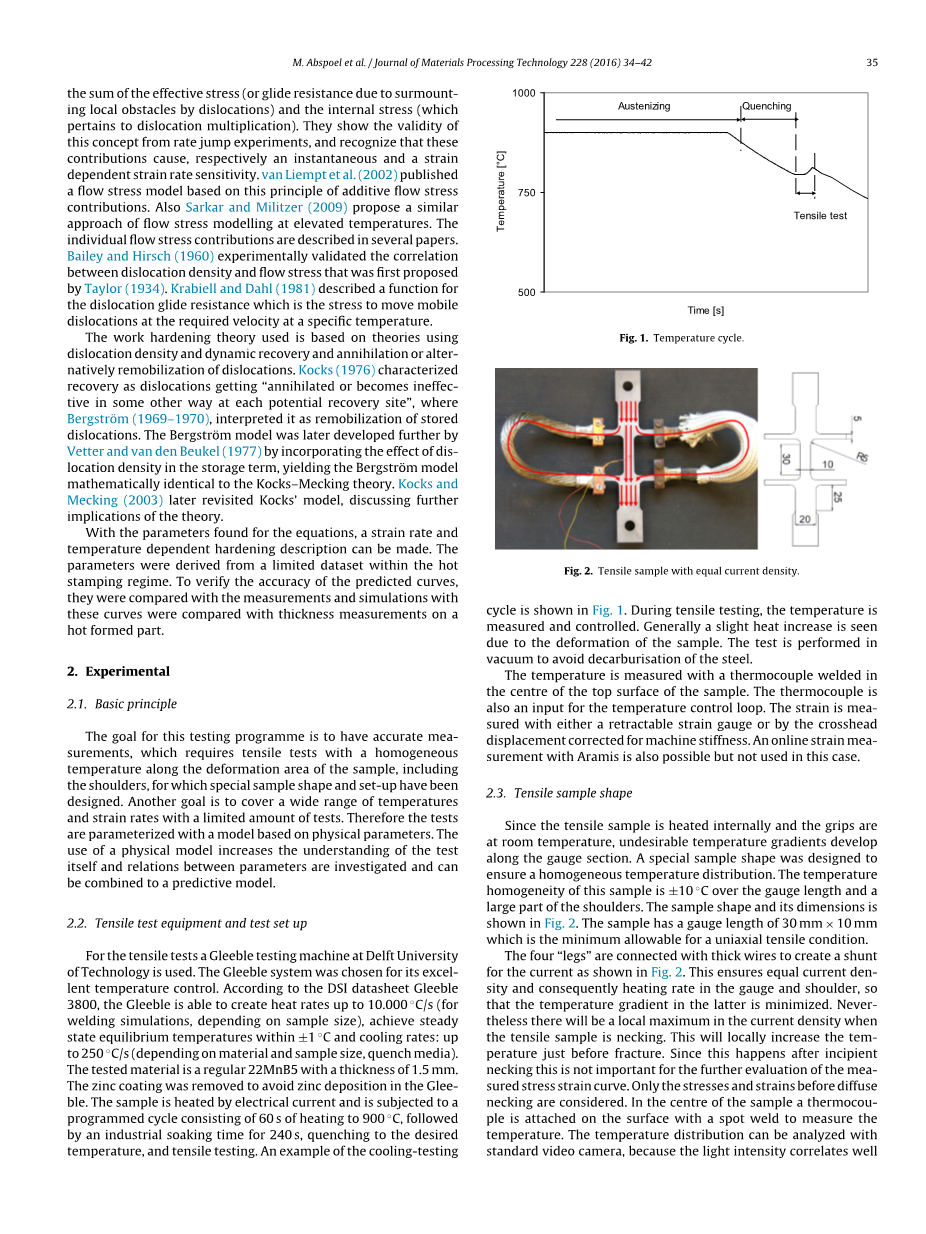
因为样品内部加热而且控制温度为室温,温度梯度走势与计量器相同,设计特殊的样品形状是为了保证相同的温度分布,样品温度的一致在标准的上下10℃,样品的形状和维度在图2可看出,样品的标准大小为30mmtimes;10mm,这是单轴拉伸情况下允许的最小值。
四个“触角”与粗的电线连接产生了如图2的折线式电流,这可以保证相等的电流强度和升温幅度,因此后者的温度梯度是最小的,然而在样品拉伸变细的过程中,电流强度会达到最大值,这会在破裂前让温度升高,在样品经历过初期变细后,就没必要进一步对压应力再进行测量了,只有在颈缩现象消失前才会涉及拉应力和压应力。在样品中央焊接有热电偶用来测量温度,用标准的视频摄像头来分析温度分布,因为子这个温度范围内,光强与温度紧紧相关,从红光到黄光或白光的范围与奥氏体温度变化范围相一致,黑区范围与700℃或更低范围相一致,从图3,优化的样品和标准样品在奥氏体化循环的最末,在这种情况下,实验需要相同的温度分布,然而,标准样品在测量范围内并没有表现出相同的温度分布,标准样品的黑区温度也低于700℃,还处于铁素体阶段。测量范围内的不同区域有不同的屈服强度,因为这个温度下的铁素体比奥氏体(由Barnett和Jonas发现)要软,相比与奥氏体几乎不会变形来说,铁素体往往会变形,直到铁素体达到奥氏体的屈服条件,因
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[154007],资料为PDF文档或Word文档,PDF文档可免费转换为Word



