甘蔗粉碎刀片氩弧熔敷铁基WC涂层研究毕业论文
2020-04-07 14:05:34
摘 要
为提高甘蔗粉碎刀片的耐磨性,延长其使用寿命,论文采用氩弧熔敷技术在低碳钢Q235表面堆焊并制备出铁基WC耐磨复合涂层。利用金相显微镜和XRD对复合涂层的显微组织和相组成进行分析,用显微维氏硬度测试仪和数显洛氏硬度测试仪对熔敷层进行硬度测试,并对其耐磨原因进行分析。
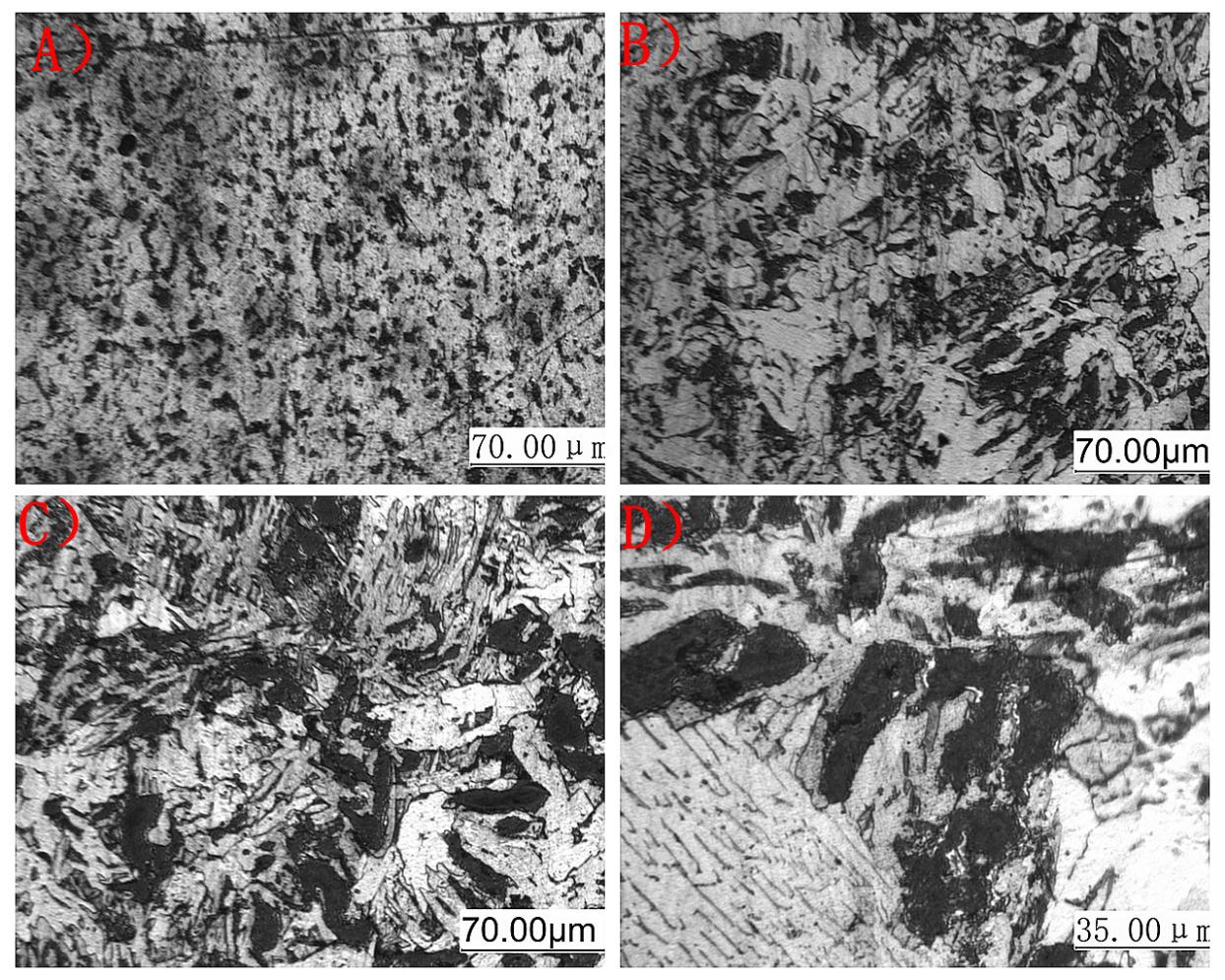
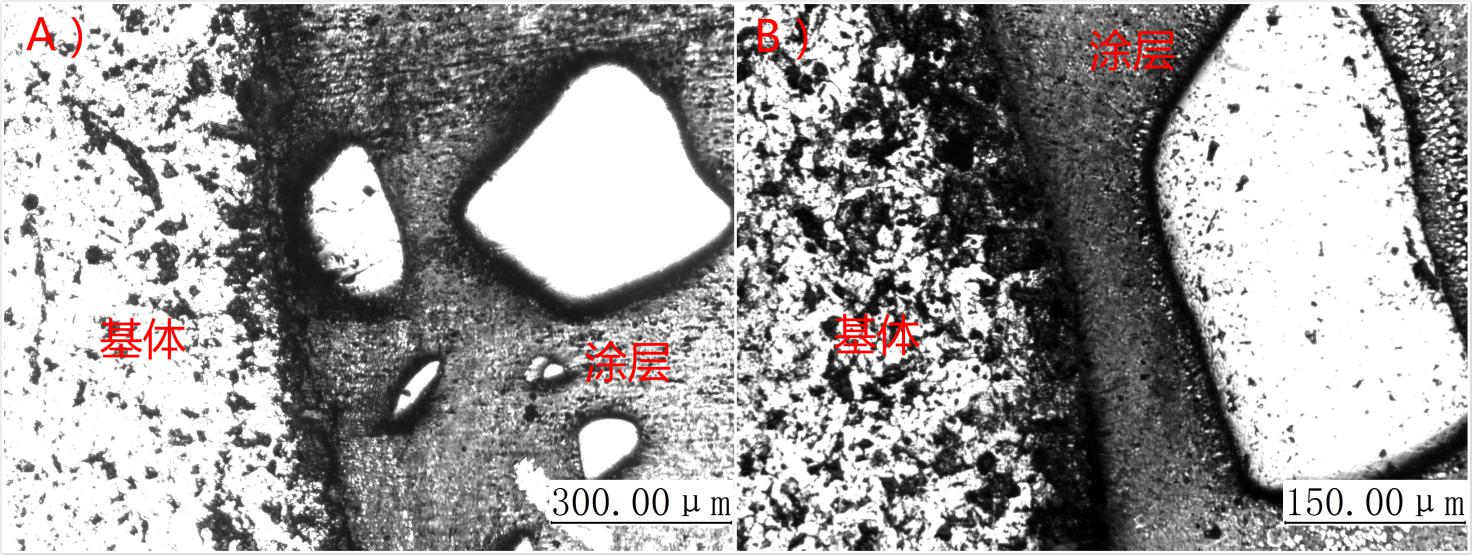
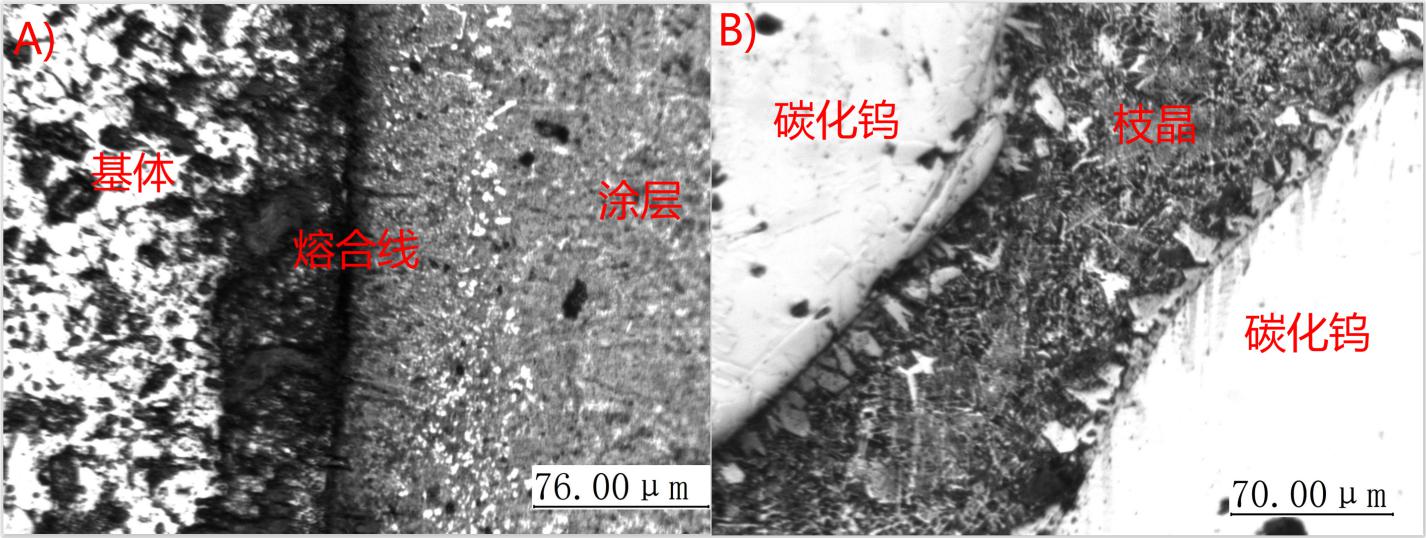
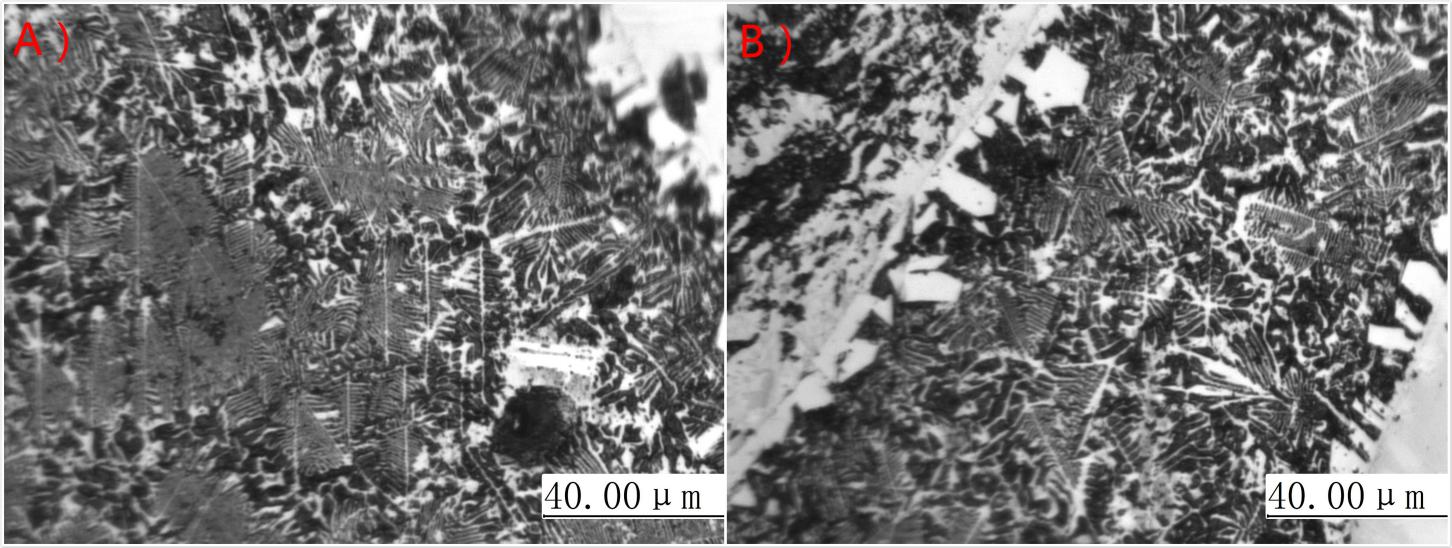
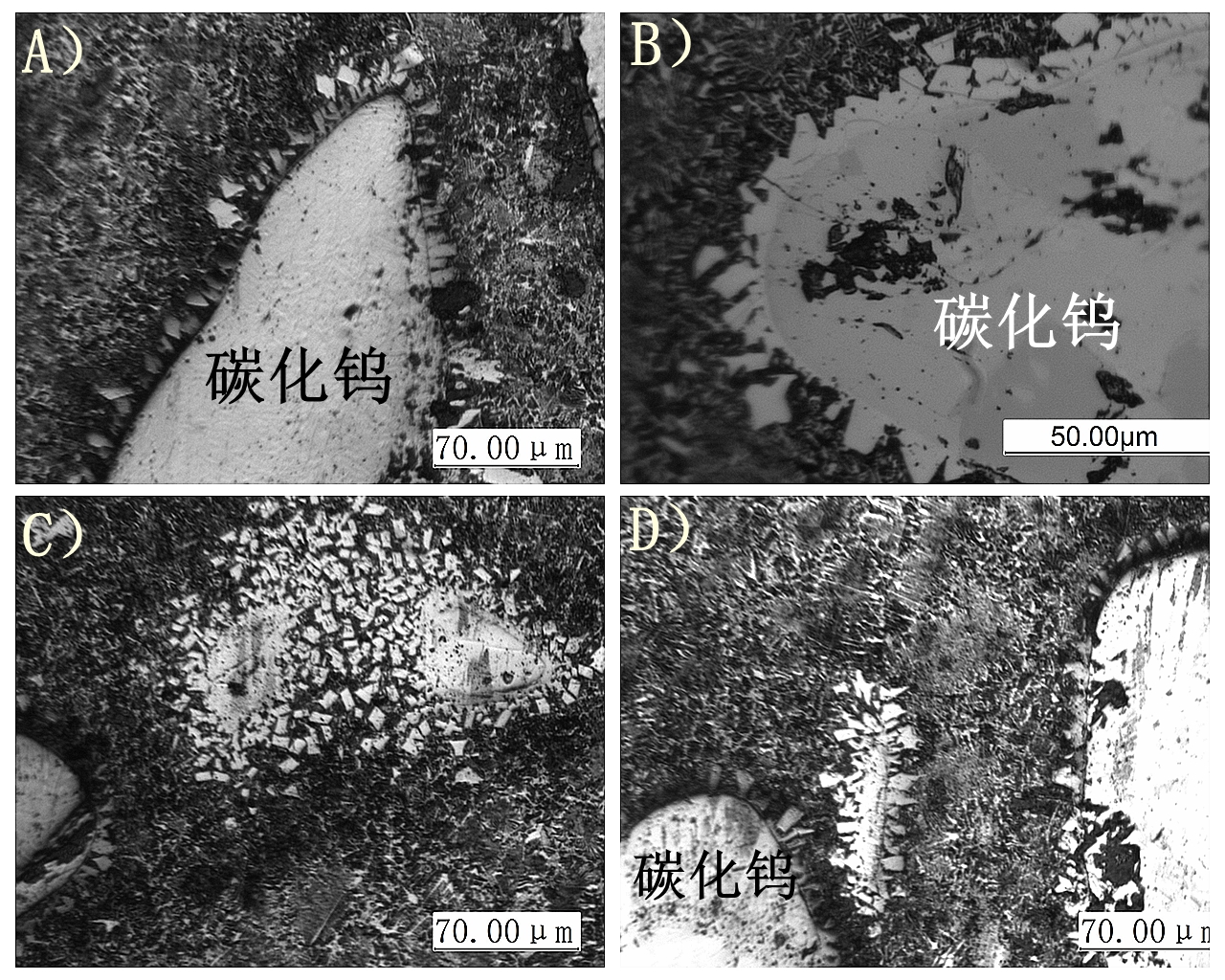
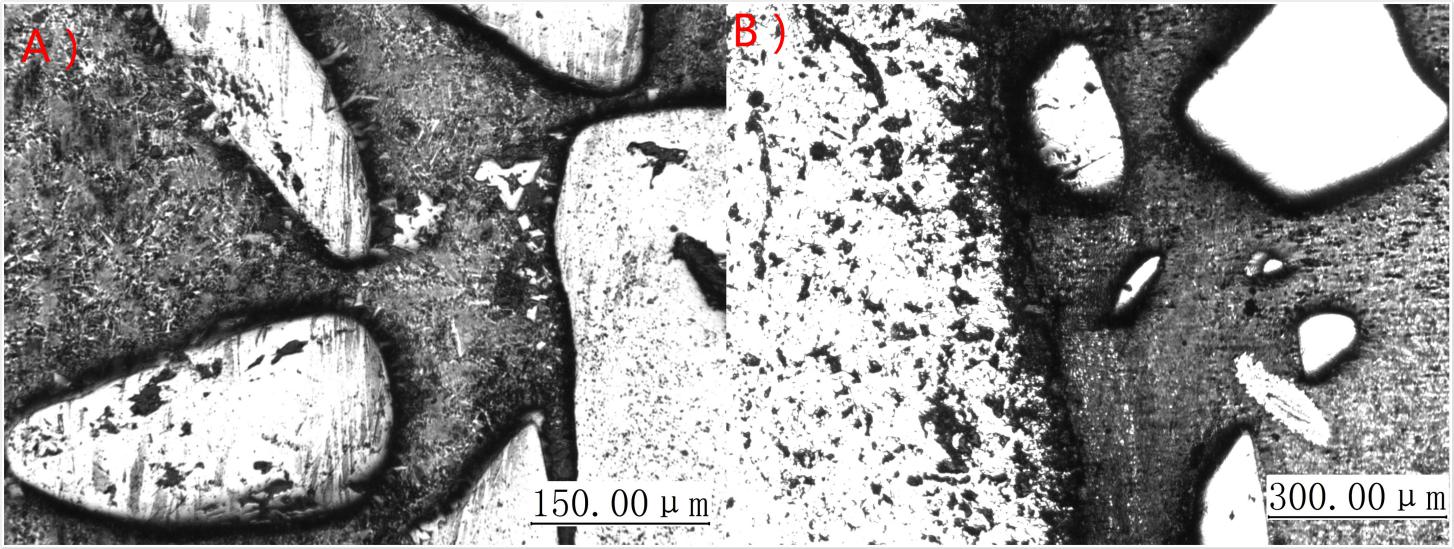
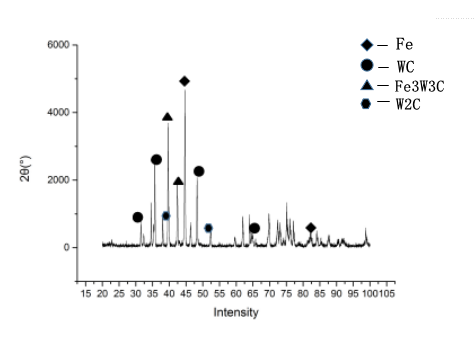
结果显示,熔敷层与基体形成良好的冶金结合,涂层组织结构致密,无裂缝和孔隙以及其它缺陷存在。涂层基体组织中有树状枝晶和鱼骨状组织出现。熔敷层中随机均匀地分布着WC硬质合金颗粒,无WC沉底现象。观察到涂层组织中存在少量的WC破裂分解现象以及碳化钨边缘熔解球化,与涂层基体形成冶金结合。XRD结果分析表明涂层的主要相组成为α-Fe、WC、W2C、Fe3W3C三元化合物,还有少量的Fe6W6C存在。熔敷涂层的硬度最高可达561.31HV、56.8HRC,其中的碳化钨颗粒硬度达到了2122.83HV,基体区的显微硬度仅为137.77HV,熔合线区域存在着过渡区。熔敷层的硬度大约为基体材料的3倍多,耐磨性得到了极大提升。熔敷层的高硬度主要来源于WC和W2C两种硬质相的强化作用,还有已分解的细小的碳化物颗粒的弥散强化和细晶强化作用。
关键词:氩弧熔敷;碳化钨;显微组织;硬度;耐磨性
Abstract
Aimed at improving the wear resistance of Sugarcane mill blade and extending its service life,this dissertation mainly studies the microstructure and properties of iron-based WC wear resistant composite coatings prepared by argon arc cladding on surfacing of low carbon steel Q235. This paper presents an analysis of the microstructure and phase composition of the coating by optical microscope and X-ray diffraction(XRD) ,an examination of microhardeness and rockwell-hardness.And figer out the reasons for wear resistance.
The results suggest that the cladding layer forms a perfect metallurgical bond with the substrate, the microstructure of the cladding layer is dense, and there are no cracks and voids as well as other defects in the cladding.Tungsten carbide particles are randomly distributed in the dendritic and fishbone tissues of the cladding layer.And there is no phenomenon of tungsten carbide sinking.However, a small amount of WC cracking decomposition was observed in the coating structure, and some black burnt marks appeared on the surface of the tungsten carbide.The results of X-ray diffraction(XRD) showed that the main phase composition of the coating was α-Fe, WC, W2C, Fe(W) solid solution, and Fe3W3C ternary compound.,and there is also a small amount of Fe6W6C.The hardness of the cladding coating is up to 561.31HV 、56.8HRC, and the hardness of tungsten carbide particles reaches 2122.83HV.The microhardness of the matrix region is only 137.77HV, and there is a transition zone in the fusion line region.The hardness of the deposited layer is about three times that of the base material, and the wear resistance has been greatly improved.The high hardness of the cladding layer is mainly due to the strengthening effect of the two hard phases of WC and W2C, as well as the dispersion strengthening and fine-grain strengthening effect of the decomposed fine carbide particles.
Key Words:Argon arc cladding;Tungsten carbide;Microstructure;Wear resistance; microhardness
目录
第1章 绪 论 1
1.1 研究背景与现状 1
1.2 表面堆焊方法 2
1.2.1 堆焊材料 2
1.2.2 表面熔敷技术发展现状 3
1.2.3 氩弧熔敷技术发展现状 5
1.3 研究内容 6
第2章 试 验 7
2.1 试验材料 7
2.2 熔敷工艺 7
2.3 分析测试方法 8
第3章 试验结果与分析 10
3.1 基体组织 10
3.2 近熔合线组织 11
3.3铁基WC涂层 11
3.3.1 金相显微组织分析 11
3.3.2 氩弧熔敷层的结晶机理分析 14
3.3.3 硬度测试及分析 15
3.3.4硬度及耐磨性分析 16
第4章 结 论 17
参考文献 18
致 谢 20
第1章 绪 论
1.1 研究背景与现状
21世纪以来,随着社会生产力和生产效率的提高,工业、农业生产机械化已基本普及。但同时,各种机械零件的磨损造成的材料和能源消耗也是惊人的,据不完全统计,在我国,每年磨损造成的损失达400亿元。机械零部件表面失效的主要形式就是磨损和腐蚀,所以耐磨部件的选材及生产工艺不当都会对国家资源和企业经济效益造成损失。虽然21世纪是信息产业爆炸发展的黄金期,但是农业生产在当今的社会经济体系中占有的地位还是非常重要的。随着科学技术的提高,农机用具也越来越朝着机械化、自动化的方向发展,但由于农机用具常在露天环境中作业、存放,且作业过程中经常与土壤、农作物碎屑等含带酸碱性的物质产生接触和摩擦,经历着颗粒磨损和化学侵蚀,所以常要求农机具零件具有好耐磨性和一定的耐蚀性[1]。
中国是自古以来就是农业大国,制糖业一直都是国民经济的重要部分,在农业生产中占有重要地位。早在两千多年前,中国就开始有种植如甘蔗、甜菜等可制糖农作物的历史,自战国时代开始可以从甘蔗中榨取蔗浆以来,甘蔗种植业日益兴盛,种植规模和范围持续扩大,甘蔗制糖的技术也逐步发展提高,经近千年的发展,至唐宋年间,已形成了颇具规模的作坊式制糖业。然而一直以来,从古代到近现代,甘蔗的生产制作仍然是手工劳动居多,直至19世纪80年代,甘蔗制糖业才开始投入使用机器进行机械化生产。在当代制糖业和甘蔗生产业中,甘蔗粉碎机已经被广泛运用于甘蔗的生产加工过程中,为蔗糖生产带来了极大的方便。由于夹杂物中含有大量泥沙,开榨20天左右,甘蔗撕解机的刀尖磨损就十分明显,若超过30天蔗刀就几乎磨掉了整个刀尖,持蔗能力下降,最终引起撕解机的塞机,而且磨损以后的蔗刀很难焊回原型,这对甘蔗的使用寿命有着极大影响[2]。
在甘蔗进入榨机之前,需经过预砍、撕解、粉碎后方进入榨机,由于连续不断的工作,刀片与作物的接触与摩擦会加快刀片的损耗,对刀片的机械强度、形状、及摩擦力都有一定的要求,特别是耐磨性。所以说撕解刀片则是甘蔗撕解粉碎机的关键易损部件,其使用性能直接影响着甘蔗粉碎机的工作效率及其运行成本[3,4]。如图1.1是常见的蔗刀形式以及耐磨层堆焊位置示意图。甘蔗撕解机的蔗刀在撕解甘蔗的过程中,刀刃部位处理自身重力、剪切力之外,还受到来自作物的挤压力,以及土壤颗粒带来的摩擦力,另外还受到作物汁液的腐蚀作用,所以连续的生产运作常导致刀片出现疲劳断裂,磨损失效等结果。
为了提高甘蔗粉碎刀片的耐磨性能,各种研究人员都做出了许多努力。首先就是选用性能好的制造材料,常选择耐磨性和硬度较高的金属材料有65Mn、65SiMn以及一些综合性能良好的低碳钢用做刀片,综合考虑到经济成本因素,目前市场上常用来作甘蔗粉碎刀片的为Q235低碳钢。除选材之外,常用的还有通过表面处理技术对刀片材料进行适当的表面改性,如表面化学热处理、气相沉积、表面淬火和离子渗氮等技术,以提高其表面耐磨性和优化其表面的力学性能[1]。在现有技术的基础上,目前普遍采用的方法是在甘蔗粉碎刀片刃部位施以表面熔覆技术来制备出复合耐磨层,从而提高耐磨性和使用寿命[5,6]。
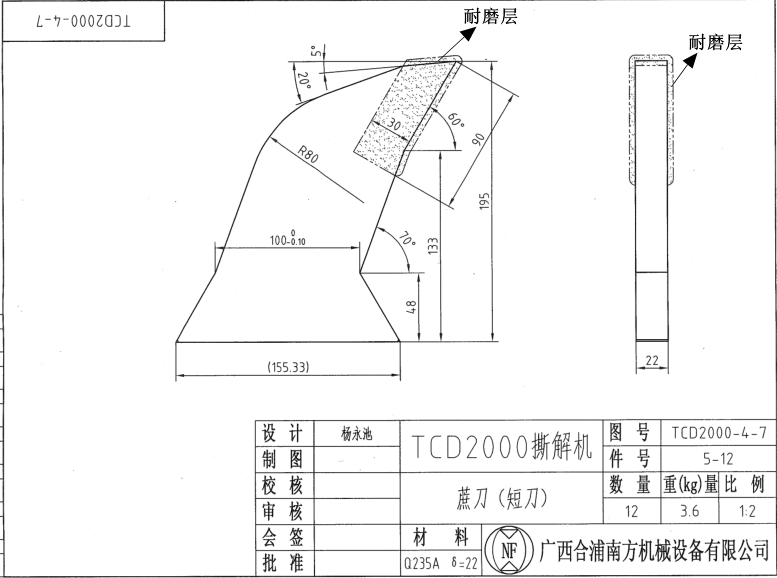
图1.1 甘蔗粉碎刀及耐磨层示意图
1.2 表面堆焊方法
1.2.1 堆焊材料
常用的的熔覆堆焊材料主要为耐磨合金粉末,特别是铁基粉末。近年来常用的复合型堆焊材料有主要有碳化钨(WC)型、碳化铬(CrC)型、碳化钛(TiC)型以及碳化钼(MoC)和碳化铌(NbC)。
高频感应堆焊技术在农机用具生产制造中得到了大量的应用,电接触堆焊技术的进展使得碳化铬(CrC)型复合材料得到了相应的发展。碳化铬是一种硬化相,基体相为铁基合金。碳化铬的显微硬度高于土壤磨料中的硬质点,比重接近于铁,原料成本低,是性能良好的硬化相材料。普通铁基合金包括白口铸铁由于熔点低液态时能很好润湿碳化铬并局部熔化碳化铬,也是较为合适的基体相材料[7]。
碳化钛(TiC)早已在各种堆焊技术中得到应用。国外生产的堆焊轧制双金属犁铧钢以C25Cr6Ti4Mo作耐磨层,金相组织为奥氏体和碳化钛,两者均为面心立方晶格,据计算碳化钛的[110]面和奥氏体的[111]面上原子晶格距离的差别不超过1.5%,碳化钛与奥氏体间形成强固的共格联系,阻止了碳化钛剥落,有较好的耐磨性[7]。
碳化钨(WC)是一种高硬度、高耐磨的合金材料,与铁、镍、钴基合金润湿性良好,通常用来制备特种复合耐磨材料,这种复合耐磨材料由金属基体(如铁基、镍基等)和硬质相组成,其堆焊复合耐磨层最适合于在带有轻度或中等冲击的强烈磨粒磨损条件下工作,因此WC被广泛应用于矿山、冶金、建筑等行业零部件的高耐磨堆焊层中,作为耐磨增强颗粒[8,9,10]。
金属基复合材料中的铸造碳化钨颗粒是一种共晶碳化物,其内部存在着WC和W₂C两相,这两者的化学物理性质不尽相同,在颗粒分解过程中也必然会存在差异。热膨胀系数之间存在着的差异,会导致在周围环境发生急剧变化时,颗粒中的WC和W₂C之间会产生应力。而两者的热导率差别将使得颗粒在温度急剧变化时内部的热量分布更为不均匀,加剧这两者之间的应力[11,12,13]。且相关研究也表明,在应用管状碳化钨堆焊焊条在金属基体材料上进行堆焊的过程中,电弧和熔池的热作用造成碳化钨颗粒分解的问题十分严重,而碳化钨颗粒的分解会造成其有效尺寸减小、高硬度丧失,并且会降低堆焊层的耐磨性;与此同时,分解出的碳和钨进入熔池,会增大堆焊层金属淬透性,使堆焊层金属硬度增加,并有二次碳化物析出,容易在堆焊金属中形成裂纹。另外,由于碳化物的密度远高于熔池金属,堆焊时碳化钨颗粒沉底也是一个很严重的问题[9,14]。国内外的许多学者和工程技术人员对此进行了大量的研究,尝试了许多工艺措施,这些措施在一定的程度上改善了碳化钨的分解程度,但并未从根本上解决这个问题。工程界普遍认为,碳化钨颗粒在堆焊过程中的分解是很难避免的,其分解程度主要取决于碳化钨的粒度、种类和堆焊热源的参数[9]。为改善堆焊过程中WC的分解问题,需要采取合适的表面处理技术制备WC堆焊复合涂层。
1.2.2 表面熔敷技术发展现状
材料表面改性技术一直受到国内外许多专家与学者的关注,表面熔敷技术就是其中之一。表面熔敷技术在一定程度上来说,是基于堆焊技术的延伸与展开。表面熔敷技术主要是通过合适的堆焊和喷涂方法,高温下,在基体上使熔敷材料熔化,使熔敷材料与基体在其表面形成熔敷层,并形成紧密良好的冶金结合。熔敷所得到的熔敷层为复合合金涂层,其性能较基体金属更为优秀完备。也就是说表面熔敷技术实际上是将表面涂层技术和复合涂层的优势相结合起来了,根据不同工件材料的需求,采用相应的堆焊方法,并将经济成本也考虑在内,在基体表面制备出满足耐磨性能要求的、以硬质相作增强相的复合耐磨熔敷层。在这种技术的基础上既能够发挥基体金属的强韧性等优势,又能够在其表面获得远超基体材料的高硬度耐磨性涂层,与此同时,材料的整体性能也得到了大幅提升[15]。
表面熔敷技术多种多样,现存的如:激光熔敷、等离子熔敷、氧乙炔火焰堆焊熔敷、热喷涂发以及氩弧熔敷。在现有技术的基础上,综合考虑成本、质量、效率等因素,常用的表面熔敷技术有激光熔敷、等离子熔敷、氧乙炔火焰堆焊、热喷涂法以及氩弧熔敷技术[14,16]。
激光熔敷技术始于20世纪七十年代,主要是指以不同的填料方式在被覆基体的表面上放置选择好的涂层材料,经激光辐照后使之与基体表面的薄层一起熔化,并快速冷却后形成稀释度极低,与基体表面存在冶金结合的复合熔敷层。从而改善基体表面的耐磨、耐蚀、耐热、抗氧化及电气特性的表面加工方法。激光熔敷最常被用于航空航天领域中零部件的加工制造过程,主要用来加工以钛合金为材料制造的高的强度/质量比、耐热、耐腐蚀性的零部件。在外激光熔敷在汽车制造业以及模具制造业也有较多的应用。激光熔敷的主要优点在于冷却速度快、涂层稀释率低、热输入和即便较小以及几乎对输入粉末没有限制。除此之外,激光熔覆技术还是一种经济效益很高的新技术,它可以在廉价金属基材上制备出高性能的合金表面而不影响基体的性质,降低成本,节约贵重稀有金属材料,自动化程度高,因此,世界上各工业先进国家对激光熔覆技术的研究及应用都非常重视。但是激光熔敷也存在缺点,激光熔敷所得熔覆层质量的不稳定,激光熔覆过程中,加热和冷却的速度极快,而熔覆层和基体材料的温度梯度和热膨胀系数存在必然差异,所以就可能在熔覆层中产生多种缺陷,主要包括气孔、裂纹、变形和表面不平度。激光熔覆层的开裂敏感性,也仍然是困扰国内外研究学者的一个难题,也是工程应用及产业化的障碍,这方面的控制方法方面还不成熟[17,18]。
热喷涂法热喷涂技术是利用热源将喷涂材料加热至熔化或半熔化状态,并以一定的速度喷射沉积到经过预处理的基体表面形成涂层的方法。热喷涂技术在普通材料的表面上,制造一个特殊的工作表面,使其达到耐蚀、耐磨、减少摩擦、抗高温、抗氧化、隔热、绝缘与导电等一系多种功能,使其达到节约材料,节约能源的目的。热喷涂法有许多优点,首先由于其热源温度范围很宽,所以可以喷涂的喷涂材料范围也很广,几乎包括所有的固态工程材料。其次,喷涂过程中基体表面的受热程度较小,且处在可以控制的范围之内,因此可以接受的喷涂的材料范围也很广,可以在各种基体材料上进行喷涂,并且对集体组织的影响很小,工件变形很小。最后就是喷涂的经济性较好,操作也较为方便。但热喷涂法所得熔敷层与基体的结合不够紧密,且作业环境差,粉尘污染严重,喷涂材料的利用率低[15]。
等离子熔敷技术是指,以等离子弧为热源,以氩气或氦气作为保护工作气体,将选定的合金粉末堆焊于金属表面,以达到堆焊涂层和基体之间的冶金结合,在表面形成一层高硬度耐磨层,从而实现表面的强化与硬化,增强工件的耐磨性能。等离子熔覆耐磨层不仅具有很高的硬度,而且耐磨层与工件的基体为冶金结合,在冲击载荷下不会脱落。该技术现在已经广泛应用于矿山设备、水泥行业、机械制造行业、工程机械、港口设备的耐磨处理。利用等离子熔覆技术在刮板输送机的中板和封底板等易磨损部位熔覆一层金属陶瓷层,可明显提高刮板输送机的耐磨寿命。水泥行业、港口和工程机械行业和衬板磨损比较严重,需要频繁更换,如使用利用该技术生产的等离子熔覆耐磨复合板可大大减少更换的频率,提高了设备的开机率。等离子熔覆技术的优点主要是,互助稳定、热量集中、参数可调性好,效率高。缺点则是设备成本较高,且产生臭氧污染,不利于可持续发展和环境友好[15]。
赵昆,王红英等利用等离子熔敷技术在Q235钢上堆焊F321铁基WC复合熔敷层,Q235 钢堆焊涂层胎体组织为马氏体 残余奥氏体 共晶(马氏体 碳化物),涂层中WC颗粒均匀分布于F321铁基合金中,碳化钨合金颗粒周围鱼骨状共晶没有扩散到胎体马氏体中,保证了复合涂层整体韧性。经称重法测得堆焊层中碳化钨合金的质量分数可达 40%-42%,堆焊后的碳化钨涂层硬度可达 Hm2070。焊层的平均孔隙缺陷率进行了测算, 测算结果为碳化钨合金颗粒平均孔隙缺陷率低于1.5%[19]。
氧乙炔火焰堆焊的火焰温度较低,且调火焰能率,能获得非常小的稀释率(1%-10%),能保持喷焊合金的原有性能;堆焊时熔深浅、母材熔化量少,获得的堆焊层薄,表面平滑美观、质量良好。但是氧乙炔火焰堆焊也存在其局限性:火焰不能提供像电弧那样的集中热源,低的热量集中还会导致速度减慢。当前对于多品种、中小批量、薄刃口的农机易损件仍有一定的应用价值,重要的是发展新型自熔性粉末,降低农机堆焊成本。国内已经在青饲收获机械切碎刀片上进行试验研究工作[7,15]。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: