Cr30高铬铸铁堆焊熔覆金属材料组织性能及模拟研究毕业论文
2020-04-08 12:43:46
摘 要
本文采用金相光学显微镜对在Q235钢板上堆焊的含碳量2.2-2.6%的Cr30高铬铸铁的堆焊熔敷金属的显微组织进行观察,采用数显洛氏硬度计对双层乃至多层堆焊的高铬铸铁堆焊熔敷金属的表面硬度进行测量,利用HMAS-C1000SZA硬度测量分析系统测量双层堆焊条件下堆焊层的梯度硬度,用砂浆磨损机对比分析测试不同含碳量的高铬铸铁堆焊层的耐磨性。利用Jmatpro软件模拟分析了在奥氏体转变温度时各种成分的高铬铸铁材料的平衡相类型及相组成,并进行了简要的模拟和计算,探讨Cr/C,Mo及Ti加入量对高铬铸铁堆焊熔覆金属材料成分组织与抗冲击磨损性能的影响。结果表明:低碳高铬铸铁在双层堆焊的的条件下,表层碳化物是M7C3,底层是M23C6;堆焊层的中间部分组织较均匀,硬度高于表层;堆焊层耐磨性是Q235的3.28倍,具有良好的冲击韧性,但表面硬度较低,试验中表面出现凹坑,不适合物料硬度较大的破碎工况;钼钛加入量增加会促进Cr30高铬铸铁初生碳化物类型由M7C3向M23C6转变;钼大部分溶入奥氏体,提高奥氏体的淬透性;钛则大部分以TiC的形式存在,作为凝固时的异质形核,细化晶粒;铬碳比降低,即提高碳含量则会使初生碳化物类型由M23C6向M7C3转变,碳化物类型转变开始的点在高铬铸铁的共晶点附近。
关键词:Cr30高铬铸铁;堆焊组织与耐磨性能;Jmatpro材料模拟软件
Abstract
In this paper, the microstructure of surfacing deposited metal of Cr30 high chromium cast iron containing 2.2-2.6% carbon deposited on Q235 steel plate was observed with a metallurgical optical microscope, and a digital Rockwell hardness tester was used for double layers. The surface hardness of the deposited metal of the multi-layer surfacing high-chromium cast iron is measured, and the gradient hardness of the surfacing layer under double surfacing conditions is measured by the HMAS-C1000SZA hardness measurement and analysis system, and the different tests are performed using the mortar abrasion machine comparative analysis. The wear resistance of the high chromium cast iron overlay layer of carbon. The equilibrium phase type and phase composition of various components of high-chromium cast iron at the austenite transformation temperature were simulated and analyzed using Jmatpro software, and a brief simulation and calculation was conducted to investigate the addition of Cr/C, Mo, and Ti to high levels. Effect of Microstructure and Impact Wear Resistance of Cladding Metal Materials on Chrome Cast Iron . The results show that the surface carbides of low-carbon high-chromium cast iron are M7C3 and the bottom layer is M23C6 under the condition of double-layer surfacing. The middle part of the surfacing layer is uniform and the hardness is higher than that of the surface layer; the wear resistance of the surfacing layer is 3.28 times of Q235, with good impact toughness, but low surface hardness, pits on the surface of the test, not suitable for crushing conditions with higher hardness of the material; increased addition of molybdenum and titanium promotes primary carbide type of Cr30 high chromium cast iron Change from M7C3 to M23C6; most of the molybdenum is dissolved in austenite to improve the hardenability of austenite; titanium is mostly in the form of TiC, as a heterogeneous nucleation during solidification, grain refinement; chromium carbon The lower ratio, that is, the increase of the carbon content, causes the primary carbide type to change from M23C6 to M7C3, and the point of carbide type transition begins near the eutectic point of the high chromium cast iron.
Key Words:Cr30 high chromium cast iron;surfacing microstructure and wear resistance; Jmatpro material simulation software 目 录
第1章 绪论 1
1.1 选题背景与意义 1
1.2 高铬铸铁耐磨材料的耐磨机制及组织 1
1.3 合金元素对高铬铸铁的影响 2
1.4 本文研究目的和内容 3
第 2 章 实验材料与方法 4
2.1 试验材料及设备 4
2.2 试验方法 4
2.2.1 堆焊试验 4
2.2.2 金相试样的制备 5
2.2.3 硬度实验 6
2.2.4 磨损试验 6
2.2.5 JMatpro模拟研究 6
第 3 章 堆焊的组织与性能 7
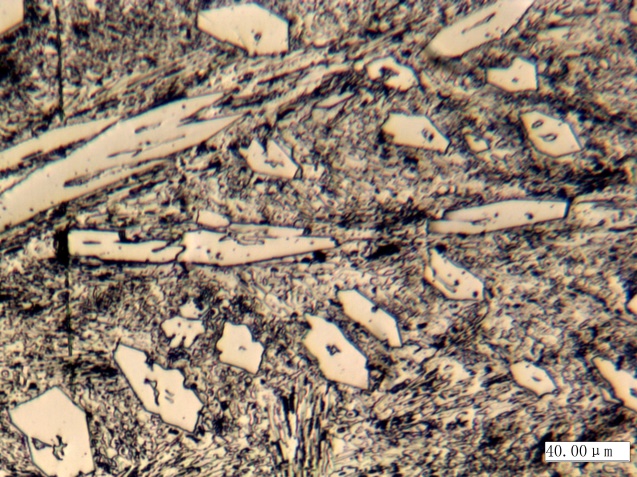
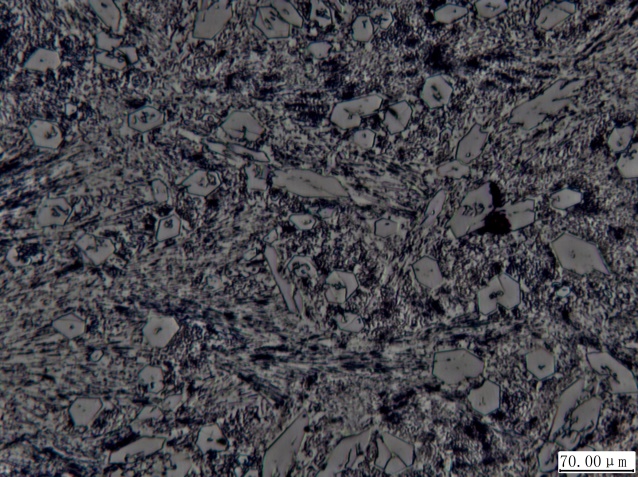
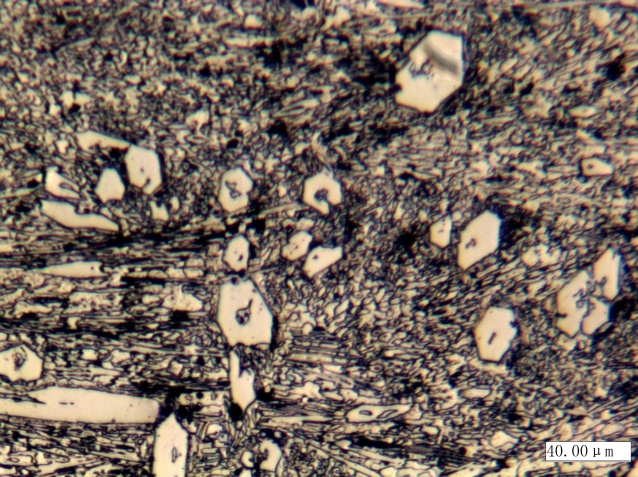
3.2 金相组织观察 7
3.2 表面硬度分析 9
3.2 显微硬度分析 9
3.3 材料耐磨性分析 11
3.4 本章小结 12
第 4 章 JMatpro模拟研究 13
4.2 铬碳比对高铬铸铁的影响 13
4.2 钛钼加入量对高铬铸铁的影响 14
4.3 本章小结 16
第 5 章 结论 17
5.1 主要结论 17
5.2 不足与展望 17
参考文献 19
致谢 21
第1章 绪论
1.1 选题背景与意义
金属表面的磨损是一种在各生产领域都十分普遍的现象,两个物体相互接触并产生相对运动就会产生磨损,凡是要用到金属材料的地方就会出现金属磨损。而磨损是造成机械设备失效的主要原因,它对机械设备寿命和可靠性的影响十分重大。此外降低磨损也是一种降低机械设备能耗的有效方法。据统计,能源的50%左右消耗于磨损,材料的80%失效于磨损[1]。减少磨损有两种方法,一种是改善机械零件的使用环境,一种是提高机械零件本身的耐磨性。提高零件的耐磨性传统上是运用淬火等热处理方法提高零件的整体硬度,这样零件的耐磨性也会随之提高。但这种方法对表面硬度提升十分有限,现在更常用的是金属表面改性技术,利用表面激光热处理,堆焊,热喷涂等方法在零件表面获得具有耐磨和耐腐蚀性的金属层以大幅提升零件表面硬度和耐磨性。其中,通过堆焊提升零件表面硬度和耐磨性就是在零件表面熔敷一层或多层耐磨材料以提升材料抗磨能力。总之,寻求各种经济而有效的耐磨材料的任务十分迫切。
随着材料科学和工艺学的不断进步,到目前为止,人们已经发展出了多种耐磨材料。这些耐磨材料大多由普通碳钢和白口铸铁的基础上发展而来,通过在碳钢和白口铸铁的基础上添加各种合金元素,以求得到各种特殊性能,如高温硬度,高温耐磨性,冲击韧性等。典型的有高锰钢和铬系白口铸铁。其中的铬系白口铸铁是继普通白口铸铁、镍硬铸铁发展起来的第三代耐磨材料[2]。而高铬铸铁则是铬系白口铸铁中一种抗磨性能优异的耐磨材料,这种优秀的抗磨能力由高铬铸铁内的高硬度硬质相提供。它的硬质相的显微硬度硬度可高达HV1700,配合着具有较好韧性的基底组织,可以让高铬铸铁表现出良好的耐磨性和较好的韧性,从而使高铬铸铁被广泛运用在各种抗冲击磨损的工况上。从20世纪60年代始,高铬铸铁由于具有优良的耐磨性能,在建材、矿山、冶金、电力、水泥、农机、机械工程和筑路机械等领域中,都有广泛的应用[3]。现在已投入生产和应用的有Cr15、Cr20、Cr26这几种类型的系列。
对高铬铸铁类堆焊熔敷金属的进一步研究将能为优化此类耐磨材料提供思路与方向。而随着高铬铸铁类耐磨材料在各领域的广泛应用,机械零部件的磨损将显著降低,使用寿命明显提高,因为更换损坏零件停机的频率也将降低,生产效率随之提升。
1.2 高铬铸铁耐磨材料
高铬铸铁是含碳量在2%~3.2%,含铬量在12%~28%之间的铬系白口铸铁。由于铬的大量加入使得白口铁中的M3C型碳化物变成M7C3型碳化物。由于高铬铸铁自身组织的特点,使得高铬铸铁比普通白口铸铁具有高得多的耐磨性、高温强度、耐热性和较高的韧性[4]。同时,铬元素有提高焊缝金属淬透性和回火稳定性的作用,这为其通过热处理获得良好组织性能创造力条件。
高铬铸铁耐磨材料是一种自生碳化物型耐磨材料。这种合金中含有M7C3型初生碳化物,它的显微硬度很高,可在磨损开始初期抵抗磨粒对材料表面的磨损,这是高铬铸铁拥有较高耐磨性的根本原因。同时当基体组织全部是马氏体,共晶组织所具有的良好韧性将会使高铬铸铁耐磨材料拥有良好的抗冲击能力[5]。M7C3硬质相与有良好韧性的共晶组织基体相配合使得高铬铸铁合金成为一种性能优异的耐磨材料。以上就是高铬铸铁堆焊熔敷金属的耐磨机制。
高铬铸铁堆焊金属凝固结晶时,液相中先结晶出初生碳化物M7C3,当温度进一步降到共晶线,就会生成共晶碳化物,形成共晶组织。由于冷却速度和过冷度很大,堆焊层的基体组织为初生M7C3型碳化物 马氏体 共晶碳化物以及残余奥氏体[6]。
高铬铸铁中可能存在的共晶碳化物种类有M7C3,M23C6和M3C。这些碳化物都是硬质相,能起到抗磨作用。其中M7C3的显微硬度范围为HV1300—1800,M23C6的显微硬度范围为HV1000—1100,M3C的显微硬度范围为HV840—1100[7]。但是,只有当铬含量较低时,高铬铸铁中才会出现渗碳体型碳化物M3C,即(Fe,Cr)3C。当金属中铬含量大于11%,铬碳比大于3.4时,金属中主要的碳化物类型是M7C3。它的形态是板条状或六角杆状,呈孤立不连续分布,对基体割裂作用比较小。M7C3型碳化物的这种形态和分布有利于提高高铬铸铁基体的韧性,使材料具有一定抗冲击磨损的能力。
目前研究共晶与亚共晶高铬铸铁较多,它们除了具有抗磨性还具有一定的韧性,因为亚共晶高铬铸铁的共晶碳化物是M7C3,呈六角短杆状,不连续分布。而过共晶高铬铸铁碳化物数量显著提高,硬度更高,但容易出现粗大长杆状初生碳化物,冲击韧性较差[8],常用于低应力磨料磨损的工况中。
1.3 合金元素对高铬铸铁的影响
C与Cr共同制约着初生碳化物硬质相的类型与分布。铬碳比只有在合适的范围内,才能大量形成平均显微硬度高达HV1700的初生M7C3型硬质相。随着碳含量增加,初生碳化物和堆焊层合金的硬度都明显增加,但碳含量过高会引起组织粗大,初生碳化物由六角杆状变成粗大片状,分布也很不均匀,其结果就是堆焊层变得很脆。铬碳比因为是铬含量与碳含量的比值,所以可以综合反映铬含量与碳含量对高铬铸铁堆焊层的影响。Cr/C在 4.5~ 8.0 之间时,初生碳化物面积分数的变化稳定在40%左右;Cr/C在 5.0 ~ 7 .0 之间时,初生碳化物呈有序排列,组织均匀;Cr/ C过高或低 ,组织不均匀[9]。
想要提高高铬铸铁的力学性能,改善它的组织,除了调整其中的碳含量和铬含量,还要向其中加入各种合金元素,如钼,钛,钒等。这些强碳化物形成元素的加入会改变碳化物析出和生长环境,使高铬铸铁组织先细化后粗化[10]。
高铬铸铁中加入一定钼元素,可以改变碳化物析出和生长环境,改善共晶碳化物形态和分布。此外,一部分钼溶入奥氏体,可以提高高铬铸铁淬透性。钼还可以形成新的硬质相Mo2C,提高合金的耐磨性[11]。
钛对碳元素的亲和力由于铁,能够形成TiC,TiC先于M7C3从液相中析出,可以作为初生碳化物的异质形核基底,提高形核率,从而细化晶粒。此外,钛还会富集在初生碳化物表面,妨碍铁、碳、铬等碳化物形成元素向碳化物扩散,减慢晶体生长速度[12]。
钒的碳化物VC硬度可达2400HV,可作为硬质相。钒还能细化白口组织,减少粗大柱状晶。此外,钒还能形成二次碳化物,使得基体含碳量降低,从而提高淬透性,让基体转变成马氏体。
1.4 本文研究的目的和内容
本课题选择Cr30(C3.0,余Fe)成分为主要的高铬铸铁堆焊熔敷金属(含有Mo0.75,Ti0.25)为研究对象,参照现在广泛应用的Cr26,分析比较不同堆焊层数条件下堆焊层的硬度梯度分布和焊缝成形性,研究以低碳钢板为基体的高铬铸铁堆焊熔敷金属的成分和组织,期望获得硬度更高耐磨性韧性更好的耐磨堆焊材料,为高铬铸铁堆焊熔敷金属成分优化设计、获得良好焊缝成形和较强抗冲击耐磨性能的高碳高铬耐磨焊接材料提供技术参考,以满足硬质物料冲击破碎等特殊工况下耐磨堆焊材料的制造使用要求。本文的主要研究内容:
(1)了解高碳、高铬铸铁堆焊熔覆金属的焊接工艺、单双层材料性能特点,制定手弧焊的堆焊试验方案;学习并熟练掌握JMatpro材料性能模拟软件的使用方法。
(2)采用合适焊接规范,制备Cr30(C2.2-2.6,余Fe)堆焊熔覆金属材料样品,金相试样。
(3)光学显微组织观察,测量双层堆焊试样表面的洛氏硬度,进行堆焊层梯度硬度及耐磨性测试,分析比较堆焊层数对堆焊层表面硬度的影响。
(4)利用JMatpro模拟分析堆焊层的合金相、组织及性能,探讨Cr/C比、Mo(0.75)、Ti(0.25)加入量对堆焊熔覆金属材料成分、组织与抗冲击磨损性能的影响,探讨高铬铸铁堆焊熔覆金属的性能优化设计问题。
第 2 章 实验材料与方法
2.1 试验材料及设备
准备堆焊焊条,基材选用Q235低碳钢板,板厚20mm,根据国家标准gb984-2001t,将Q235钢板加工成110×90×20mm的尺寸备用,其化学成分如表2.1所示。
表2.1 Q235A 试板主要化学成分(%)
元素种类 | C | Si | Mn | P | S | Fe |
含量 | 0.14~0.22 | ≤0.30 | 0.30~0.65 | ≤0.045 | ≤0.050 | 余量 |
试验用到的仪器设备有:砂浆磨损试验机,OHAUS Advanturer电子天平,抛光机,线切割机床,游标卡尺,HRS-150数显洛氏微硬度计,HMAS-C1000SZA硬度测量分析系统,CMM-202E金相显微镜,电子探针仪。
2.2 试验方法
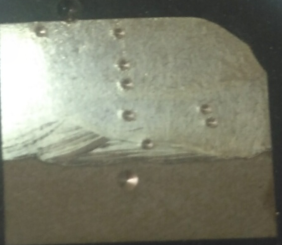
2.2.1 堆焊试验


a.堆焊试板(焊后空冷) b. 200℃×3h回火后试板
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: