6061铝合金焊接工艺及接头性能研究毕业论文
2020-04-08 12:45:01
摘 要
随着铝合金应用领域的扩大,生产需求的提高,薄板铝合金的焊接技术以及工艺方法的要求随之增高。而冷金属过渡技术(CMT)是一种全新的将送丝机构和熔滴过渡过程相协调一致的焊接技术,其热输入量小,实现了无飞溅过渡。T型接头是一种典型的弧焊接头,在实际中应用广泛,但是关于铝合金CMT焊T型接头的参数优化的相关研究较少。
本试验采用4mm6061-T6铝合金薄板,选用焊丝牌号为ER5183,直径1.2mm。通过改变焊接参数,研究6061铝合金T型接头CMT焊接的焊缝宏观成型情况以及显微组织。再与相同条件下MIG焊T型接头进行对比,分析焊缝宏观形貌、金相组织以及T型接头显微硬度分布。
结果表明,随着CMT焊接速度增大,送丝速度减小,弧长修正系数增大,会使焊缝有效厚度减小,热影响区变窄。因此送丝速度要与焊接速度的选择需相互配合才能获得合理的角焊缝,而在焊接速度为60cm·min-1,送丝速度为10m·min-1时,弧长修正系数的选择范围宜在-5%~0%。对比于MIG焊,CMT焊热输入量小,飞溅少,变形小,焊缝区大部分为等轴晶,但易出现根部未熔合,更适合于薄板焊接。
关键词:6061铝合金;CMT焊;焊接参数;MIG焊
Abstract
With the expansion of the aluminum alloy application field and the improvement of production requirements, the requirements for the welding technology and the process method of the thin plate aluminum alloy are increasing.The cold metal transition technology (CMT) is a new welding technology that will coordinate the wire feeding mechanism and the droplet transfer process,which has a small heat input and realizes no splash transition. The T-joint is a typical arc welding joint and is widely used in practice, but there are few studies on the parameter optimization of aluminum alloy T-joints welded by CMT.
This test uses 4mm 6061-T6 aluminum alloy sheet, uses the wire named ER5183 with a diameter of 1.2mm.The weld parameters were changed to study the macro forming and microstructure of the 6061 aluminum alloy T-joint by CMT. Then compared with the MIG welding T-joint under the same conditions to analyze the weld formation, microstructure and hardness distribution.
The results show that the welding speed increases, the wire feeding speed decreases, the arc length correction coefficient increases, the effective weld thickness decreases, and the heat affected zone narrows. The wire feed speed must be matched with the choice of welding speed to obtain a reasonable fillet weld. When the welding speed is 60cm·min-1 and the wire feed speed is 10m·min-1, the selection range of the arc length correction coefficient should be -5%~0%. Compared with MIG welding heat input, CMT is less in spatter, less in deformation, and most of the weld zone is columnar crystals, but it is prone to roots not being fused, which is more suitable for thin plate welding.
Key Words:6061 aluminum alloy;CMT;Welding parameters;MIG
目 录
第1章 绪论 1
1.1 课题研究背景、目的及意义、国内外研究现状 1
1.2 课题研究内容、预期目标 2
第2章 试验材料、设备及方法 3
2.1 试验材料 3
2.2 试验技术以及设备 3
2.2.1 焊接技术以及焊接设备 3
2.2.2 分析设备 5
2.3 试验方法 6
2.3.1 焊前处理 7
2.3.2 焊接试验 7
2.3.3 分析试验 9
2.3.4 对比试验 10
第3章 CMT焊接参数对6061铝合金T型接头成型及显微组织影响 12
3.1 焊接速度对6061铝合金T型接头成型及显微组织影响 12
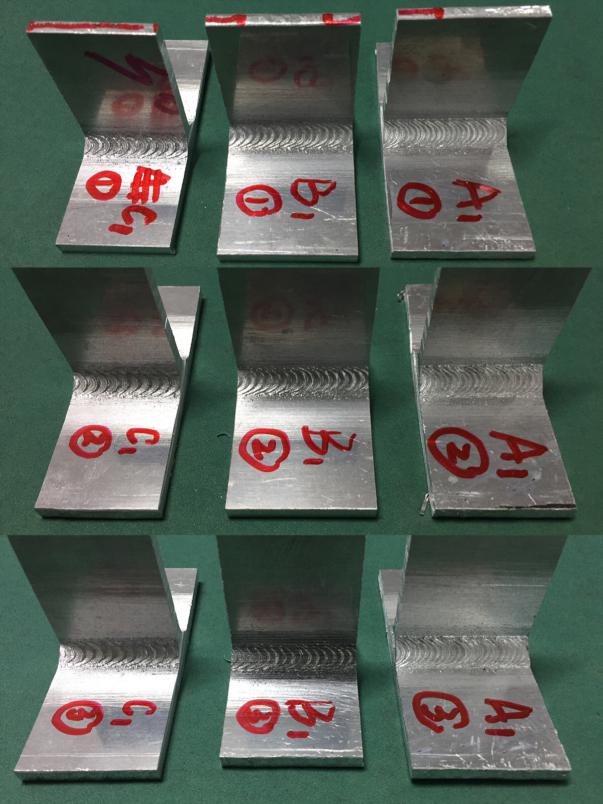
3.1.1 焊接速度对6061铝合金T型接头的宏观形貌的影响 12
3.1.2 焊接速度对6061铝合金T型接头的显微组织的影响 14
3.1.3 本章小结 16
3.2 送丝速度对6061铝合金T型接头成型及显微组织影响 16
3.2.1 送丝速度对6061铝合金T型接头的宏观形貌的影响 17
3.2.2 送丝速度对6061铝合金T型接头的显微组织的影响 19
3.2.3 本章小结 20
3.3 弧长修正系数对6061铝合金T型接头成型及显微组织影响 20
3.3.1 弧长修正系数对6061铝合金T型接头的宏观形貌的影响 20
3.3.2 弧长修正系数对6061铝合金T型接头的显微组织的影响 22
3.3.3 本章小结 23
第4章 MIG焊接与CMT焊接T型接头对比分析 25
4.1 宏观形貌对比 25
4.2 显微组织对比以及分析 26
4.3 显微硬度分布 27
4.4 本章小结 28
第5章 结论 29
参考文献 30
致 谢 32
第1章 绪论
1.1 课题研究背景、目的及意义、国内外研究现状
随着时代的进步和技术的发展,具有密度小,比强度高,工艺性好,耐腐蚀性好的铝合金能适应高新工程的需求,已广泛应用于车辆、船舰、飞行器等领域。正由于实际生活中铝合金应用领域的扩大,生产需求的提高,薄板铝合金的焊接技术以及工艺方法的要求也随之增高。
6061铝合金是Al-Mg-Si系列铝合金,可通过热处理来强化其性能。6061铝合金焊接主要冶金缺陷是气孔和热裂纹[1],同时热影响区的软化问题也较为突出[2]。为获得优质的铝合金焊接接头,控制缺陷产生,采取合理的焊接工艺是关键[3]。
Giovanna Cornacchia等人对6005A-T6铝合金的传统MIG、CMT和光纤激光器-MIG混合激光这些不同技术对焊接接头的显微组织和力学性能进行了比较,结果表明,与CMT和光纤激光焊接相比,MIG具有更大的热影响区和更高的孔隙率,σm和σp0.2较低,研究已经证明了创新型CMT和光纤激光MIG混合焊接技术可以在传输领域中替代传统的MIG,可以提高接头力学性能[4]。路浩研究了厚板铝合金多层多道CMT焊接工艺与脉冲MIG焊接工艺的区别,研究表明铝合金厚板焊接时相对于MIG,CMT方法焊接温度低,焊接接头软化问题明显减弱,冲击韧性提高,接头组织明显改善,晶粒细化[5]。但是目前对铝合金的焊接,传统的MIG焊、TIG焊依旧占据主流,但热输入量大等缺点无法避免;搅拌摩擦焊、激光焊和电子束焊接对铝合金焊接显示出了好的适应性,但搅拌摩擦焊不适于焊接结构形状复杂的构件[6]。
冷金属过渡(CMT)是一种将送丝机构和熔滴过渡过程相协调一致的全新焊接技术,以热输入量低、无飞溅过渡为特点,在焊接领域开辟了一个新天地[7]。
Jicai Feng等学者采用CMT焊接薄纯铝板时,分析控制电流、电压波形的特性和机械回抽力,熔滴过渡稳定,获得了小变形焊件,无飞溅,焊缝成形良好[8]。Yinbao Tian等学者研究了超声喷丸处理对铝合金CMT焊缝表面质量的影响。超声波喷丸处理后,靠近焊缝表面的焊道的孔隙率和孔隙率减小,由于孔隙度分数的降低,焊缝表面的弹性模量略有增加,严重变形层和过渡层的硬度值增加,导致焊接接头耐磨性的提高[9]。方平等学者研究并分析了焊接线能量和送丝速度对4mm厚6061-T6轧制铝合金MIG焊接接头显微组织的影响,结果表明热影响区的宽度和熔合区晶粒大小随线能量的增大而增大,送丝速度变化对焊缝熔深影响更大,相比于熔宽和余高来说[10]。刘强等学者分别研究了深冷处理和送丝速度对3mm厚6061铝合金CMT焊对接接头组织性能的影响,得知深冷处理能改善接头焊缝性能,经30h深冷处理、7.2mm·s-1送丝速度所得试样力学性能相对最佳[7,11]。铝合金T型接头是一种常用的焊接接头形式,可以承受来自各种方向的力和力矩,可以提高壁板稳定性,所以在车辆、航空航天等轻量化领域应用广泛。有侯晓鹏等学者研究(搭接/对搭接/对接)三种T型接头FSW焊接,实验表明其主要缺陷为隧道缺陷和弱结合缺陷并优化了部分焊接参数[12]。
然而焊接T型接头时主要参照对接参数,关于铝合金T型接头CMT焊接参数优化的相关研究较少。
1.2 课题研究内容、预期目标
本课题将以6061-T6铝合金作为研究对象,采用冷金属过渡(CMT)焊接设备对6061铝合金T型接头进行焊接试验。
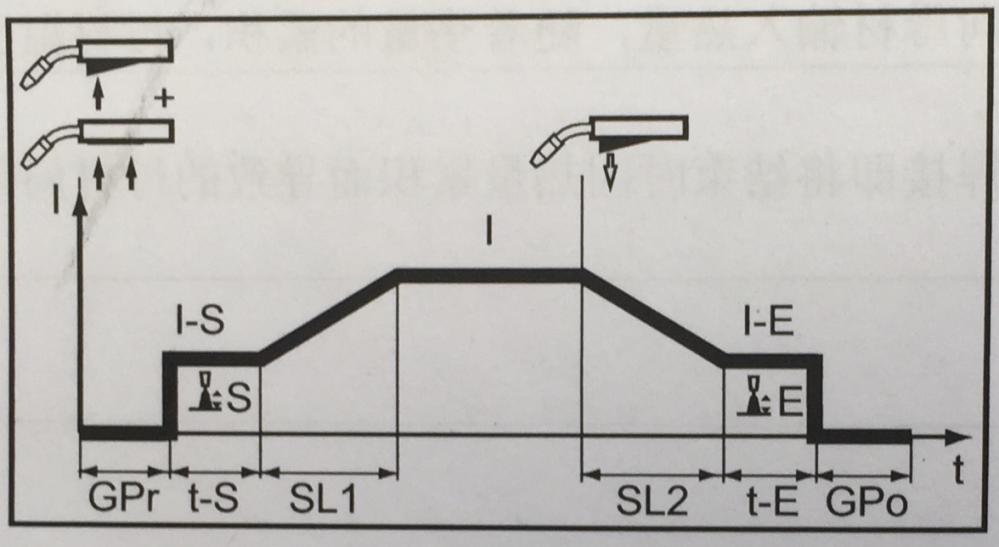
为了获得性能良好的铝合金T型接头,本试验将设计CMT焊机的多个焊接参数,主要焊接参数包括焊接速度、送丝速度、弧长修正系数;辅助焊接参数包括焊接角度、保护气体以及保护气体流量、燃弧电流以及燃弧电压。对焊接接头宏观形貌以及金相组织进行观察,分析不同焊接参数下焊缝的宏观成形和各个区域的显微组织,并与脉冲MIG焊进行对比,分析显微区域和硬度分布的变化对其性能的影响。
希望能通过试验数据得到一组合理的焊接参数或能分析出参数变化对焊接接头的影响,能进一步优化铝合金CMT焊接T型接头参数,为实际生产操作提供参考。
第2章 试验材料、设备及方法
2.1 试验材料
本课题选用4mm厚的6061-T6铝合金板材,其主要合金元素是镁和硅,主要强化相是弥散分布的Mg2Si和Al2CuMg[13],供货状态T6是固溶热处理后再人工时效的稳定状态。6系铝合金具有良好的锻造性能,优良的成型加工性和焊接性,同时其耐腐蚀性也好,韧性高,被广泛应用于轨道车辆、航空等领域。
通过切割板材,获得壁板尺寸为300mm×90mm×4mm,筋板尺寸为300mm×45mm×4mm。选用填充焊丝牌号为ER5183,直径1.2mm。实验材料化学成分如表2.1所示。
表2.1 试验材料的化学成分
材料 | Mg | Fe | Si | Zn | Cu | Mn | Cr | Ti | Al |
6061铝合金 | 0.8~1.2 | 0.7 | 0.4~0.8 | 0.25 | 0.15~0.4 | 0.15 | 0.04~0.35 | 0.15 | 余量 |
ER5183 | 4.3~5.2 | 0.4 | 0.4 | 0.25 | 0.10 | 0.50~0.10 | 0.05~0.25 | 0.15 | 余量 |
2.2 试验技术以及设备
2.2.1 焊接技术以及焊接设备
冷金属过渡焊接技术是Fronius公司发布的一种结合送丝和熔滴过渡过程的全新焊接技术。
功能原理:CMT焊接电源的中央控制系统采用数字信号处理器。因此焊接过程中熔滴过渡是由中央控制系统和信号处理器联合控制。在焊接过程中连续测量实际数据,以便对任何变化都能及时做出反应,是送丝机构和熔滴过渡过程的相互协调一致。控制算法系统则是确保焊机始终保持在额定状态。
应用领域:设备在车间和工业中可应用于传统钢材、镀锡板、镀铬/镍和铝的手动和自动化应用。适用于轨道车辆及零件行业、机械制造、化工厂建造、造船厂等。
以下是MIG焊和CMT焊熔滴过渡过程的对比:
以MIG焊的短路过渡为例,焊丝受到焊接电弧热的作用末端发生熔化,熔滴逐渐增大,直到与焊接液态熔池相触碰形成短路,电弧熄灭时,电弧电压降低到接近于零,同时电流急剧上升形成电磁收缩力,连同液态金属桥梁的表面张力,使液态金属桥梁受到压缩产生缩颈,快速引发爆裂,产生较大的飞溅,同时电弧电压升高恢复至空载,再重新燃弧。
而CMT焊接技术的熔滴过渡过程中,接通电源送丝机构向前送丝,焊丝端部同样在电弧热的作用下熔化并逐渐长大,直到与焊接熔池相接触,形成短路。当系统检测到短路信号时,送丝机构进行抽丝运动,利用机械回抽力促进熔滴过渡,对比于MIG焊高电流造成的液桥爆裂,CMT的熔滴是在电流几乎为零的情况下完成过渡过程,实现了熔滴冷过渡,因此CMT焊接电弧稳定,消除了金属飞溅,并大大减少了焊接过程中的热输入,实现薄板和超薄板的焊接[14]。
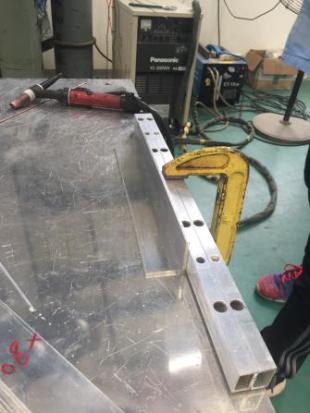
本试验中所选用的CMT焊接设备是来自奥地利Fronius公司生产的TPS 400i焊机,TPS 400i电源由微处理器控制,是完全数字化的逆变器电源。焊机各部分如图2.1所示。选用泉有切割机QY-4255,3mm的齿轮,额定电压为220V,6000r/min,1800W,如图2.2所示。

 a 焊接电源 b 参数控制界面
a 焊接电源 b 参数控制界面

 c CMT机械控制手臂 d 机械手臂控制面板
c CMT机械控制手臂 d 机械手臂控制面板

 e 焊枪 f 后送丝机构
e 焊枪 f 后送丝机构
 g 前送丝机构
g 前送丝机构
图2.1 Fronius公司的TPS 400i焊机
 图2.2 切割机
图2.2 切割机
2.2.2 分析设备
本试验中所选用的金相显微镜是IS1000 CMM-Z0ZE,如图2.3所示,物镜10倍,目镜有5,10,20,40,100倍,通过电脑系统ISCapture图像分析软件拍摄并截取图片。选用的硬度测量分析仪器HMAS-C1000SZA,如图2.4所示。
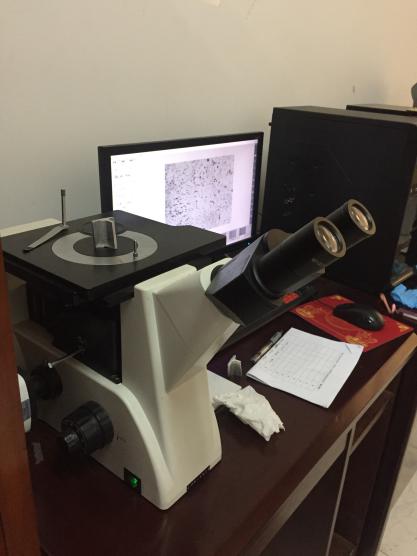 图2.3 金相显微镜
图2.3 金相显微镜
 图2.4 硬度测量分析系统
图2.4 硬度测量分析系统
2.3 试验方法
本试验采用冷金属过渡焊接方法焊接6061铝合金T型接头,将4mm厚的6061铝合金板采用线切割制成尺寸为300mm×90mm×4mm的壁板和尺寸为300mm×45mm×4mm的筋板备用。试验分为四个部分,流程如图2.5所示。
焊前处理:清理表面焊接试验:调整参数分析试验:形貌观察金相分析对比试验:
焊接试验:
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: