飞秒激光精密加工微晶玻璃的工艺及机理研究毕业论文
2021-12-09 17:28:44
论文总字数:18074字
摘 要
随着科技的发展,在通讯、消费者电子等行业上对脆性材料(如玻璃)的加工需求越来越大,同时存在加工效率低,加工精度低等问题。飞秒激光因脉冲持续时间极短、峰值功率极高成为热门加工技术,可实现高精度和低损伤加工的目标。基于以上背景,本课题采用飞秒激光对微晶玻璃进行微加工(切割、钻孔),通过超景深显微镜等评定对加工质量,探究不同激光加工参数对玻璃加工的基础规律,分析激光加工前后玻璃的相关性能差异,探索激光作用玻璃的机理。经实验数据分析,获得最优切割参数:脉宽300 fs、重复频率40 kHz、平均功率8.3 W、切割速度180-200 mm/s,实现截面粗糙度低于10 μm,硬度不低于加工前80%;激光钻孔部分,通过振镜和水辅助设备减小锥度至0.19,最优参数为:脉宽10 ps、重复频率401 kHz、平均功率8 W、扫描速度2000 mm/s。
关键词:飞秒激光;微加工;加工参数;微晶玻璃
Abstract
Brittle materials like glass is widely applied in communication and electronics and other fields with the development of science and technology. But the processing efficiency is low and machining accuracy is in urgent of promoting. Femtosecond laser has become a popular processing technology because of its short pulse duration and high peak power. It is able to achieve high accuracy and low damage. Based on the background, this subject uses femtosecond laser to micro-process glass-ceramics (cutting and drilling) to explore the basic rules of laser processing parameters for processing. The processing quality was analyzed by ultra-depth microscope. Analyzing the relative performance of glass-ceramics before and after laser processing in order to explore the mechanism of laser to it. Based on experimental data, the optimal cutting parameters are: pulse width is 300 fs, repetition rate is 40 kHz, average power is 8.3 W and cutting speed ranges from 180 to 200 mm/s, Resulting that the roughness of cross section is less than 10 μm, the hardness is not lower than 80% before processing. As for laser drilling, Taper reduced to 0.19 through mirror scanning system and water. Optimal parameters are: pulse width is 10 ps, repetition rate is 401 k Hz, average power is 8 W and scan speed is 2000 mm/s.
Key Words:femtosecond laser, micro-machining, processing parameters, glass-ceramics
目录
第1章 绪论 1
1.1 前言 1
1.2 飞秒激光加工技术 1
1.3 微晶玻璃定义及应用 2
1.3.1 微晶玻璃简介 2
1.3.2 微晶玻璃的应用 2
1.4 微晶玻璃激光加工的国内外研究现状 2
1.4.1 玻璃的激光加工发展及应用 3
1.4.2 微晶玻璃激光加工机理研究 4
1.5 论文的研究内容和创新点 5
1.5.1 主要研究内容 5
1.5.2 创新点 5
1.5.3 选题对社会健康安全伦理环境等的贡献 5
第2章 实验与表征 7
2.1 实验 7
2.1.1 锂铝硅微晶玻璃样品 7
2.1.2 激光加工系统的搭建 7
2.1.3 微晶玻璃加工实验 8
2.2 表征 9
2.2.1 粗糙度测试 9
2.2.2 硬度测试 10
2.2.3 锥度测试 10
2.2.4 Raman 光谱测试 11
2.2.5 XRD 图谱测试 11
第3章 实验结果讨论与分析 12
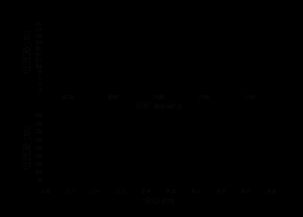
3.1 激光加工参数对样品粗糙度影响 12
3.2 水辅助设备对小孔锥度的影响 13
3.2 激光加工参数对样品硬度的影响 14
3.3 激光切割前后XRD图谱分析 17
3.4 激光加工前后拉曼图谱分析 17
第4章 结论 20
参考文献 21
致 谢 22
附录1 23
附录2 24
第1章 绪论
1.1 前言
伴随着微光学元件新型工业的发展,一些透明材料的微加工成为当今社会无法忽视的一个新兴领域。对于激光精密加工的科研工作中,如何解决玻璃脆性大问题以及提升加工效率、提高加工精度、降低加工热影响区等方面。而对于激光中某一特定范围中脉冲宽度极小的激光,如皮秒(1 ps=10-12 s)、飞秒激光(1 fs=10-15 s)等,在材料加工方面将具有更多令人惊叹的优点[[1]]。在上述背景下,本课题旨在对飞秒、皮秒激光加工试验平台的搭建,探索不同加工参数对微晶玻璃加工后各性能的影响规律,并结合对加工方案的合理调整,为透明硬脆性材料的加工工艺提供参考。
1.2 飞秒激光加工技术
激光加工是通过激光束与材料发生相互作用来进行切割,打孔,焊接,微加工等一系列工序的总称。这种加工技术属于非接触式加工,相比于传统的机械加工方式,具有减小材料热损伤、提高加工灵活度和效率的独特优势[[2]]。通过功率密度激光束来切割材料,使其融化或达到燃点,这就是激光切割。通过对材料进行表面设计或者进行改进处理,这就是激光表面加工。这种利用激光束在材料局部快速加热,实现局部迅速加热和迅速制冷的方法,可以解决不同的表面处理工艺问题。而激光打孔是利用高功率密度的激光束进行打孔的激光加工技术,它可以利用单脉冲或者多脉冲来形成孔径。加工材料的尺寸在几个到几百微米的工艺过程就叫激光微加工。激光脉冲的宽度在飞秒(fs)到纳秒(ns)之间,而从远红外到X射线的范围就是激光波长。
飞秒激光加工技术特别适合于微细加工,不仅能获得长脉冲无法比拟的高精度和低损伤,而且不断发现新的应用,不同于传统的纳秒激光加工技术,因脉冲持续时间极短、峰值功率极高而逐渐成为当今激光加工领域热门技术[[3]]。
与其它激光加工技术一样,飞秒激光加工技术是利用激光能量在空间和时间上高度集中的特点来改变被加工物质的物理、化学性质,而飞秒激光加工技术之所以能从众多的激光加工技术中脱颖而出有赖于其使用的飞秒激光在能量时空集中度上有质的飞跃,这一飞跃使得飞秒激光物质相互作用机理不同于长脉冲或连续波激光的作用机理,而实际上正是由于与物质相互作用机理的独特性,飞秒激光加工技术才具有了其它激光加工技术所没有的加工能力[[4]]。
1.3 微晶玻璃定义及应用
1.3.1 微晶玻璃简介
微晶玻璃又称被为玻璃陶瓷,它是有许多玻璃相和微晶相组成的晶体材料,制作方法一般是制备一定组成的普通玻璃,然后在一定热处理的条件下进行核化和晶体化,这样就得到了微晶玻璃。虽然微晶玻璃是由玻璃制造而来的,但是它还是不同于一般玻璃,最大的不同之处就是玻璃是非晶态物质,而微晶玻璃还是具有一定的晶体的。这样就导致微晶玻璃因为体内含有一定量的晶体,所以其颜色表现为透明或者不透明,玻璃则形成了因为各物质不同透过率的透明体。另外微晶玻璃与陶瓷的不同在于微晶玻璃中的晶体是通过玻璃在热处理过程中通过分相或者析晶形成,由晶核形成并长大为晶体,而陶瓷中的晶体除了部分由固相反应形成的晶体之外,大部分是通过材料组分引入的[[5]]。微晶玻璃以上这些特质使其比玻璃的韧性更好同时也比陶瓷亮度高,兼具优异的机械性能和绝缘性能,且微晶玻璃在可调节的热膨胀系数方面有很好的应用。
1.3.2 微晶玻璃的应用
微晶玻璃是材料科学发展中一个不可忽视的领域。许多年前科学家发现一种名为硅酸锂的玻璃中,它的内部竟然能完成晶相生长和内部成核,经过这些年不断的探索与创新,这种新型的材料的制备和应用得到了快速的发展。根据目前当今社会微晶玻璃领域的不断探索,以下几个新型产品是具有很大的研究以及创新价值的;透明防火微晶玻璃、日用型微晶玻璃、新型光学微晶玻璃。此外还有一种超低膨胀透明微晶玻璃,具有接近于零的热膨胀系数、高的光透过度、优异的机械强度和介电性能[[6]],本次实验就是用围绕这种微晶玻璃来展开。
1.4 微晶玻璃激光加工的国内外研究现状
1.4.1 玻璃的激光加工发展及应用
目前单一脉宽形式的加工是激光微加工普遍使用的一种加工方式。虽然纳秒激光加工功率很高,但是它带来的能量太高,这样很容易引起工件从内部炸裂,虽然皮秒和微秒激光带来的能量很小,但是它们的加工效率太低,并且只适用与小结构材料的加工。特别是对于损伤阈值较高或抗拉强度较小的晶体材料,单脉宽加工难以同时进行较小的加工能量导入并实现较高的加工效率[[7]]。为此,有研究人员开发出多脉宽组合的激光加工技术,充分发挥不同加工技术的优势,以实现特定的加工需求如图1.1。
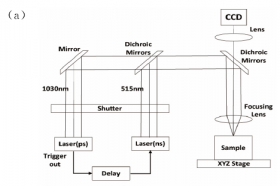
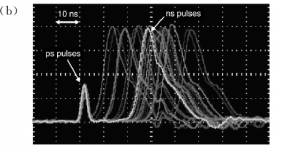
图1.1 (a)不同脉宽激光加工图示 (b)两种不同的激光脉冲波形
科学家在石英玻璃切割实验中使用了波长为800nm,脉宽150fs的飞秒激光,并且在证明了,当使用超短脉冲切割加工的时候,引起的热效应比较微弱[[8]]。同时对飞秒激光与硅晶片的相互作用机理进行了研究,图1.2所示为使用飞秒激光在硅晶片基体上完成的微结构加工。
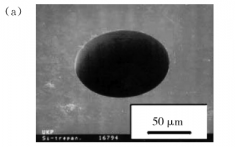
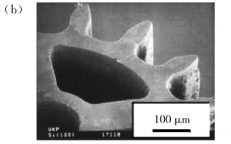
图1.2 飞秒激光的微加工处理图
(a)单一微孔加工 (b)复杂结构加工
请支付后下载全文,论文总字数:18074字
相关图片展示: