选择性激光熔覆制备Ti-6Al-4V钛合金制备过程的有限元模拟毕业论文
2020-04-07 14:07:35
摘 要
作为一种区别于传统制造方式的新型制造技术,3D打印在近些年来愈渐成为许多国家发展、振兴制造业的着力点之一,并逐渐广泛应用于航天航空、汽车等领域之中。作为3D打印中新兴的一员,以金属材料为方向的选择性激光熔覆技术(Selective Laser Melting,简称SLM)在许多领域中都有着更为广泛和重要的应用空间,拥有着十分巨大的潜力和未来。但是作为一种新兴的技术,SLM技术也存在着许多问题,并限制了其实际生产应用和推广。如今,利用计算机技术来攻克这些问题渐渐成为了一个强而有力的方法,也成为了选择性激光熔覆技术发展和改进的重点。
本文采用ANSYS软件,以钛合金Ti-6Al-4V为材料,采用高斯热源作为激光热源模拟方式,针对3D打印技术中的选择性激光熔覆技术进行了3维打印过程及其温度场的模拟,判断该方案下模拟3D打印过程的准确性,明确模拟3D打印过程的方法、步骤等问题,并对另一模拟实验常用的算法“生死单元法”的有无进行了比较,得出合理的模拟结果,对今后3D打印的模拟实验提供一定的帮助作用。
研究结果表明,在本实验中采取的基于高斯热源的模拟方案能够较好的模拟出金属3D打印技术选择性激光熔覆制备合金的过程和温度场。而在此基础上若加入生死单元法则会出现偏离实际情况的实验结果,可以认为在该模拟环境下不适用生死单元的算法。
关键词:选择性激光熔覆;有限元分析;温度场Abstract
As a new type of the manufacturing technology which is different from the traditional manufacturing methods, 3D printing has become one of the focal points for the development of manufacturing in many countries in recent years, and it has gradually been widely used in aerospace, automotive and other fields. As an emerging member of 3D printing, selective laser melting (SLM) has a wider and more important application in metal materials fields than traditional metal materials manufacturing and processing methods. It has huge potential and widest future. However, as an emerging technology, SLM technology also has many problems that limit its application. Nowadays, using computer technology as a solution to solve these problems has gradually become a effective method and has become one of the importance for the development and improvement of selective laser melting technology.
In this paper, the experiment uses the ANSYS software as a simulation tool, the titanium alloy Ti-6Al-4V as a material, and the Gaussian heat source as laser heat, to simulate the process and temperature field of the selective laser melting in 3D printing technology. The simulation determines the accuracy of the simulated 3D printing process in this program, clearly explains the methods and steps of the 3D printing process, compares the impact of “the life-and-death units”, and obtains a reasonable simulation result, which may have some help to the experiment of simulating the selective laser melting.
The experimental results show that the simulation scheme based on Gaussian heat source can better simulate the process and temperature field of selective laser melting. Adding a life and death unit on this basis will result in a bad experimental results that deviate from t he actual situation. So it can be considered that the algorithm for the life-and-death unit is not applicable in this simulation scheme.
Keywords: Selective Laser Melting; Finite Element Analysis; temperature field
目 录
第一章 绪论 1
1.1背景及研究目的 1
1.2选择性激光熔覆技术概述 2
1.3有限元分析概述 8
1.4钛合金Ti-6Al-4V 8
第二章 实验内容及方法 11
2.1 ANSYS软件介绍 11
2.2 生死单元法介绍 14
2.3激光熔覆温度场的有限元模拟步骤 16
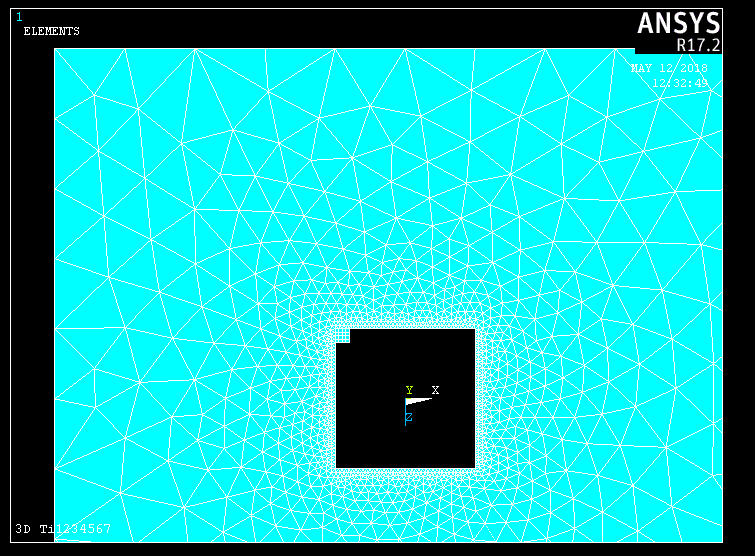
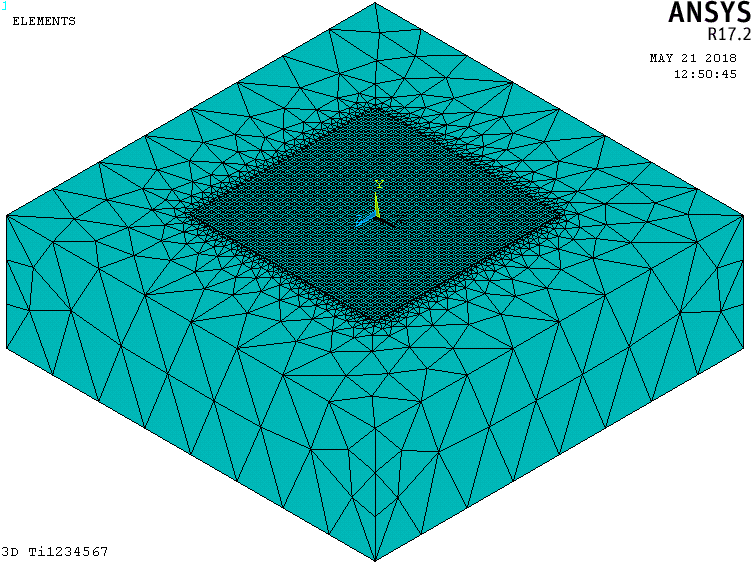
2.4 模型的建立 19
第三章 实验结果和讨论 21
3.1 实验参数 22
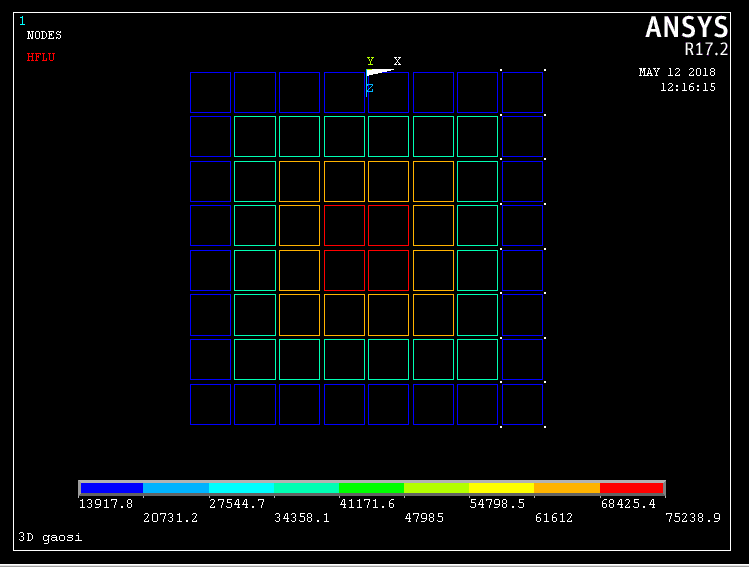
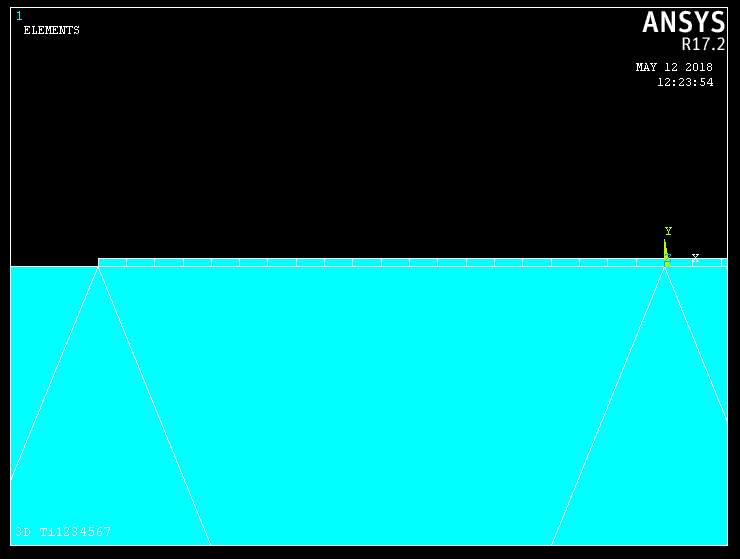
3.2 未加入生死单元算法时的模拟计算结果 22
3.3 加入生死单元算法时的模拟计算结果 25
第四章 结论与展望 30
4.1 本文的主要研究结论 30
4.2 研究展望 30
参考文献 31
致 谢 34
绪论
背景及研究目的
自20世纪90年代出现以来,增材制造技术(AM)经过20余年的发展和改进,已经成为了当前制造领域技术创新迅猛发展的源头之一。以“3D打印技术”为全新制造概念的AM技术已经成为了世界上主要的制造大国发展技术创新、增强本国制造业的一个重要着力点。
近年来我国也在努力推进新型制造领域3D打印技术的创新发展进程。在工业和信息化部等部门的支持下,2012年中国成立了“中国3D打印技术产业联盟”。2013年5月29日至31日,第一届世界3D打印技术产业大会在北京的中国大饭店由中国3D打印技术产业联盟成功举办,并与位于美国的3DSystem公司、德国的EOS公司、比利时的Materialise公司、英国增材制造联盟、亚洲制造业协会等组织共同号召并成立了世界3D打印技术产业联盟,此举也突出说明了中国的3D打印技术在全球3D打印技术创新发展领域的重要带领作用。而2016年是我国第十三个五年计划的开局之年,为贯彻落实制造强国战略,建立建全新材料产业的发展,国务院及多部委联合商议,决定要加快发展壮大新一代信息技术、新型材料、高端数字装备等诸多战略性新兴产业,加快推进我国3D打印产业健康有序发展,建立相对完善的3D技术产业体系,使该行业的整体技术水平达到国际行业水平,尤其是要在航空航天等直接成型制造领域达到国际一流水平甚至达到国际领先水平。2017年10月10日,中华人民共和国科学技术部科发布了 《“增材制造与激光制造"重点专项2018年度项目申报指南》,为增材制造和激光制造一共安排了7亿元的经费。其中,3D打印项目21项,激光项目9项。2018年初,国家知识产权局官网发布关于印发《知识产权重点支持产业目录(2018年本)》的通知,《目录》确定了10个重点产业,明确了国家重点发展和亟需知识产权支持的重点产业,其中有3个为3D打印的相关产业,可见我国对3D打印的重视。
作为3D打印技术的其中一种,选择性激光熔覆成形技术是近年来发展起来的一种新型的增材制造技术,被认为是最具有潜力的AM技术之一。SLM技术常被用于铁基合金、铝合金、钛合金、镍基合金以及部分稀有金属如金、铂等多种金属材料零件及饰品的制备当中。利用该技术制造的零配件具有成形零件结构复杂、组织性能优良、成型零件致密度高、零件表面粗糙度低等诸多优势[1, 2],在生物移植、航空航天及中小型模具等制造领域受到越来越广泛的关注,并逐渐成为研究的热点。但是SLM技术也存在着一些问题亟需解决,诸如裂纹、气孔、夹杂以及层间结合弱等缺陷,严重时甚至会直接中断零部件的成型过程。由于SLM的激光热源的迅速加热等特性,在实际应用过程中很难对这些问题进行研究和分析。
随着计算机科学技术的不断发展和创新,使用计算机软件来对3D打印过程和结果进行模拟分析成为了一个十分有效的研究手段。这一类的计算机软件大多是采用有限元分析法(Finite Element Method,简称FEM)来进行模拟。有限元分析法是通过将复杂问题划分成多个部分然后用较简单的问题来逐个替代再进行求解组合的分析方法。其基本思想是将问题的求解区间划分、离散为一组有限个且遵循一定的方式相互连结在一起的组合单元体,因此也被称为有限单元法。虽然通过有限元分析得到的结果只是问题的近似解,但是它却是一种行之有效的方法用以应对大多数难以求得准确解的实际问题和复杂问题。随着计算机技术不断地发展和数值的分析求解方法不断改进完善,使用有限元分析模拟SLM技术制备合金的全部过程并求解所需参数的应用也会变得越来越广泛。
Ti-6Al-4V,国标牌号为TC4,是一种具有高强度、低重量比和优异耐腐蚀性的α-β 钛合金。它是最常用的钛合金之一,被称作钛合金材料中的王牌合金,一般应用于需要低密度和优异耐腐蚀性的金属材料的领域中,例如航空航天和船舶制造领域。此外,由于Ti6Al4V合金具有硬度高、生物相容性好、优良的机械性能等优点,其密度也更接近于人体骨骼,故在人工关节和牙齿等方面中也得到了十分广泛的应用。在SLM技术不断成熟和发展的过程中,TC4合金也开始在金属3D打印领域有着越来越广泛的应用,成为SLM技术常用的材料之一。
选择性激光熔覆技术概述
通常金属材料在制造方法上大致可以分为三个大类,第一类称为材料的减材制造,一般是指利用机械刀具、电化学等方法,去除金属材料毛坯中不需要的部分,所剩下的金属材料即是所需加工的零件或产品;第二类称为金属等材制造技术,许多传统的金属材料成型方法例如铸造、锻压、焊接、轧制等均属于这一类材料成型方式,主要是指利用模具控制金属材料的形状,将金属液体或者固体材料变为所需结构的零件或产品;第三类是近二十年才发展起来的金属材料3D打印技术,该技术也被称为增材制造技术,主要是指用金属材料逐层累积的指导思想来制造物体的新兴技术。而选择性激光熔覆技术即是金属3D打印技术即增材制造技术中的一类。
选择性激光熔覆成形技术是在近十几年才逐渐发展起来的一种利用金属粉末在激光束的加热作用下经历了先完全融化、后冷却凝固而成形的过程的新型快速成型(Rapid Prototyping)技术[3]。该技术不仅能够直接制造拥有高精度、高致密度、复杂形状、良好机械性能的金属零部件,而且能够做到无需或仅需简单的后处理(如喷砂、抛光等)即可直接投入实际使用[4-6]。SLM所使用的金属成型材料范围较为广泛,工艺制作流程相较先前的制造方法更加简单,是金属零部件快速直接成型技术之中最有发展潜力的一种。在实际的工程应用中,SLM由于能够实现结构复杂、致密度高的金属零部件的直接成形,相较于传统工程领域的制造方法具有节省成本、缩短生产周期、应用范围广、应用过程简单等优势,因此具有十分广阔的工程应用前景。及至目前,国内外已有多家相关机构和团体对该项技术进行了深入研究和改进,并已经取得了一系列的成果,如今SLM在航空航天领域、模具制造业、装备制造业以及许多领域的零部件制造与修复都得到了广泛应用。
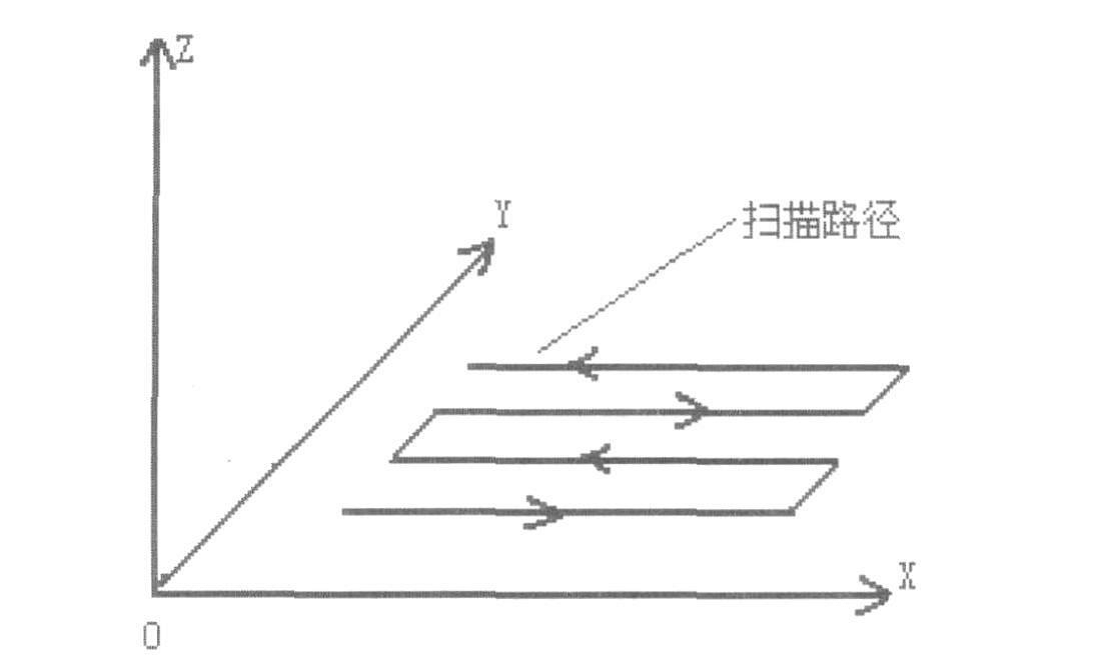
SLM技术的工作过程是:首先由工程制图软件如Pro/ Engineer、SolidWorks等建立好完整零部件的CAD模型,然后通过特殊的分层软件对CAD模型进行切片,由计算机来接收、整合生成的层信息。激光束按照计算机分析处理后的的信息开始对铺在工作台面上的金属粉末进行扫描加热,使扫描到的金属粉末升温至熔化,然后冷却结晶生成固体,从而形成金属零件的实体部分。在处理完第一个层面并成型完全后,升降工作缸带着工作台下降一个层的高度,送粉器再铺上一个层厚度的粉末,然后激光束再对下一层进行扫描,像这样不断重复激光束扫描-工作台面下降-铺粉的过程,直到完整的零部件成型,其过程如图1.1所示。
图1.1 SLM 技术过程图
保护气体
保护气体
振镜
激光束
铺粉系统
SLM零件
金属粉末
基板
SLM技术可以加工的材料通常是不锈钢[7]、热加工用钢、工具钢、铝合金[8-10]、钛及钛合金[11]、镍基合金、钴铬合金等工程材料。由于所使用的材料与产品工程生产过程中所使用的材料相同,生产的零部件也可以直接用于工程生产上,其性能强度可以满足工程材料的性能要求。SLM设备的导光系统使用的是振镜,其优点是定位准确、反映迅速,缺点是激光的扫描范围会受限于振镜的转动范围,这些都决定了SLM技术能够以及适合要求精密、形状复杂、加工尺寸较小的零部件,主要用于航空零件、生物植片、压铸模具、注塑模具以及各种零部件模型的制造。
选择性激光熔覆技术相较于其他传统的成型加工方式主要具有以下优势[1, 12]:
(1)能够直接制成终端金属产品,根据不同需求有的零件可以不用任何后处理工艺或仅仅只需要简单的表面处理,例如喷砂、喷丸等。SLM技术通过简单的计算机辅助设计软件的造型以及选择材料就可以直接成型出可供使用的(或经过简单表面处理的)金属零件,该技术极大地缩短了产品生产的周期;
(2)成型的实体金属零件能够获得非平衡态过饱和固溶体的同时具有均匀细小的金相组织,并且其致密度能接近100%;
(3)由于激光器具有高功率密度的特点,因此能够形成光斑很小的激光束来熔覆金属粉末,从而使得加工出来的金属零件具有很高的尺寸精度(精度可达100μm)并且获得光洁的零件表面(表面粗糙度Ra10~30μm);
(4)由于激光光斑直径很小,因此在单位面积内的能量较高,可以用较低的激光功率熔化难熔金属(钨合金、镍基合金等),能够用单一成分的金属合金粉末来制备零件,极大地扩展了金属合金粉末的选择范围,能够使用更多种类的金属合金粉末;
(5)特别适用于含复杂结构的零件,尤其适合内部有复杂结构的零件(如空腔、变截面管道和螺旋管道等)以及用传统方法难以加工制造甚至无法直接制造的复杂零部件;
(6)能够采用纯钛粉、钛合金粉及镍基高温合金粉进行加工,可以方便地制备出组织细小均匀、力学性能优异的高温合金,且能满足航空航天领域的特殊需求,从而大大缩短航空航天材料的制造周期;
(7)能够帮助达到生命科学中所需材料组分连续变化的梯度功能材料的目标。
由于具有上述优点,选择性激光熔覆技术即SLM技术具有十分广阔的应用前景。早在2012年,由位于美国的技术咨询服务协会Wohlers Associates所发布的年度报告称,截止到2012年在全球范围内利用选择性激光熔覆进行生产的企业在财年内销售额为17.14亿美元,并且通过Wohlers Associates的统计发现该行业的市场规模截至2015年已经达到了38亿美元,同时据预测,到2018年SLM的市场规模将有望增长到64亿美元。从利用该技术的行业分布看,目前消费电子领域仍然占据主导地位,约占据了市场的五分之一;其余则主要集中在工业设计、军事、航空航天、医学、考古、首饰加工、机械制造(汽车装饰)、雕刻等领域。例如,人们可以借助于选择性激光熔覆技术加工出实体模型,从而为不同专业领域(设计、市场、制造等)的人员提供一种能够方便有效地对产品的外观、方案、功能等方面进行直观评价的方法;利用选择性激光熔覆技术还可以较为精确地制造出产品零部件中的任意局部结构,借助该技术就可高效地设计、改进零件和模具的制造工艺,或者检验零件的的尺寸规格等参数,避免工艺和结构设计的错误,此外该技术也可以被用于金属零件的修复。结合医学CT数据的三维重建技术,SLM技术还可用于制造器官、骨骼等实体模型和指导设计手术方案,甚至可以直接制造出用于医疗的钛合金骨骼、不锈钢-羟基磷灰石牙齿等, 同时也可用于加工组织工程和定向药物输送骨架等。 选择性激光熔覆技术还可以用于在玻璃、树脂等基板上设计制作光学器件和电子器件,如太阳能光伏器件、OLED等[13]。
除此之外,选择性激光熔覆技术在进行金属零部件的表面处理方面也有十分广泛的应用。例如,在航空航天领域主要用来制造出具有较高比强度、耐热、抗疲劳强度高且表面耐腐蚀的钛合金、镍基合金零部件;在化工领域用来制造表面具有高硬度、高强度并且兼具高耐蚀性等多种优良性能、能长期应用于恶劣的环境的零部件。在材料成型领域利用选择性激光熔覆技术可以在模具钢的表面熔覆一层硬质合金或进行激光表面处理,从而获得表面硬度高、耐磨性强和抗蠕变能力强的模具,从多个方面提高模具的性能增加其使用寿命。对于汽车制造领域激光熔覆技术可以制备出芯部高韧性同时表面硬度高且耐热性能优良的零部件,例如发动机的气门、齿轮、换向器等。此外,还可以实现个性化定制,制造出满足不同客户需求的汽车内饰,如个性化中央控制台面板、汽车座椅等。而在生物医疗领域可以用来加工出具有高硬度、高强度、高耐蚀性等各种优良的性能的人造骨骼和人造牙齿,如图1.2所示[14]。
目前,SLM技术已被应用于航空航天、医学、模具制作等多个领域。 Hollander 等人研究并介绍了以Ti-6Al-4V粉末为材料通过SLM技术制造人工骨的生产流程[5] 。德国的 Fraunhofer 激光技术研究所与牙科设备公司BEGO合作, 研究使用SLM技术制作经常用于牙科手术中的牙冠和假牙,此外还研究了采用该技术来制作其它的手术用人造移植物[15] ,例如人造骨等。在航空航天领域,由于其零部件形状复杂,传统方法一般难以制造,因此SLM技术在航空航天领域的应用也越来越多。 P. Rochusa 等人[16]发表文章详细介绍了在航天航空领域中快速成型技术的应用前景及其优势。 图1.3是使用德国EOS 公司的SLM 设备制作出的航空航天零部件,可以看出这类零件的形状复杂,加工困难[17]。 而另一家有名的快速成型公司 MCP 公司已经可以使用该技术来制造、加工出来尺寸精度高、表面粗糙度低,且力学性能良好的大型量规、精密的金属模具嵌入件及薄壁金属零件等[10]。


图 1.3 由德国 EOS 公司的SLM设备制造的航天航空零部件

图 1.2 人造牙齿和骨骼
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: