热塑性复合材料快速熔融工艺方法研究毕业论文
2020-04-07 08:48:21
摘 要
聚丙烯作为目前应用最广的通用塑料之一,其综合性能优异,相对工程塑料具有更高的性价比。聚丙烯主要是通过热电阻加热成型,在成型过程中存在加热速效慢、成型周期长,且大尺寸的制品成型过程中容易形成温度梯度,形成内应力,破坏制品的均一性,降低了制品的力学性能,因此研究不同的方式的熔融方法,将会对其实际生产有非常重大的意义。本文设计了烘箱、超声、微波三种加热方法对聚丙烯进行加热,研究了不同加热方法下聚丙烯的升温速率和温度均匀性。
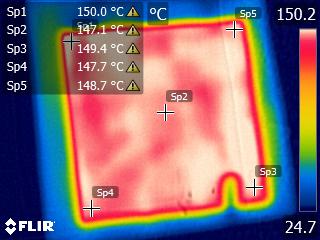
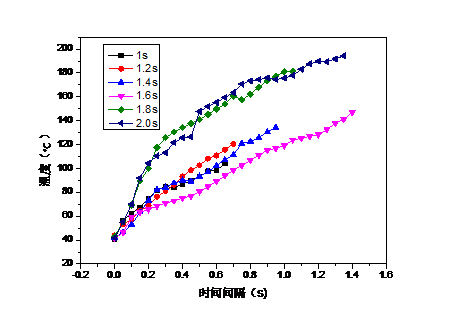
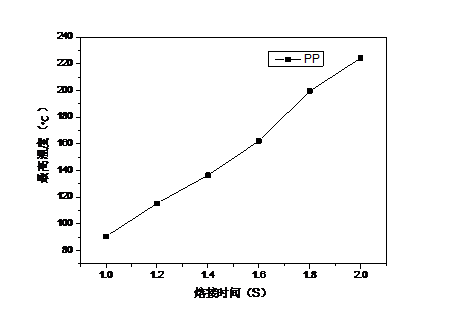
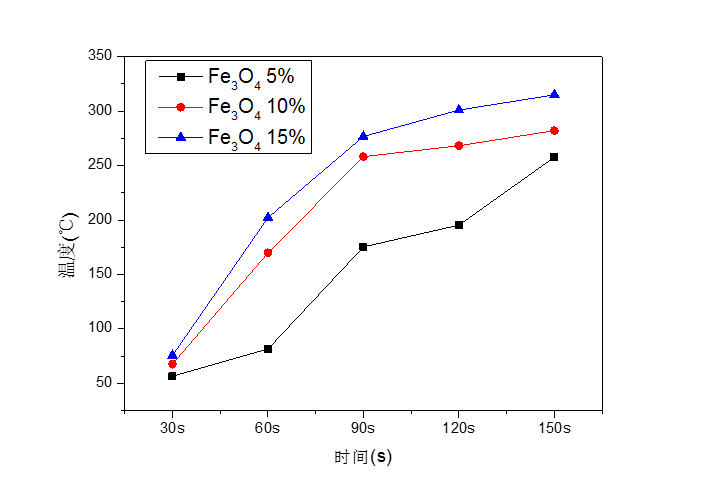
研究结果表明:烘箱加热提供了一种可以均匀加热试样表面的加热方法,试样板从室温25°C加热到180°C所需时间是180s,平均加热速率为0.86°C/s,升温速率由大变小,最后趋于稳定。超声加热的升温速率较高,试样板在2s以内即可达到200°C,但最高温和最低温的温差较大,即温度均匀性较差。在微波实验中,由于聚丙烯不吸收微波,故通过加入氧化锌,四氧化三铁和碳化硅三种微波敏化剂实现对聚丙烯的加热,结果发现四针状氧化锌相比于其他微波敏化剂具有更好的加热效果,当加入质量分数为5%的四针状氧化锌,试样板加热90s可达到180°C,升温速率达到2°C/s。通过将氧化锌和四氧化三铁复配所得的微波敏化剂可以提供一种相对稳定加热的方法,在加热过程中升温速率维持在1.7°C/s左右。
关键词:聚丙烯;加热方法;微波加热;微波敏化剂
Abstract
Polypropylene is one of the most widely used general plastics at present. Its comprehensive properties are excellent, and it has a higher cost value than engineering plastics. Polypropylene is mainly formed by heat resistance heating. During the process, there is a slow heating, a long molding period, and a temperature gradient is easily formed during the process of large-sized products, forming internal stress and destroying the uniformity of products. The mechanical properties of the products are reduced. Therefore, the study of different heating methods will have great significance for its actual production. The heating rate and temperature uniformity of polypropylene under different heating methods are studied by heating the polypropylene by three heating methods: oven, ultrasonic and microwave.
The results show that the oven heating provides a heating method that can evenly heat the surface of the sample. The time required for the sample to be heated from 25°C to 180 °C is 180 s, the average heating rate is 0.86 °C/s,and the heating rate is changed from large to small, and finally tends to be stable. The heating rate of ultrasonic heating is higher, and the sample can reach 200 °C within 2 s. In microwave experiments, by comparing three microwave susceptors,zinc oxide, ferric oxide and silicon carbide, it is found that zinc tetrachloride has better heating effect than other microwave susceptors. The experimental results show that the sample of zinc oxide with doping mass fraction of 9% can reach 97°C within 90 s. At the same time, the microwave susceptor with the combination of zinc oxide and ferric oxide can provide a relatively stable heating method. The heating rate is about 1.7 °C/s during heating process.
Key Words:Polypropylene; Heating method; Microwave heating; Microwave susceptors
目录
第一章 绪论 1
1.1热塑性复合材料的研究进展 1
1.2热塑性复合材料加热熔融研究进展 2
1.2.1烘箱加热 2
1.2.2超声波加热 2
1.2.3微波加热 3
1.3研究的目的和意义 4
第二章 实验部分 5
2.1烘箱加热实验 5
2.1.1实验原材料及仪器设备 5
2.1.2试验方法 5
2.1.3试样熔点与温度的表征方法 6
2.1.4升温速率的结果分析 6
2.2超声加热实验 8
2.2.1实验原材料及仪器设备 8
2.2.2试验部分 8
2.2.3试样熔点与温度的表征方法 9
2.2.4升温速率的结果分析 9
2.3微波加热实验 12
2.3.1实验原材料及仪器设备 12
2.3.2.实验部分 12
2.3.3试样熔点与温度的表征方法 14
2.3.4敏化剂种类及用量对升温速率的影响分析 14
第三章 结论与展望 21
3.1全文总结 21
3.2研究展望 21
参考文献 22
致谢 23
第1章 绪论
1.1聚丙烯的研究进展
热塑性复合材料(FPTP)主要是用玻璃纤维、碳纤维、芳纶纤维和其它材料增强各类热塑性树脂的总称。1951年,R.Bradit首次采用玻璃纤维增强聚苯乙烯树脂制造出了热塑性复合材料,热塑性复合材料从此愈来愈受到人们的关注[1]。近年来,对于热塑性复合材料的树脂基体、增强材料及成型方式的研究不断深入,热塑性复合材料已经在电子、电器、建材等行业得到越来越广泛的应用。例如,在1989年,欧洲的热塑性材料已达到30万吨,其中60%用于电器和机械应用;与此同时,在美国,50%以上的产品用于汽车产业[2]。在中国,玻纤增强热塑性复合材料是主打产品,产量约为复合材料总产量的25%以上,在2003年,国内对玻纤的需求量为100-120千吨[1]。
热塑性复合材料能获得如此迅猛的发展,首要是因为它可以克服热固性复合材料的一些缺点,在物理机械性能和成型工艺性能上展现了明显的优势。热塑性材料已经成为当下的研究的热点,越来越多的人认为热塑性复合材料具有很大的潜力。其原因是,热塑性材料具有以下优点:(1)密度小、强度高;(2)性能可设计性;(3)耐水性;(4)优异的电性能;(5)可回收性;(6)成本低;(7)产品一致性。
聚丙烯(PP)是一种颜色为乳白色半结晶的热塑性塑料,是一种常见的高分子材料,五大通用树脂其中之一。聚丙烯是由丙烯单体聚合而成的一种热塑性材料。在20世纪40年代的时候,Phillips公司首先开发出结晶形态的聚丙烯,在50年代早期,意大利的Natta教授成功把丙烯聚合成为具有立体规整结构的聚合物,在1957年意大利的Montecatini公司建设了规模为年产5000吨的工业装置,开创了聚丙烯的产业化生产[3]。PP具有机械性能好、价格低廉、无毒、无臭、密度相对较低、耐热、耐化学性好、加工成型方便等特点,因此,它已成为发展最快和最活跃的品种[4]。需求和产能的急速扩展增进了聚丙烯的快速发展。丙烯的来源多样化、丰富化,工业设备大型化、集约化的发展,推进聚丙烯成为合成树脂中产能、产量、市场需求最多的树脂品种之一[3]。在工业应用中,聚丙烯的用量仅次于聚乙烯,在用于工业的热塑性材料中,聚乙烯占41%,而聚丙烯占26%。聚丙烯的高速发展得益于如下几个方面:25%是因为经济的一般性增加以及开辟新的应用领域;60%是由于代替其他热塑性材料;15%是由于它可替代其他热固性塑料[5]。由于聚丙烯来源丰富,成型工艺简单成熟,可以用于制造均聚、无规共聚和抗冲共聚等多种品种,产业链整体经济性好[3]。近几年来工业的迅速发展带动了聚丙烯在全球需求的大幅度增长。在国内,PP主要在农业领域有广泛的应用,比如用于制作编织袋、包装袋、防水布等,而在其他领域的应用还相对于较少[6]。但随着科学技术的发展以及聚丙烯改性研究的深入,聚丙烯在汽车、建筑、电器等领域的潜力巨大。在一些发达国家,聚丙烯的应用占据首位,这主要是因为开发了共聚物。共聚物的开发开辟了新市场,同时取代了一些均聚物,并且今后共聚物的应用范围将持续扩大,以适应力学性能、透明度和热稳定性等要求。
1.2聚丙烯加热熔融研究进展
1.2.1烘箱加热
烘箱加热的加热原理是热风加热。该工艺利用电能为加热管加热,然后利用电动机通过风道送风,使烘箱内部温度均匀。烘箱的空气循环系统采用风机循环方式,风循环均匀、效率高。风源由进气马达驱动。烘箱恒温器用于控制和显示温度。当箱内温度低于设定温度时,温度控制器控制加热器继续加热或间隙加热,使箱内温度达到目标值。工作室内的热空气可以加热湿润样品,水也会被加热成水蒸气并混入热空气中。风机有两个功能,其中一个功能是对流工作室内的空气,另一种是在不影响工作室内的温度下,将箱外的部分空气吸入加热循环。当一定体积的外部空气被吸入箱体时,会有相同体积的带有水蒸气的废气从排气孔排出箱外。当工作室的温度因门的开启和关闭而改变时,送风循环系统可以快速回到工作状态,直到达到设定的温度值为止。烘箱的送气方式分为垂直循环送风和水平循环送风,垂直循环送风适合放在网架上的物品;而水平循环送风适用于需要放置在托盘中的物品。通过不同的送气方式,使加热更合理更均匀。烘箱加热可用于烘烤、干燥、热处理等,设定的温度可以比室温高5~300°C,灵敏度通常为±1°C。
烘箱加热的特点是:(1)热空气在烘箱工作室内循环利用,具有较高的热效率,可节约能源;(2)采用强制通风的效果,烘箱装有风道,材料可以均匀加热;(3)烘箱运行平稳,可实现温度自动控制,可以非常方便的安置和维护;(4)适用范围广。
1.2.2超声波加热
超声波加热是物体相互挤压摩擦机械处理过程,把高频电能通过换能器装置转换成机械能,再作用于材料,使材料表面产生高频摩擦使之生热,是一种靠机械振动的加热方法[7]。Michaeli等发现聚合物颗粒间摩擦生热能加热熔融聚合物颗粒,并通过实验验证了超声加热熔融聚合物颗粒的可行性。胡建良在理论上分析了聚合物超声加热熔融的本质机理,结论得出,加热过程中主要存在三种加热效应,分别是界面摩擦生热、黏弹性热和超声空化作用[8]。
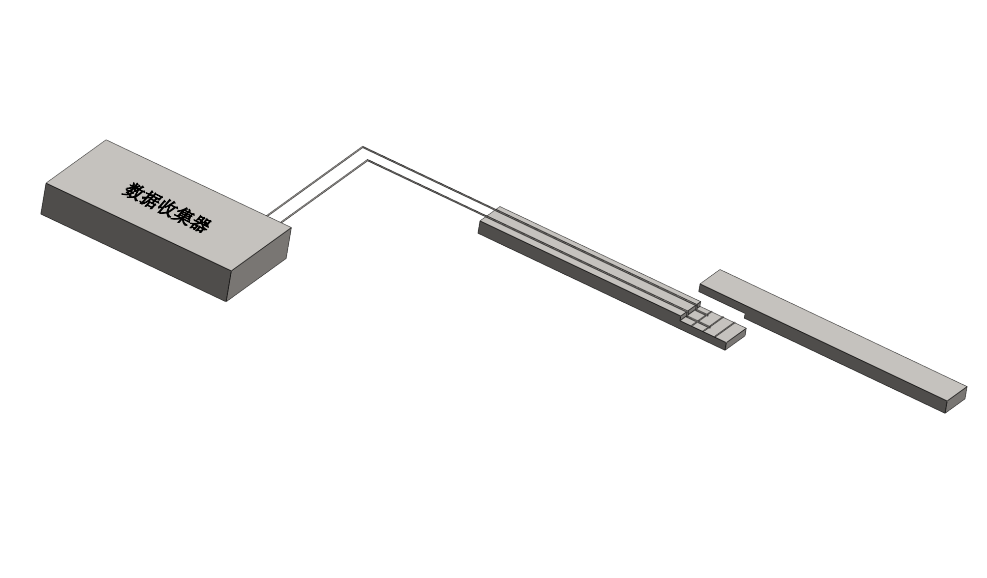
在过去的十年里,超声波加热技术主要被应用于传统的聚合物加工方法:注射成型和热压成型。近年来,超声波也被应用于聚合物薄膜的热成型,利用超声波的快速局部加热能力,采用超声波热成型工艺可缩短了膜片的成型周期。超声波热成型系统包括超声单元、压制单元、控制单元和成型部分。超声波热成型相比传统的热成型工艺缩短了时间,而且具有在露天场所进行加工的优点,可实现批量生产的自动化,而传统的热成型工艺必须在密闭腔内进行[9]。
超声波加热适用于大多数热塑性材料。结晶型热塑性材料和非结晶型热塑性材料都可以被超声波加热。使用超声加热技术可以使聚合物实现快速熔融,因此可以节省能源和降低成本,还可以避免聚合物的降解。对于加热效果,材料的种类有很大的影响,同时基体的结构对加热效果也会产生一些影响。非结晶高分子材料的分子链是随机分布的,从而在加热过程中高分子的基体逐渐熔化,先达到玻璃化转变的状态,再达到液体熔化的状态。非结晶型高分子材料能较好地转换超声振动,因此非结晶型热塑性复合材料的加热效果较好。相比之下,一些半结晶型热塑性高分子材料对于超声波的能量传导能力较低。半结晶型热塑性材料的结构特点是分子结构的有序排列,在半结晶型高分子中存在结晶相和无定形相,因此在加热时需要花费更多的能量来熔化结晶的部分有序的分子链结构。半结晶型热塑性材料熔点明显,在加热过程中,温度稍微下降就会出现凝固[10]。固态时的半结晶型分子就像弹簧一样要吸收很大一部分超声振动而不是转换超声波,所以必需使用高振幅的超声波以产生充足的热量用于加热熔融[11]。同时,超声波的频率也对超声波加热的效果有影响。经常使用的超声波频率有20、30、40KHz。15KHz常用于加热半结晶型热塑性材料,采用15KHz加热可以大大降低超声波在材料中的衰减。20KHz是最常用的超声波频率,因为在这一频率下,比较容易达到熔化热塑性材料所需的振幅和功率,但它可能会产生一些难以控制的机械振动[11]。
因省去了精确的升温和降温系统,设备成本较低,目前市面上有成熟的超声波焊接机可供参考,并且可以实现局部快速加热,因此具有很大的工业应用前景。但超声加热也存在一些缺点,例如超声振动的参数对填充率的影响较为复杂,成型件有气泡等。
1.2.3微波加热
微波加热是在外部电磁场的作用下,材料内部介质产生的极化强度矢量。它落后于电场一个角度,从而导致了与电场方向相同的电流的产生,构成了材料内部的功率耗散,将微波能量转化为热能[12]。微波加热的对象是介质,介质存在极化现象。在微波电磁场的作用下,介质的极化会被干扰,再以热的形式表现出来,使介质的温度升高[13]。微波吸收的本质是吸收或衰减入射电磁波,并通过物质介质的损失,将电磁波能量耗散成热能或其他形式的能量[14]。像所有电磁波一样,微波以光速在空腔中传播,频率范围为300MHz到300GHz。在这种情况下,用于工业应用的频率包括915MHz、2.45GHz、5.8GHz和24.124GHz。其中,2.45GHz是最常用的频率。在微波加热中,需要吸波材料。通常,基质材料(粘合剂)和吸收介质(吸收剂)可以构成吸波材料。吸波材料可分为以下两类:电损耗型和磁损耗型[14]。
微波加热具有穿透辐射、直接整体加热、自控和无污染等特点;同时又具备快速高效、易于操纵和节省能源等长处,展现了其经济上的优势[15]。使用微波加热,可以快速、均匀地加热材料,热量会直接渗入到材料的内部,具有热损耗小、效率高等优点。微波加热技术提供了一种全新的可以改善材料物理特性的方法,同时也对一些难以制备的材料提供了全新的制备方法。因此,几乎全部的材料在制备的过程中都可以尝试使用微波加热技术,同时,微波也被越来越多的运用在高分子材料中。通过合理调制工艺参数,能够实现体系内外部均匀受热,避免材料内部出现较大的温度起伏。但在微波加热中所发现的问题之一就是“热点”的存在。传统的固定频率的微波加热会受到电磁场局部空间波动的影响,导致微波腔内功率分布不均匀,因此会导致加热不均匀,产品质量可能不佳[16]。
但对大多数的热塑性材料而言,其介电常数很低,在微波作用下无法通过分子极化而生成热能,对微波几乎是“透明”的,它们吸对微波的吸收程度不足以加热,因此热塑性材料无法直接被微波加热,通常需要添加一定的助剂或者填料作为微波敏化剂或热传导介质[12]。这些添加剂的存在会影响复合材料与微波辐射的相互作用方式。一些导电添加剂的例子有碳黑、碳化硅、金属纤维等;一些非导电添加剂如玻璃纤维和陶瓷颜料等。
1.3研究的目的和意义
热塑性复合材料是将来复合材料发展的重点,而热塑性复合材料制品都需要通过加热熔融成型。为了加工材料,热塑性复合材料的基体部分需要被熔化或至少变得足够软以便于成形。然而,对于热塑性复合材料,通过外部热源来熔化,一方面,效率很低;另一方面,在整个复合材料成形之前,近表面增强纤维就会受到破坏。目前,热塑性复合材料在加工成型过程中主要是通过热电阻加热方式熔融,其加热方法存在加热速率慢、耗电量大、被加热材料容易形成温度梯度等问题,限制了工业效率及材料性能的发挥。因此,研究不同加热方式对热塑性复合材料的综合性能的影响具有重大的意义。
烘箱、超声、电磁波三种加热方式因其具有不同加热特性和优势而被用于许多特定的领域,现在越来越多的学者将这三种加热方法用于热塑性复合材料的加热中,因此探究热塑性复合材料与这三种不同加热方式的结合值得我们期待。本课题重点研究烘箱、超声、微波这三种加热方法对热塑性复合材料的基体材料加热速率、温度均匀性及其各自加热的方式的特点。
第2章 实验部分
2.1烘箱加热实验
2.1.1实验原材料及仪器设备
表2.1实验用主要原材料
名称 | 分子式 | 规格 | 厂家 |
聚丙烯 | (C₃H₆)n | 工业级 | 北欧化工有限公司 |
表2.2实验仪器及设备
名称 | 型号 | 厂家 |
热压机 电子天平 以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。 相关图片展示:
您需要先支付 80元 才能查看全部内容!立即支付
最新文档

|