肉类加工厂1000m3d废水处理工程设计毕业论文
2020-02-19 15:26:39
摘 要
本设计依据给定的初始资料以及相关的要求,对肉类加工厂的污水处理进行工艺设计。
本次设计主体生物处理工艺为水解酸化—接触氧化工艺,工艺流程为:
污水→细格栅→调节池→气浮池→水解酸化池→接触氧化池→二沉池→消毒→排放
污泥→污泥泵房→污泥浓缩池→污泥脱水车间→泥饼外运处置
出水水质要求达到《污水综合排放标准》(GB8978-1996)B级排放标准,也就是出水水质COD ≤50mg/l,BOD
≤50mg/l,BOD ≤20 mg ,SS≤20mg/, N-NH
≤20 mg ,SS≤20mg/, N-NH ≤15mg/L, pH=6-9。
≤15mg/L, pH=6-9。
主要构筑物有细格栅、污水提升泵房、调节池、水解酸化池、接触氧化池、辐流式沉淀池及消毒池和相应的污泥浓缩池。计算主要包括上述各构筑物的参数计算和设备选型。
关键词:屠宰废水;水解酸化;接触氧化;污水处理
Abstract
This design is based on the given initial data and related requirements for the process design of wastewater treatment in meat processing plants.
This design determines the use of hydrolysis acidification - contact oxidation,the design process is:
Sewage→fine grid→regulating tank→air flotation tank→hydrolysis acidification tank→contact oxidation tank→second sedimentation tank→disinfection→discharge
Sludge→sludge pump house→slump pool→concentration and dewatering machine→transportation
The effluent water quality meets the Class B emission standard of Integrated Wastewater Discharge Standard (GB8978-1996), that is, the effluent water quality COD ≤50mg/l, BOD
≤50mg/l, BOD ≤20 mg, SS≤20mg/, N-NH
≤20 mg, SS≤20mg/, N-NH ≤15mg/L, pH=6 -9.
≤15mg/L, pH=6 -9.
The main structures are fine grid,conditioning tank,hydrolysis acidification tank,contact oxidation tank,radial flow sedimentation tank and disinfection tank and corresponding sludge concentration tank.The design calculation mainly includes the size calculation and equipment selection of each of the above unit structures.
Key Words:Pesticide wastewater;Three groove type oxidation;Wastewater treatment;
目 录
摘 要 I
Abstract II
1 绪论 1
2 肉类加工厂废水处理工程设计任务概述及工艺选定 3
2.1 肉类加工厂废水处理工程设计依据及设计任务 3
2.1.1 肉类加工厂废水处理工程设计题目 3
2.1.2 肉类加工厂废水处理工程设计原始资料 3
2.2肉类加工厂废水处理工程设计要求 3
2.2.1 肉类加工厂废水处理工程设计原则 3
2.3.2 肉类加工厂废水处理工程设计依据 4
2.3.3 肉类加工厂废水处理工程设计内容 4
2.4肉类加工厂废水处理方案的确定 5
2.4.1 选择肉类加工厂废水处理工艺应考虑的因素 5
2.4.2 肉类加工厂废水处理工艺流程方案的选择 5
(3)水解酸化-接触氧化工艺 7
2.4.3 肉类加工厂废水处理工艺方案分析 7
2.4.4 肉类加工厂废水污水处理构筑物的选择 8
2.4.5 污泥处理构筑物的选择 12
3.主要构筑物设计计算 13
3.1 细格栅 13
3.1.1 细格栅的设计计算 13
3.2 污水泵房的设计 16
3.2.1 污水泵房的设计原则 16
3.2.2 污水泵房的水泵设计计算 16
3.3 调节池的设计 17
3.4. 气浮池的设计 18
3.4.1设计计算 18
3.4.2 设备选型 20
3.5 水解酸化池 21
3.5.2 水解酸化池中的污泥回流量计算 21
3.6 接触氧化池 21
3.7 二沉池 23
3.7.1 二沉池的设计计算 23
3.7.2 刮泥设备的选择 24
3.8 接触消毒 25
3.8.1 消毒池设计依据 25
3.8.2 消毒池设计计算 25
3.8.3 加氯机的选择 26
3.9 计量设施 26
3.9.1 计量设备的选择 26
3.9.2 巴氏计量槽设计计算 27
4 污泥处理工艺的设计及计算 28
4.1 污泥泵站的设计 28
4.1.1 回流污泥泵设计 28
污泥回流量 28
4.1.2 回流污泥泵的选用 28
4.2 污泥浓缩池的设计 28
4.2.2 污泥浓缩池设计计算 29
4.3 污泥脱水机房 30
5.3.1 污泥脱水机房设计计算 30
4.3.2 压滤机的选用 31
5 肉类加工厂废水处理工程总体布置及其运行成本 32
5.1 肉类加工厂废水处理工程平面布置及平面图 32
5.2 肉类加工厂废水处理工程的高程布置 32
5.2.1 肉类加工厂废水处理工程的高程布置 32
5.2.2 肉类加工厂废水处理工程高程计算 32
5.3肉类加工厂废水处理工程运行成本 34
参考文献 37
附录 相关图纸 38
致 谢 40
1 绪论
在联合国粮农组织报告的显示下,过去的30年内,全球肉类的生产量翻了1倍,预计在2050年底将再次翻倍。2004年美国环境保护署(USEPA)将屠宰废水列为农业和食品范畴内最有害的工业废水之一,其排放会导致地面水体富营养化以及地下水的污染。目前,屠宰及肉类加工废水约占全国工业废水排放总量的6%、农副食品加工业废水排放总量的36.7%,是我国重要的工业废水之一[1]。
屠宰的一般过程为:宰杀-开水烫掉毛-开膛解剖-清洗内部-完成[2]。在屠宰生肉加工和清洁,地板清洁和房屋清洁过程中,产生大量的废水。排放的量随时间变化,不稳定;BOD/COD值约为 0.4以上,可生化性好;水中的固体杂质较多;氨氮浓度高;油脂含量高;含有的病原体较多等为屠宰废水的特点。所以,屠宰加工废水属较难处理的中高浓度有机废水[3]。
屠宰废水的水质与一般的工业废水相同,受生产工艺、用水量、工人素质和设备等方面的影响,水质波动较大[4]。
当前国内屠宰废水处理的主要方法如下:
(1)物化处理法。主要包括碱性水解、酶水解以及混凝处理。水解法常用的药品有石灰,胰脂肪酶,细菌酶等。该法中使用碱或酶来水解废水中的脂肪的过程常作为屠宰废水的预处理工艺。Al盐和Fe盐是混凝处理常用的混凝剂,其中处理屠宰废水效果较好的混凝剂有硫酸聚铁。混凝法处理屠宰废水在低温情况下具有较好的处理效果,成本低。此法通常用于处理浓度低的屠宰废水,或作为高浓度屠宰废水的预处理工艺。
- 生化处理法。由于屠宰废水的BOD/COD值一般较高,并且从其水质具体分析其有机物含量,可知屠宰废水的可生化性较强,偏向于使用生物法处理。由此可知,生物法是处理屠宰废水效益最高的方法。生物法主要包括好氧生物法、厌氧生物法、以及生物膜法。
SBR法,也称为序批式活性污泥法,实际上是用活性污泥处理屠宰废水的方法,并且是一种高效的间歇方法。SBR法包含多个处理过程,即不同处理过程中的进水,反应,沉淀,排水,空置,其操作时间,曝气量,混合液体的体积操作状态等,根据屠宰废液的水质和出水要求进行调整,这些调整是对于传统活性污泥法的升级[5]。好氧生物法中的SBR法是一种处理屠宰废水的高效方法。 然而,由于屠宰废水含有大量的油和血,会产生大量泡沫且污泥不够紧致,还会出现高粘度粘性膨胀并导致污泥损失。SBR工艺为了更加高效完全地脱N,需要在处理过程中进行搅拌操作,但是污泥上浮的情况很大的概率会出现,很难使其消失。除此之外,SBR法对废水中的油污、固体悬浮物等的处理效果不尽人意,因此需要添加其他的前置或后续处理工艺以达到最佳效果。由此可得使用SBR法处理屠宰废水时,气浮除油脂成为必须的步骤。使用SBR法处理过的废水,其 含量依旧很高,有需要时可在SBR法处理之后辅以其他方法去粗。
含量依旧很高,有需要时可在SBR法处理之后辅以其他方法去粗。
好氧生物法都需要稳定足量的氧气来保证水中的好氧微生物的繁殖代谢来保证好氧处理的效果,但是一般常用的供氧技术无法满足处理高浓度有机废水时微生物对氧气的需求。现有外国学者提出了一种新型的供氧技术,该通过提高反应器中的压力(压力生物机械,配备有诸如空气压缩机的压力装置)来提高氧气传输速率,并且适合于处理中浓度有机废水。该方法反应快,占地小,成本低,操作方便,水质稳定。
高浓度有机废水使用厌氧处理具有体积负荷高,水质适应性强,能源可回收,残留污泥少,占地少等优点,但出水 COD比较高,往往需要后续处理[6]。
综上所述,屠宰废水的处理技术种类很多,每种技术适应的废水水质和出水要求都不尽相同。在对一性质已知的废水进行处理方案设计时,要根据其进水的水质性质以及排放要求,并且还要考虑到经济技术的要求来选用适合的设计方案,来达到经济效益和环境保护相统一的目的。
2 肉类加工厂废水处理工程设计任务概述及工艺选定
2.1 肉类加工厂废水处理工程设计依据及设计任务
2.1.1 肉类加工厂废水处理工程设计题目
肉类加工厂1000m3/d废水处理工程设计
2.1.2 肉类加工厂废水处理工程设计原始资料
(1)肉类加工厂污水水量
肉类加工厂废水处理工程设计规模为1000m3/d,
屠宰废水量的日变化系数一般取2.0。K总=K时×K日。 所以取 K总=2.0
由此可得,该污水处理工程设计时应取处理水量2000m3/d。
(2)肉类加工厂进水水质
 =1000mg/L,COD=2000mg/L,N-NH
=1000mg/L,COD=2000mg/L,N-NH = 100mg/L,SS=1000mg/L,pH=7-8。
= 100mg/L,SS=1000mg/L,pH=7-8。
(3)肉类加工厂出水水质
出水水质按照《污水综合排放标准》(GB8978-1996)B级排放标准:COD ≤50mg/l,≤20 mg,SS≤20mg/,N-NH ≤15mg/L,pH=6-9。
≤15mg/L,pH=6-9。
2.2肉类加工厂废水处理工程设计要求
2.2.1 肉类加工厂废水处理工程设计原则
(1)基础数据可靠。仔细研究各基础数据、原始资料,全方面考虑水质水量以及处理要求,选择合理的设计参数。
(2)工艺先进稳定。设计所采用的工艺应尽量选择先进安全稳定的工艺。对于落后的低效的工艺应坚决摒弃。
(3)建筑物布置合理。根据每个建筑物的结构和功能要求,因地制宜,充分考虑当地的地理条件以及各构筑物之间的关系,使建筑物的布置合理。
(4)运行经济管理方便。运行过程中应采用自动控制,以节约人力成本,且管理方便,降低了人工劳动强度[7]。
2.3.2 肉类加工厂废水处理工程设计依据
设计依据见图2-1
 图2-1
图2-1
2.3.3 肉类加工厂废水处理工程设计内容
(1)肉类加工厂废水处理工艺流程说明;
(2)肉类加工厂废水处理构筑物型式选择说明;
(3)肉类加工厂废水处理构筑物或设施计算;
(4)肉类加工厂废水处理主要辅助构筑物计算。
2.4肉类加工厂废水处理方案的确定
2.4.1 选择肉类加工厂废水处理工艺应考虑的因素
(1)废水处理的标准。根据设计的具体要求来确定废水处理后排放的标准。
(2)处理规模和水质特点。各种工艺适用处理污水的流量和水质都不同,应根据待处理的污水的规模和水质选择合适的工艺。
(3)工程造价和运行费用。在出水水质达标的前提下,要结合当地经济条件,优先选用建造成本以及运行成本综合较低的设计方案。
(4)选择合理的污泥处理工艺。污泥处理是污水处理工艺中的一个重要环节,对环境有重要影响[7]。
2.4.2 肉类加工厂废水处理工艺流程方案的选择
处理该屠宰废水的备选工艺有三种:
- 传统活性污泥法
- 气浮—两级AO工艺
- 水解酸化-接触氧化工艺
现对这三种工艺进行对比,选出最佳的工艺。
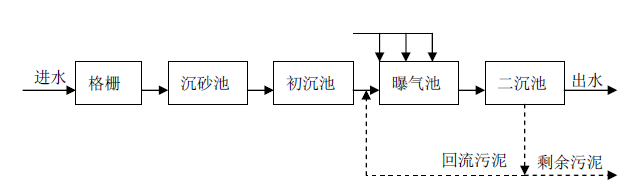
(1) 传统活性污泥法
 其工艺流程见图2-2。
其工艺流程见图2-2。
图2-2 传统活性污泥法工艺流程图
在传统的活性污泥法中,好氧微生物以活性污泥的形式存在,必须使用鼓风机将氧气通入水中,来维持微生物代谢和繁殖以分解有机物,经过曝气池处理的废水通过沉淀分离后,剩余的活性污泥部分返回曝气池。
优点:
(a)污水处理效果好,BOD5的去除率可达90%以上;
(b)适合处理每日流量较大的污水,出水水质稳定。
缺点:
(a)运行费用较高;
(b)对环境的适应性差;
(c)占地面积大,建设费用较高;
(2)气浮—两级AO工艺
当废水量较小、波动较大、污染物浓度较高时,处理该废水可选用气浮—两级AO处理工艺[8]。
其工艺流程见图2-3
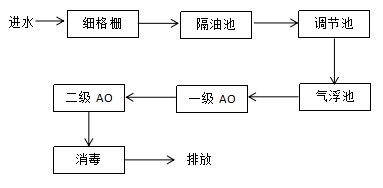
图2-3 气浮—两级AO流程图
优点:
(a)运行费用低;
(b)在运行情况为厌氧好氧交替时,污泥体积指数小于100,对于丝状菌来说,它不会大量增殖,基本不会出现污泥膨胀。
缺点:
(a)脱N 效果难于进一步提高;
(b)内循环量通常不高于污水流量的二倍;
(c)沉淀池里的废水的溶解氧要维持在一定的浓度,停留时间要缩短,防止厌氧状态产生。
(3)水解酸化-接触氧化工艺
其工艺流程见图2-4:
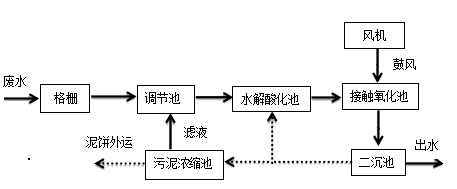
图2-4 水解酸化-接触氧化工艺流程图
优点:
(a)污泥相对稳定,且污泥量较少。与常规工艺相比,水解酸化工艺产生的污泥量只有其70~85%。在处理废水时,由于在缺氧状态进行,部分污泥减容也同时进行,简化了传统处理工艺流程;
(b)基建费用低,管理方便,成本低。水解酸化工艺基建费用与常规工艺相比较低,且水下设备维护较少,运行稳定。
缺点:
(a)当负荷过高时,生物膜的厚度会过高,会堵塞某些填料;
(b)填料选用需要谨慎考虑,填料若选用不当,会严重影响接触氧化法工艺的正常使用;
(c)水解酸化池中会产生较大的异味。
2.4.3 肉类加工厂废水处理工艺方案分析
根据该废水的水质以及处理要求,从上述的三种工艺中选出最合适的工艺。该废水水流量不大,BOD/COD=0.5,属于可生化性较好的废水。生物接触氧化法在包含了活性污泥法的优点的同时,还具有生物膜法的优点,并且还具有较少废水中N含量的特点,以及防止发生污泥膨胀现象,使出水更加稳定。
水解酸化为厌氧工艺,与好氧工艺相比,厌氧工艺的产泥量很低,并已高度矿化,易于处理。并且必要时,水解酸化后续进行的好氧处理所产生的剩余污泥可回流至厌氧段,以增加厌氧段的污泥浓度来提高厌氧段的处理效果,与此同时还可以达到减少处理污泥的工作量。水解酸化中废水和污泥通常会充分接触,废水中的大分子有机物在微生物的作用下被降解成小分子,同时工艺结构简单,无需三相分离器。并且水解酸化段可对进水的水量变化起缓冲作用,从而为后续接触氧化提供创造较为稳定的进水。并且水解酸化作为厌氧处理,处理运行费用较低,其去除了废水中的有机物,这样可以使接触氧化段的需氧量减少,就可以减少整个流程的运行费用。该工艺与其他两种工艺相比运行操作更加方便,成本更低。
由以上资料,经过分析比较,水解酸化-接触氧化工艺具有明显优势,故采用该工艺。



