生物质烘焙及气化模拟与优化毕业论文
2020-02-19 12:00:35
摘 要
第一章 绪论 6
1.1生物质能源发展现状 6
1.2生物质烘焙技术 7
1.2.1生物质烘焙技术原理 7
1.2.2生物质烘焙技术研究现状 7
1.3生物质气化技术 9
1.3.2生物质气化技术研究现状 9
第二章 生物质烘焙与气化模型的建立 12
2.1引言 12
2.2生物质烘焙气化模型建立 12
2.2.1模型假设 12
2.2.2物性方法的选择 13
2.2.3单元模块的选择 13
2.2.4生物质烘焙气化模型描述 14
2.2.5单元模块的设置 15
2.2.6组分的设置 17
2.3生物质烘焙气化模型验证 17
第三章 生物质烘焙与气化影响因素分析 19
3.1实验目的 19
3.2不同S/R(水蒸气与生物质进料量之比)的影响 19
3.3不同O2/R(氧气与生物质进料量之比)的影响 20
3.4优化结果 21
第四章 结果与展望 22
4.1结果 22
4.2展望 22
参考文献 23
致谢 25
摘要
生物质能源是清洁新能源中热门能源,烘焙处理能够有效的降低生物质的水分并提高生物质的能量密度,生物质气化技术可以将烘焙产物转变为所需的合成气。基于 ASPEN PLUS 软件,对生物质烘焙及气化过程进行模拟和分析,构建了生物质烘焙气化模型。运用该模型对以油棕木为生物质原料的烘焙气化过程进行模拟,发现模拟结果与实验结果基本吻合。模拟分析了水蒸气与生物质进料量之比S/R和氧气与生物质进料量之比O2/R以及不同气化温度对气化结果的影响.结果表明:研究对象油棕木最优的气化工艺条件组合为气化温度1200℃,水蒸气与生物质进料量之比S/R=0.1,氧气与生物质进料量之比O2/R=0.75。
第一章 绪论
1.1生物质能源发展现状
长期以来,传统的化石能源是世界各国消耗的主要能源,一直支撑着社会发展和生活水平的提升。然而,随着化石能源的大量开采使用,环境污染问题日益严重,已然成为社会可持续发展的巨大压力。为缓和并解决资源与环境的矛盾,我国提出“资源节约型、环境友好型”社会概念的和2015年近200个国家缔结《巴黎协定》等都在表明各国在推动清洁、可再生新能源的发展。
生物质能源作为全球第四大能源,来源十分广泛,且储量丰富,每年通过光合作用产生的生物有机质约有1500-1800亿吨,其中所含的能量约是全球能源消耗总量的15倍。在工业革命开始之前,生物质能源是世界上主要的能源。它现在仍然很重要,占化石燃料以外世界一次能源消耗的7%,而为人们熟知的风能和太阳能等可再生能源目前总和不到全球能源需求的1%。且生物质因其可再生、低污染、可替代所有能源部门化石燃料使用的特点在可再生能源利用中独占优势,目前不少国家或地区的电厂甚至已经或者计划将原有的燃煤电厂改造为全燃生物质的电厂。例如丹麦计划2030年在电力行业全面停用化石燃料,英国和美国也有燃煤电厂转为全烧生物质的报道。供热也是生物质能源的主要利用手段,目前生物质热电联产在欧洲各地得到了推广,也已经成为当地主要的供热方式之一。
对于我国来说,加大对生物质能源的开发,能够降低我国对进口能源的依存度,改善高煤炭的能源结构,从而缓解能源供需矛盾,并且对于减少环境污染、控制温室气体排放也有着十分重要的意义。因此近年来我国也逐步加大对于生物质能源的相关产业的规范与建设力度,积极推进生物质能源的发展与应用。2016年国家能源局在其网站正式对外发布《生物质能发展“十三五”规划》,这是生物质能源第二次进入国家规划之中,目标为:到2020年,生物质能基本实现商业化和规模化利用。生物质能年利用量约5800万吨标准煤。生物质发电总装机容量达到1500万千瓦,年发电量900亿千瓦时,其中农林生物质直燃发电700万千瓦,城镇生活垃圾焚烧发电750万千瓦,沼气发电50万千瓦;生物天然气年利用量80亿立方米;生物液体燃料年利用量600万吨;生物质成型燃料年利用量3000万吨。
1.2生物质烘焙技术
1.2.1生物质烘焙技术原理
生物质作为燃料利用时也有一些缺点,使其在大规模利用时有局限性,例如,生物质原料中一般含有较高的水分,因此能量密度较低,且容易腐烂不能长期储存,并在后续利用过程中存在干燥成本高、燃料反应效率低下等一系列问题。此外,由于需要的能量消耗较高,很难将生物质粉碎成小颗粒。因此,生物质原料的利用效率相对较低。
为了改善原料生物质的这些自然缺陷,一般用烘焙生物质来代替原料生物质。烘焙是一种发生在惰性气氛下,在200℃至300℃温度范围内的一种温和的热解方式。在烘焙过程中,生物质原料中的水分和易挥发性物质相继析出,生成以H2O、含氧烃类为主的液体产物和以 CO、CO2为主的气体产物。所以说生物质烘焙技术能够有效去除生物质中水分,增加热值,并降低研磨的能量需求。与生物质原料相比,烘焙生物质还具有更高的C/O和C/H比,具有更高的能量密度,这将降低运输成本,并且能够成为更均匀燃烧的燃料,有助于发电厂提高与煤的共燃率。通过烘焙还提高了生物质的可磨性,这也使在现在的发电厂能有效的提高与煤的共燃率。这些特性都表明经过烘焙的生物质比原料生物质在运输、储存、研磨等方面更具有优势。
1.2.2生物质烘焙技术研究现状
针对生物质因含水量大、能量密度低、破碎难度大等缺点导致的气化气产率和品质较低、热经济价值差的问题,大量学者利用烘焙技术做了大量研究。
低C/O比值的生物质原料在气化过程中产生的合成气品质较低,可燃性气体含量较少。对此,PRINS等人[1]研究结果表明烘焙是一种有效降低生物质O/C原子比的简易手段,提高了烘焙生物质的气化效率。COUHERT等人[2]利用气流床对烘焙前后山毛榉材进行气化对比实验,烘焙山毛榉材生成的气化气中CO和H2的含量明显增加。陈青等人[3]探究烘焙预处理对木屑气化工艺的影响,实验表明烘焙改善了原料的理化特性,对气化工艺中原料储存运输有很大帮助,同时也有助于物料压块和气化给料。烘焙温度越高,烘焙生物质气化生成的CO2量越少,可燃性气体H2和CO量越多,这对气化合成气的品质有较大的改善。SAEED等人[4]用烘焙预处理技术对生物质的含水量、堆积密度和发热量的影响进行研究,发现生物质内半纤维素和部分纤维素在低温下快速分解,水分和大量轻质挥发性物质脱除,使固定碳含量增加,木质素含量增加,提升了烘焙生物质堆积密度和热值。
植物自身纤维结构决定了其具有较大的坚韧性,变相增大了生物质在气化前的机械研磨破碎难度。为解决上述问题,王贵军等人[5]选用稻秆、棉秆、小麦秆和油菜杆四种生物质进行烘焙实验研究,烘焙后生物质在疏水特性上有了明显增强,可磨性得到了很大改善,利于生物质储存运输,制粉能耗降低。PHANPHANICH等人[6]以林业废弃物为研究对象,进一步指出烘焙预处理除了改善原料的疏水性和可磨性,还能使样品粉碎粒径更均匀,粉碎能耗大量降低。同时烘焙生物质颗粒粒径均一化有利于后续气化处理。朱波等人[7]研究了烘焙预处理对秸秆表面结构的影响,指出烘焙预处理能使秸秆表面组织结构遭受大面积破坏,表面整体结构聚合度降低,呈现较为松散的结构骨架,秸秆脆性的增强减少了研磨阻力,节省了研磨能耗。
综上研究结果所述,烘焙后生物质的C/H比增大,提高了能量密度和热值;颗粒粒径均一化程度更高,呈现疏松多孔结构,失去机械强度,有利于储存、研磨等过程。
对于生物质烘焙技术的模拟研究方面,Joshi等人[8]借助Aspen Plus建立了一种生物质烘焙装置,该装置使用加压过热蒸汽作为热源,通过两个热交换器对整个过程提供热量,他们使用循环速度控制并通过结合干燥和烘焙的外部编程单元操作模型来模拟烘焙过程。Park等人[9]使用Aspen Plus对烘焙装置进行了过程模拟,他们在Matlab中开发了一个与Aspen Plus模型相关联的一维反应器模型。反应器模型将烘焙气体的温度和质量流量作为输入参数,然后生成反应器内固体和气体的温度分布曲线。他们的研究主要集中在了解烘焙气体的温度和流量对工艺参数的影响,例如烘焙产品的能量和固体产量以及热值等。Sermyagina和Peduzzi等人[10]分别提出了一种简化的半经验方法来模拟烘焙过程。Sermyagina使用相关性来确定挥发物的质量损失和热值作为烘焙温度的函数,他在计算中使用-500kJ/kg的恒定值,忽略了显热的影响。他应用该模型研究了不同烘焙的情况下,焚烧厂的热电联产情况。Peduzzi使用的模型是基于使用实验数据获得的相关性而建立的,这些数据用烘焙山毛榉的C-H-O含量作为重量损失的函数,然后通过原始生物质和烘焙生物质之间的元素差异获得挥发物的组成。
1.3生物质气化技术
生物质气化是一种热化学过程,是生物质能源转化最有效的方法之一。它是利用生物质热解后的气体以及焦炭产物等作为燃料加以外部通入一定量的气化剂,如空气、氧气、水蒸气等,在高温下发生的一系列过程,主要发生的一些气化反应在表1均有列出。除了表1中的反应外还会发生较多的燃烧反应,但由于Aspen Plus可以根据它们的组成自动生成这些反应,所以在此不再一一列出。经气化反应之后,生物质物料最终变成可燃气体及灰分,经进一步净化、焦油处理和提纯后,可以用于燃料作用和发电。
其中这种可燃气体被称为合成气,由氢(H2)、一氧化碳(CO)、甲烷(CH4)、二氧化碳(CO2)等小分子量的可燃性气体和水蒸气(H2O)、氮气(N2)、大分子可凝烃类气体CnHmOz以及诸如氨(NH3)、硫化氢(H2S)和氯化氢(HCl)等杂质组成。
表 1 主要气化反应
1.3.2生物质气化技术研究现状
近年来,Aspen Plus化工流程软件开始广泛应用于煤气化、燃烧的工艺优化过程,但还没有规模化应用在生物质烘焙和气化过程的模拟上。最近几年相关研究学者利用该软件对生物质气化过程进行了相关模拟研究,也取得了一些卓著的成效。
GiltrapDL等人[11]通过试验对比验证了所建的下吸式气化反应器的稳态气化模型的准确性,表明该稳态模型能够很好的反映下吸式生物质的气化过程。KentaroUmeki等人[12]建立高温蒸汽上吸式固定床气化炉数学模型,通过实验结果和模拟结果对比分析,得出产气在反应器中的分布。NikooMB等人[13]利用Aspen Plus建立生物质气化动力学模型,并分析了碳转化率及生物质颗粒粒径对气化效果的影响。DohertyW等人[14]基于Aspen Plus建立循环流化床生物质气化模型,并采用限制平衡的方法研究了空气预热温度和当量比对产气热值和效率的影响。ChangH等人[15]基于Gibbs自由能最小化建立加压固定床气化模型,分析了压力对固定床气化结果的影响。陈汉平等人[16]利用Aspen Plus化工流程软件建立流化床生物质气化模型,并用限制平衡法修正了Gbibbs反应器,结果表明该模型能够准确模拟生物质气化过程,具有一定的适应性。杨毅梅等人[17]基于Gbibbs自由能最小化原理,构建了稻壳在流化床中的气化模型,并分析了不同气化温度和空气配比对气化结果的影响。
近年来,个研究学者普遍将烘焙与气化相结合作为一种有效且有前景的提高生物质气化效率的方法。例如,Chen等[18]使用实验室规模的层流夹带式气化炉来研究烘焙锯木屑对气化的影响,他们发现使用烘焙后锯末时H2和CO含量增加,且CO2含量降低,烘焙温度270℃或290℃时的H2含量低于250℃时的H2含量。他们还指出通过烘焙提高了冷气效率,特别是对于250℃的烘焙锯末。Kuo等人[]评估了基于热力学平衡的烘焙竹气化,并指出使用250℃的烘焙温度可以提高冷气效率。Sarkar等人[19]通过使用空气作为气化剂在固定床中气化烘焙的柳枝,他们得出结论,烘焙的进行程度对气化性能有重要影响。Berrueco等人[20]在不同压力下,在实验室规模的流化床中对烘焙过的木质生物质进行O2/蒸汽气化,他们发现气体产量和焦油受压力和烘焙温度的直接影响。Weiland等人[21]在夹带流气化炉中进行了烘焙木材残渣气化,他们观察到通过烘焙预处理改善了碳转化率。
Castaldi和Dooher[22]采用Aspen Plus模拟器研究了煤蒸汽气化过程中二氧化碳循环流对重整装置的影响。他们发现,如果使用CO2作为气化剂,不仅可以通过气化过程中的转移反应转化为一氧化碳,还可以降低进入大气的CO2排放量。此外,还有一些研究已经证明了蒸汽和二氧化碳作为气化剂使用的效果。CO2的加入可以降低转化炉的能耗,因此这是一种适合降低此类系统能耗的技术。Butterman和Castaldi[23]也通过引入CO2研究了生物质蒸汽气化,发现当操作温度超过700℃时,CO2的存在显著促进CO的生成,而H2的生成降低。Prabowo等人[]比较了蒸汽、CO2和H2O-CO2混合物的气化性能,他们发现,在高气化温度下,气化热效率随着CO2混合比的增加而增加。
综述近年来的大量的研究工作及成果,本文将利用Aspen Plus软件做出一个详细的过程模型进行模拟研究,该模型集成了生物质干燥、烘焙、燃烧、气化等各个过程,利用以往研究中报道的实验数据,推导出简单关联式来预测在给定的反应参数下烘焙生物质的组成、气化剂中氧气通入量与烘焙产物量之比O2/R和水蒸气通入量与烘焙产物量之比S/R对气化性能的影响。最后,给出了系统的最优进气工况。
第二章 生物质烘焙与气化模型的建立
2.1引言
Aspen Plus作为一款大型通用稳态模拟流程软件,具有一套完整的基于状态方程和活度系数方法的物性模型,广泛应用于化工相关领域的模拟分析和工艺优化。利用Aspen Plus建立生物质烘焙和气化模拟的模型并进行优化,以获得最佳的操作条件,从而优化工艺条件,最大限度的提高气化效率,在现有方案的基础上进行多目标优化以达到最高经济效益的目的,还可以分析比较不同生产方案在能耗、副产品和废物处理能方面的优劣,从而选择最优生产方案,为工厂技术突破提供依据,对大力推进相关技术及设备的研究与开发有着很好的前景和现实意义。
但鉴于整个研究领域处于半经验半理论的方程之中,从某些方面体现出了化工行业纯理论的局限性,比如做实验时常用相平衡回归方程,只要能算出来满足需求的东西就往前走,不管模型的建立,不关数据背后的本质与原理。同样,Aspen Plus里的对象不是真正的对象,只是描述其一段行为的方程。但建立起在特定范围的操作条件下准确预测烘焙生物质产物性质的模型过于困难,所以在此只能查阅文献[]取得已知烘焙产物的前提下建立定向烘焙模型,相对准确的反映生物质烘焙气化过程。
2.2生物质烘焙气化模型建立
2.2.1模型假设
本模型的目的是使用Aspen Plus V8.4模拟生物质烘焙与气化过程。该模型主要基于以下假设:
(1)该过程是稳定和等温的;
(2)原料处于正常条件下(即25℃和1bar);
(3)固相和气相处于热力学平衡状态;
(4)系统中的气态物质为H2O,H2,CO,CO2、CH4、N2、NH3、H2S和 COS等。
(5)固体产物只含有碳和灰分,灰分不参与相关反应,且忽略焦油的形成。
2.2.2物性方法的选择
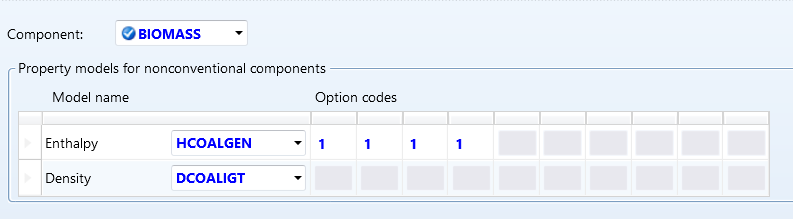 在一个学期的化工热力学的学习中,因为化工热力学抽象的理论知识且整体理论框架并不具有美感,只是学的一知半解,根据一些经验相关,本模型使用具有Boston-Mathias alpha函数的Peng-Robinson状态方程方法PR-BM来推导系统的基本热力学性质。如图1所示,基于元素分析和近似分析的结果,生物质被定义为非常规成分,由于生物质的非常规流,生物质的焓模型使用HCOALGEN模型来定义,其中包括燃烧热、生成热、热容和焓基准的计算方法都是一些经验相关的选择。通过DCOALIGT模型评估生物质的密度。灰分ASH的焓模型与密度模型与生物质的选择相同。
在一个学期的化工热力学的学习中,因为化工热力学抽象的理论知识且整体理论框架并不具有美感,只是学的一知半解,根据一些经验相关,本模型使用具有Boston-Mathias alpha函数的Peng-Robinson状态方程方法PR-BM来推导系统的基本热力学性质。如图1所示,基于元素分析和近似分析的结果,生物质被定义为非常规成分,由于生物质的非常规流,生物质的焓模型使用HCOALGEN模型来定义,其中包括燃烧热、生成热、热容和焓基准的计算方法都是一些经验相关的选择。通过DCOALIGT模型评估生物质的密度。灰分ASH的焓模型与密度模型与生物质的选择相同。
图 1 生物质BIOMASS的物性方法选择
2.2.3单元模块的选择
生物质模型中包括干燥、烘焙、燃烧、气化过程。其中干燥过程可选择计量反应器外加一个由FORTRAN语句建立的简单计算程序进行处理。而对于烘焙过程难以建立能够预测烘焙产物的模型,在此可建立起一个已知产物组成的定向烘焙模型,由两个计量反应器组成,生物质由第一个RStoic并借助FORTRAN语句建立的计算程序分解成其元素成分C、H2、O2、N2、S、Cl2等单质和灰分,再经另一个计量反应器RStoic实现进一步反应生成CO、CO2等烘焙产物。气化过程选择RGibbs建立的模型。气固分离都采用SEP或SSplit模块。物流冷却或加热均选用Heater模块处理。相应的模块选用及技能描述如表2。
模块 | 说明 | 用途 |
RStoic | 计量反应器 | 规定反应程度和转化率的化学计量反应器模型,反应动力学数据未知或不重要,但反应计量数和反应程度已知的反应器 |
RGibbs | 吉布斯反应器 | 可以用吉布斯最小自由能计算化学平衡和相平衡 |
SEP | 组分分离器 | 将入口物流按规定的组分分率分成两股出口物流 |
SSplit | 子物流分离器 | 固体物流分离器,将子物流分成多个流股 |
Heater | 加热器/冷却器 | 确定出口物流的热和相态条件 |
表 2 模块的选择
2.2.4生物质烘焙气化模型描述
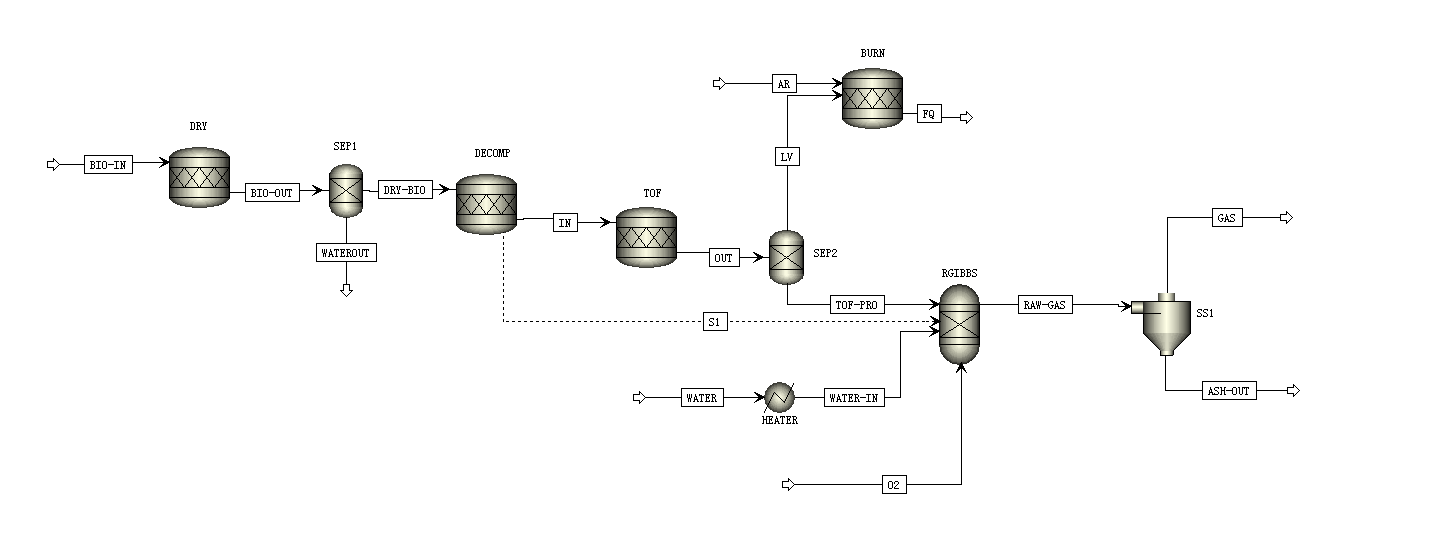 生物质模拟经历干燥、烘焙、气化和燃烧这些过程,但他们之间并没有明显的边界划分,导致它们经常交叉重叠,所以通常把它们串联建模。基于生物质烘焙和气化原理及以上假设,建立的生物质烘焙及气化模型如图2所示。
生物质模拟经历干燥、烘焙、气化和燃烧这些过程,但他们之间并没有明显的边界划分,导致它们经常交叉重叠,所以通常把它们串联建模。基于生物质烘焙和气化原理及以上假设,建立的生物质烘焙及气化模型如图2所示。
图 2 生物质烘焙及气化流程图



