不锈钢电化学着黑色外文翻译资料
2022-09-26 16:48:59
英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
不锈钢电化学着黑色
何新快 陈白珍 李小东 胡更生 吴璐烨 田文增
中南大学冶金科学与工程学院,长沙410083,中国;
包装学院印刷学院,株洲412008,中国的株洲工学院
摘要:本文对不锈钢电化学黑色着色方法进行了研究。得到该着色最佳组成和操作条件为:重铬酸钾40~50g/L,硫酸锰15~20 g/L,15 20克/升(NH 4)2 SO 4,20 40克/升H 3 BO 3,20 30克/升添加剂A,2克/升(NH 4)6Mo7O24;时间9~20min;温度15 ~30℃;电势3 V和电流密度1 2mA/cm2。讨论了着色液组分对黑色膜质量的影响。研究了钝化工艺与着黑色速度和黑色薄膜层性能的相互关系。结果表明,该钝化工艺过程可以提高耐腐蚀性和颜色耐磨稳定性;(NH 4)2SO4能控制着黑色速度,显著延长着黑色槽液寿命添加剂A能改善膜层均匀性及黑色膜层致密性。扫描电子显微镜测量和能量色散光谱显示该显微组织呈圆柱形块状,填充过程可以减少裂纹,黑色膜的主要成分是铁,铬,锰和镍。
关键词:不锈钢;电化学方法; 着黑色; 耐腐蚀
1引言、不锈钢由于其优良的机械性能和显着的耐腐蚀性在工业上广泛使用。彩色不锈钢由于其美好的外观而有效地扩大了它的用途[1-9]。对于着色膜所要求的特性是均匀的干涉色,附着性和高耐腐蚀性。在一般情况下,不同的颜色是由于不锈钢表面膜层厚度不同造成光的干涉而形成的。不同厚度的膜层可通过加热,化学或电解氧化而得到。值得注意的是,温度高于70℃的侵蚀性溶液是不锈钢自发着色必不可少的条件。在实践中,然而,在高温下侵蚀性的铬酸盐溶液是难以处理的,因为特别要注意环境问题和反应容器 所用材料的腐蚀[9-18]。在我们以前的工作中[17-19],试图通过使用电化学方法减轻这种严苛的条件,该方法在室温下采用低浓度铬酸盐和硫酸着色,改变光吸收和着色稳定性。本文探讨了一些主要因素对黑色膜的质量的影响。
2实验、
2.1不锈钢发黑
基材试样为长40毫米宽20mm厚2mm的1Cr18Ni9Ti不锈钢片。该试样用不锈钢板作阳极,铅合金为阴极,用直流电化学法着黑色。使用分析级试剂和蒸馏水制备所需溶液。将不锈钢基体进行机械抛光至光亮镜面,在脱脂的丙酮溶液和200毫升/升的H 2 SO 4,70毫升/升盐酸和20毫升/升硝酸中活化。着黑色前,不锈钢板在室温下活化1060秒,在具有下列组合物的溶液,通过电化学方法钝化形成致密膜层,:40 ~50g / L的重铬酸钾,15〜20 g / L的硫酸锰,20 ~40克/升H3BO3,20~30g / L的添加剂A,15〜20克/升(NH 4)2 SO 4,2克/升(NH 4)6Mo2O7。目前密度为1 2毫安/平方厘米。在含有10 ~50克/溶液中进行电化学着色,重铬酸钾,5~30g / L的MnSO4,20~40克/ L H3BO3,10~30g / L的添加剂A,5~30g / L的(NH4)2SO4。然后将黑色薄膜层填充在95-100℃,在含2%~4%Na2SiO3和0.5%的表面活性剂溶液中封闭。操作完毕后,样品在的蒸馏水进行清洗。
2.2性能测试与分析黑色薄膜
通过KYKY2800扫描电子显微镜(SEM),观察的黑色着色膜形态,通过能量色散谱(EDS)进行分析该膜的组合物,厚度是用以下测定
公式为:D =(M2-M1)/(Srho;),其中m2和 M1分别是有色试样的质量和非着色试样质量,S有色试样的面积,rho;有色膜的密度。耐腐蚀试验是在5%的H 2 SO 4进行按照GB4334.684的方法解决方案和耐磨性试验在GB176879的方法进行测试,其中橡胶轮的压力为4.9 N和测试时间为35分钟。
3。结果与讨论
3.1组成和黑色的形态膜层
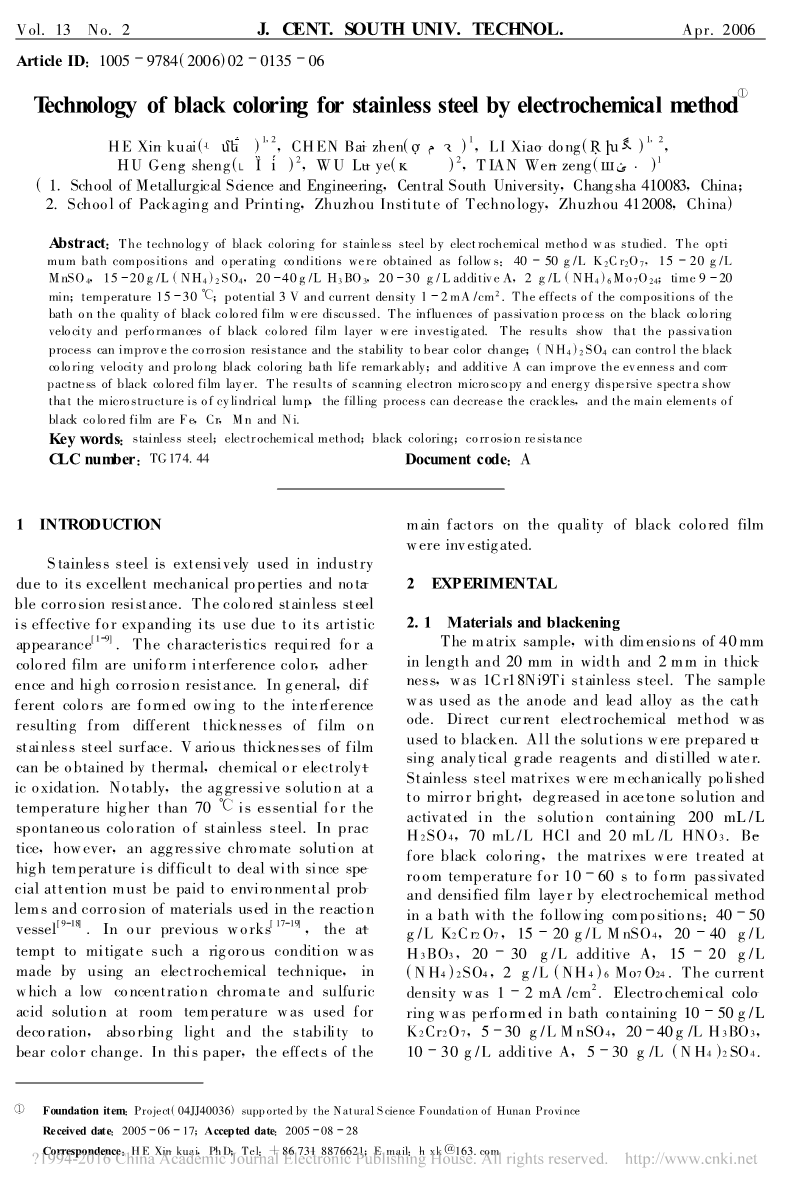
图1和2示出的EDS光谱和有色薄膜的形态。如在所示
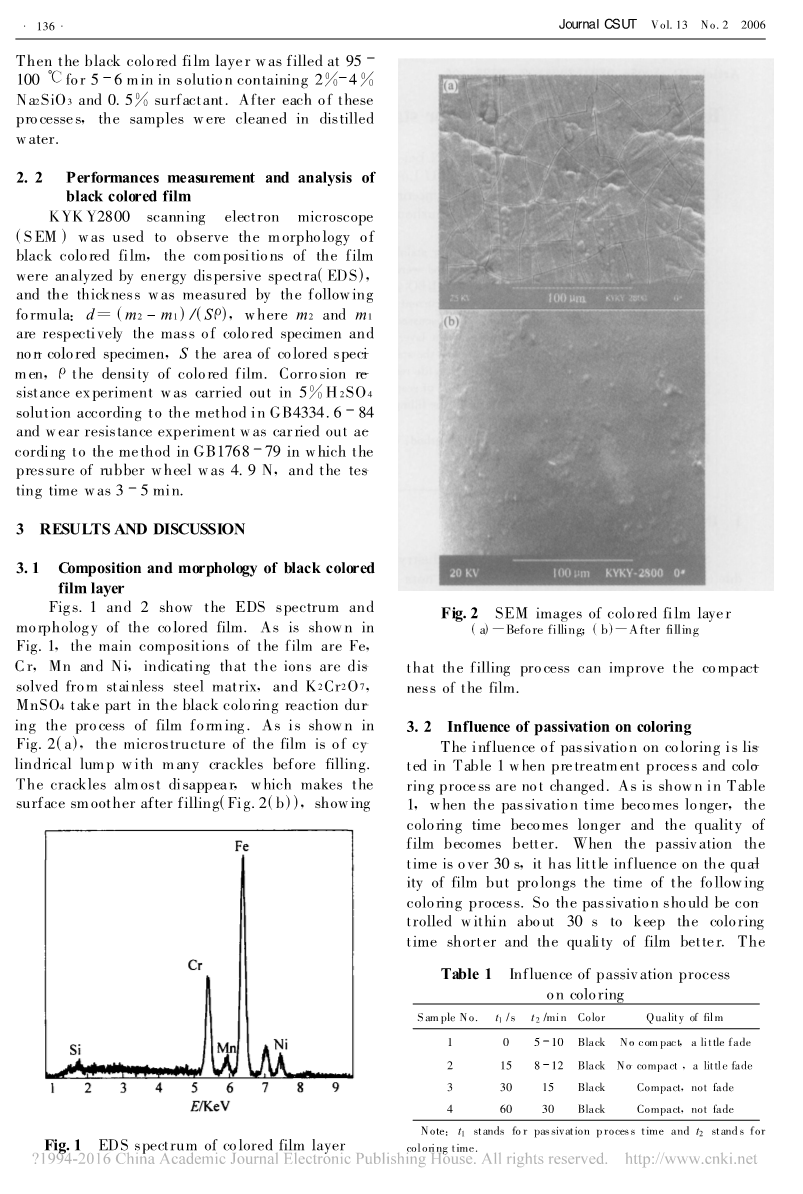
图1,该薄膜的主要成分为Fe,铬,锰,镍。这表明重铬酸钾,MnSO4在不锈钢着色成膜过程中起到显黑色的作用。如在所示图2(a),薄膜的微观结构是圆柱形肿块与灌装前许多裂纹。填充之后,表面变得平滑,裂纹几乎消失,该填充过程可以提高膜的紧凑性。
(图2(b)),示出
有色薄膜层的EDS谱 图1
有色薄膜层的图2的SEM图像
- - 封闭前;(二) - 封闭后
3.2钝化对不锈钢着色的影响
着色钝化的影响列于表1,当预处理工艺和着色方法都没有改变。如示于表1,当钝化时间变长,则着色时间变长,质量薄膜变好。当钝化时间超过30秒,则对薄膜的质量几乎没有影响,但延长着色工艺的时间。所以钝化应该会在大约30秒进行控制,以保持色
时间短,膜的质量最好。
表1钝化工艺对不锈钢着色的影响
|
样品编号 |
t1/s |
t2/min |
薄膜颜色 |
薄膜质量 |
|
1 |
0 |
5-10 |
黑色 |
不紧凑,有点掉色 |
|
2 |
15 |
8-12 |
黑色 |
不紧凑,有点掉色 |
|
3 |
30 |
15 |
黑色 |
紧凑,不掉色 |
|
4 |
60 |
30 |
黑色 |
紧凑,不掉色 |
注:T1代表钝化处理时间和T2代表着色时间。
无彩色钝化膜不紧凑,显色性差,而且很容易消失。相反,钝化处理之后,该膜颜色不仅体积鲜艳,而且具有良好的附着性和不容易褪色。在最佳条件下,使用和不使用钝化工艺的样品均暴露在空气中,观察到的颜色变化结果示于表2。钝化处理之后,薄膜的颜色在空气中180 天没有出现变化。原因可能是钼酸铵在钝化工艺中使膜变得致密。
该操作保持了薄膜的色彩在空气中持续了很长的时间。彩色样本
通过在具有和不具有钝化的工艺下,根据耐磨性试验方法GB1768-79的方法进行了测试。橡胶轮压力为4.9 N,测试时间为3分钟,约8分钟后,前者颜色严重变淡,后者不褪色,这表明钝化工艺可提高漆膜的附着和耐磨,耐腐蚀的性能。
表2在空气中暴露后的薄膜的颜色变化
|
样品编号 |
暴露时间/天 |
||||
|
0 |
1 |
7 |
30 |
180 |
|
|
1 |
黑色,明亮 |
黑色,明亮 |
黑色,明亮 |
黑色,明亮 |
黑色,明亮 |
|
2 |
黑色,不明亮 |
黑色,不明亮 |
黑色,不明亮 |
黑色,不明亮 |
黑色,不明亮 |
注:钝化工艺后1彩色样本没有钝化工艺30 S2-彩色样本。
3.3 K2Cr2O7的浓度对不锈钢着色的影响
重铬酸钾的浓度对不锈钢着色的影响示于表3中,预处理工艺,钝化工艺等作业条件是相同的。如示于表3中,在无K2Cr2O7的着色液中,着色1小时,不锈钢未上着色。当重铬酸钾浓度增加,薄膜从无色变为紫红色,然后到黑,着色时间变短,膜形成的速率加快和有色薄膜变得更均匀和更紧凑。当它的浓度达到40~50克/升,成膜速率近乎不变,如果连续地加入K2Cr2O7,成膜速率甚至在下降,因此,当K2Cr2O7的浓度为40~50克/升,质量和膜形成速率是最佳的。其原因可能是,Cr6 被还原成三价铬可被不锈钢(阳极)的表面吸收。当Cr3 的浓度超过临界值时,三价铬将水解形成富铬尖晶石氧化物膜。因此,K2Cr2O7是的在成膜反应中的重要组成部分。
表3重铬酸钾浓度对着色膜质量的影响
|
rho;(K2Cr2O7)/ (g L-1) |
着色时间/min |
薄膜颜色 |
薄膜质量 |
|
0 |
60 |
无色 |
浅灰色薄膜 |
|
10 |
25 |
咖啡色 |
不均匀,不紧凑,不褪色 |
|
20 |
15 |
黑色 |
相对均匀,不够紧凑,褪色 |
|
30 |
12 |
黑色 |
明亮 |
|
40 |
8-10 |
黑色 |
结构紧凑,明亮, 不褪色 |
|
50 |
8-10 |
黑色 |
结构紧凑,明亮, 不褪色 |
|
60 |
8-12 |
黑色 |
结构紧凑,明亮, 不褪色 |
3.4硫酸锰着色浓度的影响
硫酸锰的浓度对不锈钢着色的影响在表4中示出,如表4所示,在无硫酸锰溶液的中,1小时后,不锈钢几乎没有着色。当硫酸锰浓度增加,薄膜从无色到紫黑,然后到黑色的着色膜的颜色变化时间变短,膜形成的速率是变快和薄膜变得更均匀和更紧凑。当其浓度超过25克/升,该膜是不均匀的颜色容易消失。该原因可能是,锰离子扩散到反应处与从水解不锈钢基质溶解的锰离子形成氢氧化物的氧化物。在同一时间,锰同时为其化学价作催化剂。因此,MnSO4在着色反应和作为着色薄膜的主要成分具有极其重要的地位。此外,它对覆盖率和膜质量的影响力有很大作用。
表4硫酸锰浓度对着色时间和膜的质量的影响
|
rho;(MnSO4)/ (g L-1) |
着色时间/min |
薄膜颜色 |
薄膜质量 |
|
0 |
60 |
无色 |
参差不齐 |
|
5 |
30-35 |
紫黑色 |
不均匀,亮度差, 褪色 |
|
<p 剩余内容已隐藏,支付完成后下载完整资料
资料编号:[150572],资料为PDF文档或Word文档,PDF文档可免费转换为Word </p |



