玻璃缺陷检测装置设计毕业论文
2020-02-19 18:59:05
摘 要
上个世纪50年代末,英国的Pilkington有限公司发明出了浮法玻璃生产工艺,这种工艺立即在全球推广了起来。浮法玻璃具有厚度均匀性好,产品透明度强,表面光滑,平整度好,光学性能强等特点。 浮法玻璃与国民经济的许多行业都存在联系,然而由于受到现场环境的因素和生产工艺的因素的影响,玻璃会在生产过程中会产生划痕、气泡等诸如此类的缺陷,对玻璃缺陷进行有效的检测对改进玻璃生产工艺和提高玻璃产品的质量具有重要的意义。
本文介绍了一种基于机器视觉的玻璃缺陷检装置,包括上位机的图象处理部分和下位机的显示缺陷电路部分。该设计下位机采用C52单片机作为主控芯片,用来接受上位机发出的缺陷信息并进行报警,上位机采用matlab进行图象处理并提供用户交互界面(GUI),该系统能够代替人工对玻璃缺陷进行检测,一旦检测到缺陷,该装置会立即报警提示工作人员进行处理。
采用机器视觉对玻璃缺陷进行检测具有重要的意义,与传统的人工检测相比,使用机器视觉的方法检测玻璃缺陷可以节省成本,减少人力资源的浪费,并且能够保证检测的效率和准确性。在21世纪的今天,机器视觉将会拥有巨大的应用前景。
关键词: 浮法玻璃 机器视觉 缺陷检测
Abstract
In the late 1950s, the British Pilkington Co., Ltd. invented the float glass production process, which was immediately promoted globally. The float glass has the characteristics of good thickness uniformity, strong transparency, smooth surface, good flatness and strong optical performance. Float glass is associated with many industries in the national economy. However, due to the factors of the site environment and the factors of the production process, the glass will produce scratches, bubbles and the like in the production process, and it is effective for glass defects. The testing is of great significance for improving the glass production process and improving the quality of the glass products.
This paper introduces a machine vision-based glass defect inspection device, including the image processing part of the upper computer and the alarm circuit part of the lower computer. The design of the lower position machine adopts C52 single-chip microcomputer as the main control chip, which is used to accept the defect information issued by the upper computer and alarm. The upper computer adopts matlab for image processing and provides user interface (GUI), which can replace the artificial glass defect. The test is performed, and once the defect is detected, the device will immediately alert the staff to handle the problem.
The use of machine vision to detect glass defects is of great significance. Compared with traditional manual detection, the use of machine vision to detect glass defects can save costs, reduce the waste of human resources, and ensure the efficiency and accuracy of detection. In the 21st century, machine vision will have great application prospects.
Keywords: Float glass ; machine vision ; defect detection
目录
第1章 绪论 1
1.1研究目的及意义 1
1.2国内外研究现状 2
1.3本文主要内容 3
1.4本文结构安排 3
第2章 玻璃缺陷检测系统方案设计 4
2.1 玻璃缺陷的产生和检测原理 4
2.2设计基本内容和目标 4
2.3采用的技术方案 5
第3章 硬件部分选取与设计 6
3.1图像采集部分 6
3.1.1硬件选取 6
3.2.1相机的配置 9
3.2图像处理部分 10
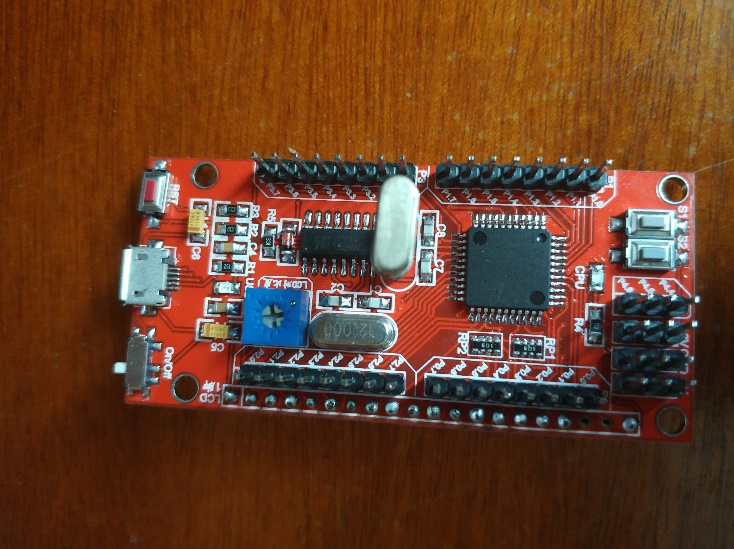
3.3下位机部分 11
第4章 软件部分设计 13
4.1图像处理软件的选取 13
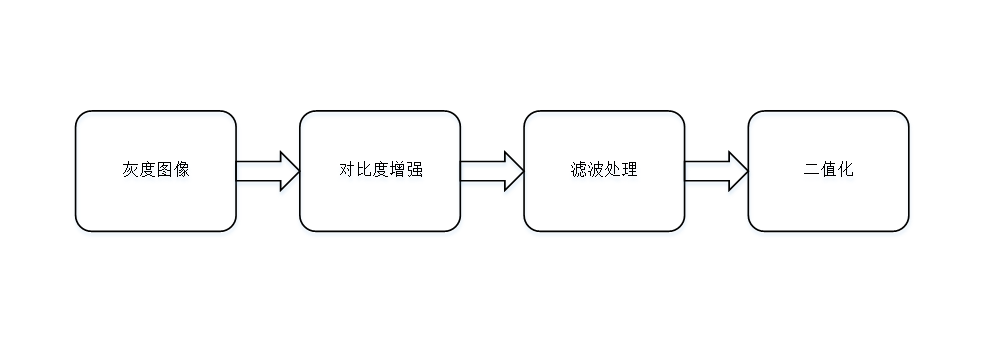
4.2图像处理 13
4.2.1对比度增强 14
4.2.2滤波处理 15
4.2.3二值化阈值分割 17
4.2.4形态学处理 19
4.2.5特征提取与分类决策 20
4.2.6玻璃缺陷的位置大小计算 20
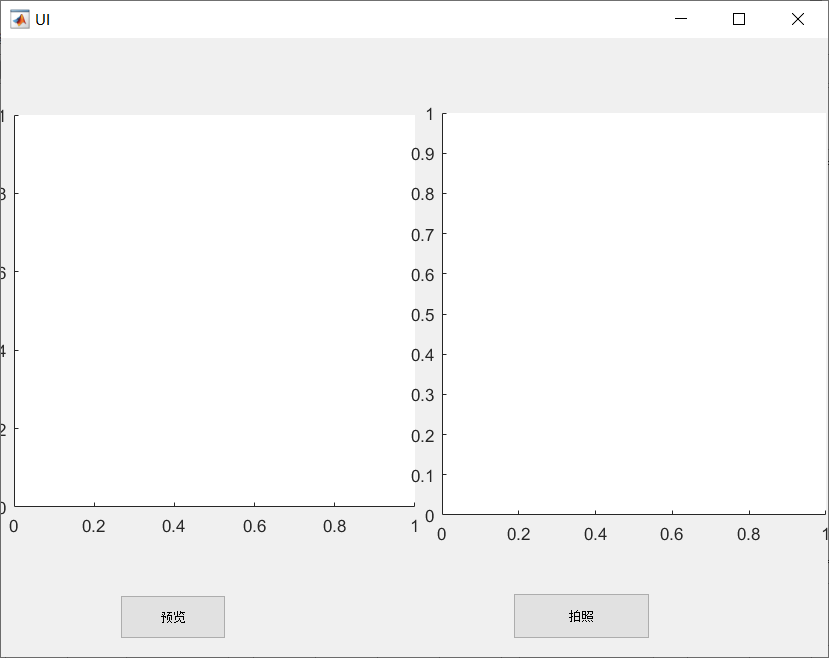
4.3 GUI设计 24
第5章 测试与分析 25
5.1 软件运行测试与分析 25
5.2 成本及环保分析 28
第6章总结与展望 29
6.1 总结和方案改进 29
6.2 对未来的展望 30
参考文献 30
致谢 32
第1章 绪论
1.1研究目的及意义
玻璃在人类生活中的出现和使用可以追溯到四千多年前,公元十二世纪出现了商品玻璃,并逐渐成为了重要的工业材料。直到1959年,Pilkington 有限公司发明的浮法玻璃生产工艺对原有的有槽引上成型工艺产生了革命性的影响。熔融玻璃液漂浮在熔融锡液表面而成型,这就是浮法玻璃名字的由来和制造方式。这种生产方法的产量和生产规模大,镜面优质,具有可媲美机械磨光玻璃的表面平整度和平行度平行度,优于机械磨光玻璃的机械性能和化学稳定性。浮法玻璃具有很好的装饰性,它的透明性好,室内采光好光线明亮,能提供广阔的视野,是建筑材料、天然采光材料的首选,在建筑领域应用广泛,可以说,浮法玻璃是多种建筑玻璃中应用最广泛应用量最大的,同时,浮法玻璃还是玻璃深加工的重要的原材料。[1]在我国20世纪70年代末,由洛阳玻璃厂率先引进英国皇家浮法玻璃生产线,后来洛阳玻璃长又在此生产线上进行了几次较大规模的技术改进,大幅提升产量和成品率,“洛阳浮法玻璃工艺”技术和设备也日益完善和进步,到2003 年底为止,我国平板玻璃的生产量达到了世界第一。我国浮法工艺技术从1980年以后开始逐渐出口至发展中国家。浮法玻璃在我国国民经济中占有重要的地位。玻璃在生产过程中会受到生产工艺和现场环境等多方面的因素影响,会产生一些缺陷,这些缺陷不仅会影响到玻璃的自身性能,同时,倘若这些带缺陷的玻璃流入市场也会对厂家的名誉造成很大影响进而造成损失,所以对玻璃缺陷行之有效的检测方式对玻璃行业有着重要的意义。[15]
与此同时,因为国内对这方面的研究还不是很成熟,一些中小型企业还在采用传统的人工检测的方式来对玻璃进行缺陷的检测。传统的人工检测在实际的生产活动中有很多的局限性。首先,人工检测的方法依赖人的肉眼,这种检测方法会受到许多主观因素的影响,同时也依赖工人的经验,这些影响都导致了这种方法不稳定,而且在长时间的工作下,工人会出现用眼疲劳,会大大降低检测效率和质量。同时,在产量大的流水线上需要雇佣很多工人来进行这一工作,会加大人力资源的成本,长时间在车间内工作也会影响到工人们的健康。所以,效率高、精度高、灵活性高且可靠的玻璃缺陷检测方式现在是许多企业的迫切需要。机器视觉现在正在高速发展,许多现代工业生产中都应用了基于机器视觉的检测方法,所以机器视觉的检测方法对玻璃缺陷有很强的应用价值。如图1.1是一个玻璃缺陷在线检测系统。

图1.1 玻璃缺陷在线检测系统
1.2国内外研究现状
在国外基于机器视觉的无损检测方法已经普遍应用在各种工业领域中,其中在玻璃缺陷检测领域中,国外有几家公司的技术已经相当成熟,他们的产品也被很多国家所采用。
德国的INNOMESS公司主要研究和生产在线监测系统,他们公司研发的玻璃缺陷检测系统具有高灵敏度的特点,能够检测目前玻璃行业标准中规定的所有类型的缺陷,并且能够对检测出的缺陷进行储存和分类,还能将检测数据发送给上位机控制的切割机对玻璃的缺陷进行缺陷标记和切割。[4]
德国的LASOR公司在激光检测领域处于世界领先水平,该公司还是世界上第一个将激光检测应用于玻璃生产领域的公司。近年来,LASOR公司还推出了采用数字照相技术的玻璃检测设备,检测精度大大提高,超过了激光检测系统的精度,可以在同一台机器上完成不同缺陷的检测和分类,检测信息可以实时同步地显示在屏幕上。[5]
我国对于玻璃缺陷检测设备的研究相较于国外起步比较晚,国内首家引入CCD技术的企业是洛阳玻璃集团。该系统在2000年引入,能够以高精度(精度可达0.1mm)对缺陷进行检测和判别,帮助工作人员进行质量分析和统计工作。在20002年洛阳玻璃集团又引入了德国的缺陷检测设备,该系统功能更全面,可以实时检测各种类型的缺陷。同时还可以对缺陷数据进行收集来优化产品的质量.
目前,机器视觉技术正在快速发展中,较为成熟的玻璃缺陷检测系统对于中小型企业来说存在着经济性的问题,技术依赖进口,设备需要维护等等。玻璃缺陷的检测工作对于玻璃品质控制来说是非常重要的一个环节,我国在玻璃缺陷检测领域上由于技术和设备上的差距显著落后于国外的先进技术,致使我国的玻璃检测设备长期依赖进口,对于玻璃行业的企业来说是一笔不小的开销,长此以往会不利于我国玻璃行业的经济发展。因此,自主研究、开发出我们自己的先进的玻璃缺陷检测装置对我国玻璃制品行业来说是迫切的需求。
1.3本文主要内容
现在,对玻璃缺陷的检测主要分为人工检测和机器检测两种,然而人工检测对于企业来说人力成本高检测效率低,所以采用机器视觉检测的方法相比人工检测具有很大优势。
本文设计了一种玻璃缺陷检测装置,从硬件、软件控制、程序开发以及实际应用测试等方面介绍该系统,该装置能够读取工业相机拍摄的照片并对照片进行处理并检测是否存在缺陷,一旦检测到有缺陷,该系统会显示缺陷种类以及缺陷信息并发出报警信息。
1.4本文结构安排
第一章绪论。主要介绍了机器视觉在玻璃缺陷检测工作中的研究目的和意义,介绍了国内外的玻璃缺陷检测设备的研究现状和发展背景。并且阐述了本篇论文的整体结构和主要内容。
第二章玻璃缺陷检测系统的总体方案设计。这部分从玻璃缺陷检测的原理出发,分析了通过机器视觉进行玻璃缺陷检测的可行性,并分析了该检测系统的基本内容和目标要求,针对要求并结合生产线上的情况提供了设计方案。
第三章硬件部分选取与设计。主要介绍了组成该玻璃缺陷检测系统的硬件支持,包括前置图像获取装置和后续的图象处理设备和各个部分的功能。
第四章软件部分设计。主要介绍了对有缺陷的玻璃图像进行处理和判断分类的具体过程和方法。
第五章测试与分析。本部分主要对此次设计工作进行实际应用测试,对结果进行分析。并且对整个设计的成本和环保性进行分析。
第六章总结与展望。本部分对此次设计工作进行总结,分析设计过程中遇到的问题,并对设计提出更好的设想和展望。
第2章 玻璃缺陷检测系统方案设计
2.1 玻璃缺陷的产生和检测原理
玻璃在生产过程中,会因为多种因素形成各种各样的缺陷,按形成部位分类可以大致分为:原料缺陷、熔化缺陷、耐火材料缺陷、成型缺陷、退火缺陷、加工和储存缺陷等。按在玻璃中的位置可大致分为:玻璃板中的缺陷、玻璃板表面的缺陷。[9]
在上述缺陷中,较为常见的有划痕、气泡、角缺损等缺陷。所以我们本次的设计也将会主要围绕这几种缺陷而展开。
玻璃缺陷检测的原理是:由于优质的没有缺陷的玻璃具有均匀且透明的质地,表面光滑,图像整体的灰度均匀性比较好,而存在内部缺陷的玻璃(如气泡)会因为内部折射率发生变化导致气泡边缘处的灰度值发生变化,而存在表面缺陷的玻璃(如划痕、缺损)会因为破损导致光洁度的降低,使得灰度图像中的缺陷处的灰度值会有局部的变化。所以,基于这些图像特征,我们可以通过图象处理的方式来对玻璃缺陷进行有效的识别。
2.2设计基本内容和目标
本次设计将基于机器视觉为基础,设计一个玻璃缺陷检测装置,将玻璃作为检测对象,对玻璃进行图像的获取、处理,能够对玻璃缺陷进行有效的检测和分类,并显示缺陷信息和大小,如果检测到玻璃有缺陷能够发出报警信息。同时能够对检测数据保存在本地硬盘里,便于工作人员进行分析,作为后续玻璃生产优化的数据基础。
本系统的目标是能够有效的检测出划痕、气泡、角缺损这三种缺陷,三种缺陷如下图所示:


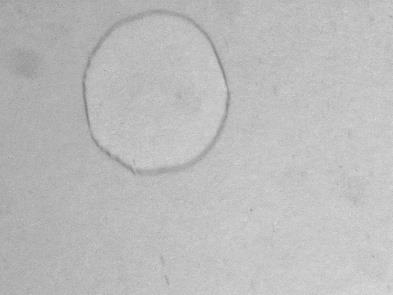
图2.1 划痕 角缺损 气泡示意图
2.3采用的技术方案
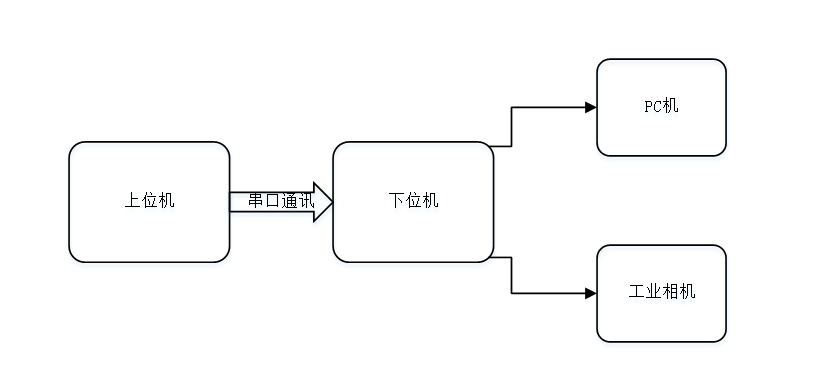
在本设计中基于机器视觉的玻璃缺陷检测系统有以下几个部分:图像获取装置、PC机图象处理部分、下位机报警部分。系统构成如图2.2所示
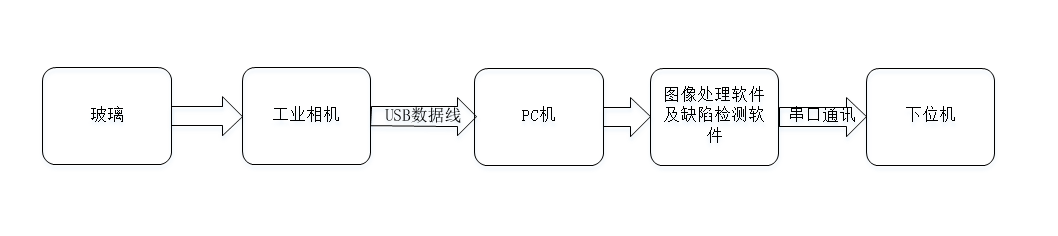
图2.2 玻璃缺陷检测系统示意图
该系统工作流程为:PC机对工业相机进行调用,控制工业相机对待检测的玻璃样本进行拍照,相机通过数据线将图像信息传输给PC机,PC机读入图像,对图像进行处理并检测,一旦发现玻璃存在缺陷,立即显示缺陷信息,并伴有报警提示音,同时给单片机发送信号,让单片机也执行相应的操作。该系统模拟工厂内的生产状况,PC机在总控室对玻璃缺陷进行检测,当发现不合格的玻璃时,进行报警提示并在本地生成缺陷数据文件,同时在生产线上的单片机也能接收到报警消息,从而提示工作人员进行后续的处理。
第3章 硬件部分选取与设计
3.1图像采集部分
3.1.1硬件选取
图像采集部分我使用的是IMAVISION大恒图像 MER-125-30UC 工业相机,可以输出彩色图像和灰度图像。相机的外观图如下图3.1所示。该相机是由大恒图像研发的数字相机,采用USB2.0接口,与电脑连接方便。外观小巧紧凑,尺寸为29mm×29mm×29mm,可在各种恶劣的环境下工作,具有可靠性高和性价比高的特点。相机的尺寸如下图3.2所示。该相机适合用于机器视觉领域,适用于测量、缺陷检测、拍照、二维码读取等应用。[7]该相机的具体参数如下表3.1所示。
表3.1 相机性能参数表
型号 | MER-125-30UC |
分辨率 | 1292(H)×964(V) |
帧率 | 30fps |
传感器类型 | 1/3”Sony ICX445 CCD |
像素尺寸 | 3.75 μm × 3.75 μm |
光谱 | 黑白/彩色 |
图像数据格式 | MONO8 /MONO12 / RAW8 (Bayer) /RAW12 (Bayer) |
数据接口 | Mini USB2.0 |
功耗 | 额定lt;1W (@ 5V DC) |
镜头接口 | C |
机械尺寸 | 29 x 29 x 29 mm,不含连接件 |
工作温度 | 0° C ~ 60° C |
工作湿度 | 10% ~ 80% |
重量 | 41g |

图3.1 工业相机MER-125-30UC外观图
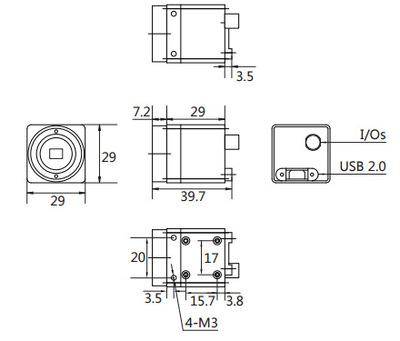
图3.2 相机尺寸图
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: