基于无线网络的车间数据采集系统的研究与设计毕业论文
2020-04-09 15:43:01
摘 要
abstract 6
一.引言 7
1.1课题研究背景与意义 7
1.11研究背景 7
1.12研究意义 7
1.2论文结构和主要研究内容 9
1.21论文的结构 9
1.22论文主要研究内容 9
二.整体设计方案 11
三.硬件设计及选型 12
3.1传感器的选择 12
3.1.1温湿度变送器介绍 12
3.1.2温湿度传感器的参数 12
3.1.3 具体接线 13
3.1.4计算方法 14
3.2 S7-200PLC 14
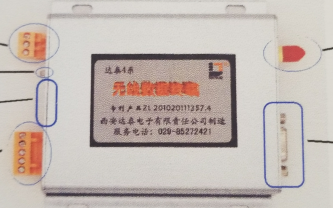
3.3 DTD433M无线数据终端 16
3.3.1 DTD433M无线数据终端概述 16
3.3.2 DTD433M无线数据终端技术指标 17
3.3.3 DTD433M的接线 18
四.系统软件设计 19
4.1 PLC软件的开发与介绍 19
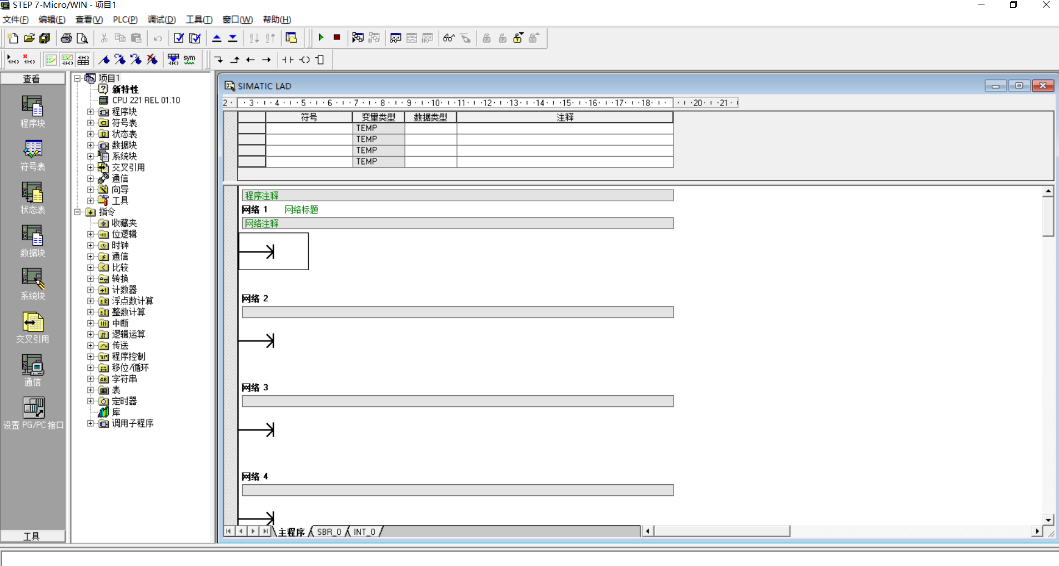
4.1.1 STEP 7-Micro/WIN V4.0 19
4.1.2 Modbus协议的介绍 20
4.1.3 Modbus库的安装 20
4.1.4 PLC程序设计 20
4.1.5 Modbus协议子程序 25
4.1.6 Modbus子程序的添加 26
4.1.7 PLC的仿真 27
4.2 C#程序的介绍与开发 31
4.2.1 C#编程语言介绍 31
4.2.2 C#通讯代码 31
4.2.2 C#上位机程序编写 32
五.金工车间数据采集 36
5.1 无线网络实时监控系统实物 36
5.2 车间环境实况图 36
5.3 金工车间的实地数据采集 38
5.3.1 调试上位机各选项 38
5.3.2 采集车间数据 38
六.总结与展望 39
6.1总结 39
6.2 展望 39
致谢 40
参考文献 41
摘要
建设车间环境参数采集与监控系统,可以有效提高生产车间生产效率。按照生产车间的实际状况研究车间环境参数采集监控系统,具有重要的实际意义。
针对学校金工生产车间存在大量“信息孤岛”的现象,环境参数依靠人工采集等情况。在分析金工生产车间环境参数采集监控现状、数据系统的便利性和安全性、设备的成本问题的情况后重点研究了基于Modbus协议的无线数据采集监控系统。本论文以温湿度传感器实时采集车间数据为下机位信息感知层,并利用西门子S7-200PLC作为数据中转中心,运用Modbus协议建立通讯,采用DTD433M无线传输终端作为实现无线通讯的设备,在PC机上运用C#编程语言编写上位机监控界面。最后将设备接通,到金工车间实时采集环境参数,采集的数据精确度高,效果良好。
关键字:PLC 、Modbus协议、S7-200、C#、DTD433M
·
abstract
The establishment of data acquisition and monitoring system is an important way to improve production efficiency of production workshop. It is of great practical significance to develop real-time data monitoring system according to the actual situation of the workshop.
Aiming at a large number of "information isolated island" phenomenon in a metalworking workshop, there is a lack of unified real-time data monitoring platform. After analyzing the status of the monitoring and monitoring of environmental parameters in the metalworking workshop, the convenience and security of the data system, and the cost of the equipment, the wireless data acquisition and monitoring system based on the Modbus protocol is emphatically studied. This paper uses the temperature and humidity sensor to collect the workshop data in real time as the lower information perception layer, and uses the SIEMENS S7-200PLC as the data transfer center, uses the Modbus protocol to establish the communication, uses the DTD433M wireless transmission terminal as the equipment to realize the wireless communication, and uses the C# programming language to write the upper computer monitoring interface on the PC machine. Finally, the equipment is connected to the metalworking shop to collect environmental parameters in real time, and after field acquisition, it runs well and achieves good results.
Keyword:PLC、Modbus Agreement、S7-200、C#、DTD433M
一.引言
1.1课题研究背景与意义
1.11研究背景
工业是我国经济发展的驱动引擎,它驱动着中国改革开放以来经济的腾飞。其中制造业的规模占我国GDP的42.5%,是我国工业的核心,支撑了我国经济的发展。但是根据当今形势,我国制造业仍存在创新能力不足等问题,这些问题的存在让我国制造业的缺乏核心竞争力,作为制造业大国的中国,距离制造业强国的地位还有一段距离。
随着社会的进步和经济发展,车间环境问题越来越受关注,良好的车间环境,能够保证工人的安全舒适性。所以对车间环境数据进行采集和监控十分重要。老式的车间环境参数采集监控基本上都是由人力完成的,浪费资源的同时又不是很及时,采集数据后又以人工调节车间设备来达到环境要求,效率低下。如果继续采用人工值班检查的方式,既浪费资源又浪费时间,而且效率低。现场生产数据记录的准确性、及时性是否全面都无法确保、无法考察,而且对整个现场的总体管理水平低。当车间环境出现异常情况时,也不能及时的发现,无法采取相关的措施来解决这些问题。
为了解决信息“信息孤岛”现象,生产车间的实时数据采集和智能化的远程监控就显得尤为重要。与此同时车间数据的采集,需要有较高的即时性和安全性,在现在的社会上,部分车间的生产环境十分恶劣,是很难达到的。在车间的具体生产环境中,温度与湿度至关重要,关系到车间生产的安全性和舒适性,也关系到车间生产的稳定。车间实时数据采集监控的实现,可以即时监控车间的温度与湿度,并对生产进行合理的规划。使车间不会因为温度湿度的超出而导致生产生活无法正常进行。同时温度湿度的实时监控,可以有效的保证设备的安全,提升生产的效率,保障工人在正常的环境中进行生产与生活。所以车间数据的实时监控,对于智能工业尤为重要。
1.12研究意义
论文是研究设计基于Modbus协议的无线通讯的车间数据采集监控系统这一课题 ,目的是提出一套适用于金工车间的无线网络环境参数采集监控系统,有效提高金工车间的智能化管理水平。基于无线网络的车间环境参数实时采集监控系统的设计成功,可以显著减轻信息孤岛的现象,为金工车间全面信息化建设工作的提升奠定一个坚实而良好的基础 。
目前生产车间的远程监控系统已经摆脱了传统的监控模式,由早期的仪表监测,变为以微电子学为基础,结合了微电子、电力电子、网络通讯技术的远程监控系统。即进入了大量应用 PLC(Programmable Logic Controller)、DCS(Distributed Control System) 和 SDACA(Supervisory Control And Data Acquisition)系统的时期。
(1)PLC研究背景
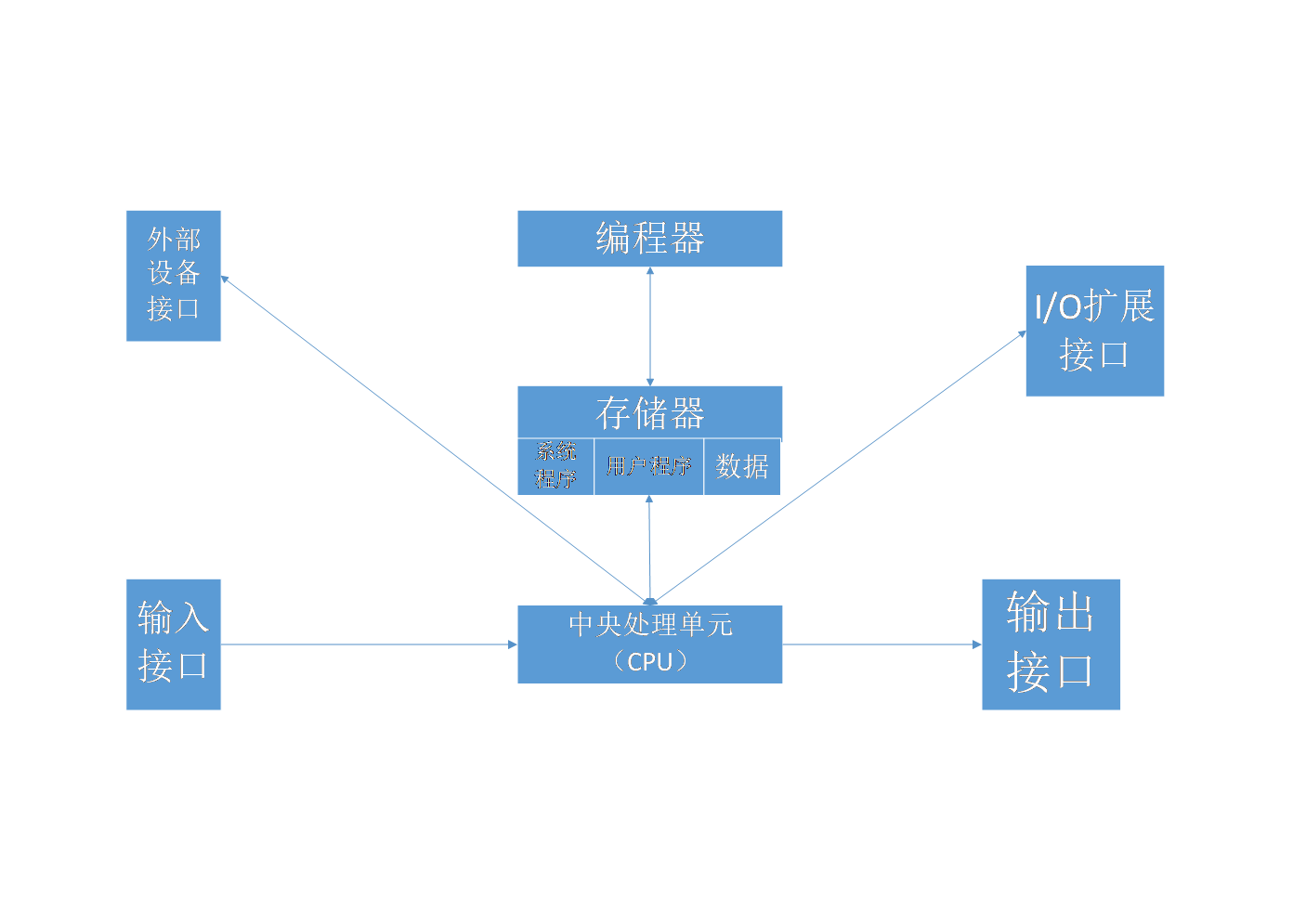
PLC是基于微处理器技术的通用工业自动化控制设备,相当于一个小型的计算机,CPU控制设备的运行,存储器区域存储着设备的运行数据。由于PLC可靠性高,抗干扰能力强,能适应各种恶劣的工业环境,易学、易懂并且控制功能、通信功能强大,广泛用于顺序控制,过程控制,运动控制领域。PLC通过连接I/O设备和各种现场总线构成网络系统 ,奠定了工厂自动化基础。
可编程逻辑控制器PLC诞生于1960年代末的美国,最开始的形式是准计算机。一开始只有自动控制这一单一工序, 可以说是一种继电器控制装置的替代物。但在I/O接口电路上有些改进以便适应工业控制现场的要求,器件选择上使用了磁芯存储器、分立元件和中小规模集成电路以提高抗干扰能力。软件方面采用梯形图,易被电气工程技术人员接受,性能优于普通继电器控制装置。首先应用在汽车流水线上。
从1970年代开始,直到1980年代末期,PLC设备开始发展成熟。在微型处理器开始进入实际应用以后,PLC的设备结构发生了革命性的改变。在工业发展强国日本、美国、德国的企业将微处理器取代之前的老式处理器,大大的加强了PLC的功能性。在原有的自动控制这一单一功能上,又增加了通信、传输、运算、处理数据等功能,在当时有的PLC已经开始出现数据寄存器这一功能,使其前途更加宽广。
1980年代末期到现在,已经过去近三十年,在当今电子工业发展迅速,集成电路技术大规模发展的今日。PLC迸发出了无限广泛的应用前景,各大企业纷纷为PLC开发专门的逻辑处理CPU,而今的PLC较之往日已经发生了巨大的改变,在软硬件方面都与过去有着巨大的差别。PLC中的微处理器芯片也随着电子工业的发展而逐渐提高,进入21世纪以后,工业标准化开始在全球实行,PLC的软硬件的发展也开始迈向标准化,这样才能契合不同企业在工业控制方面的需求。
(2)数据采集研究背景
改革开放以来,中国科技飞速发展,信息化产业也得到了长足的进步。在这些条件下,车间环境参数采集和监控系统也逐渐发展了起来,在人们追求完生活条件的优越性以后,与此同时开始了对生产环境的追求,这也是车间环境参数采集监控系统发展的重要因素。在当今社会中,制造企业的生产管理变得更加人性与智能,生产管理的改变也带来了效益的增加。当前运用较多的数据采集监控系统有机房环境监控系统。由计算机网络组成,同时运用了通讯技术、数据库、传感器、自动控制技术等前沿技术,是一种基于计算机,同时融合了自动数据采集,然后监视控制设备(如吹风机、空调、门禁)。从而让车间生产的数据采集摆脱了以人力为基础,二十四小时不间断人力采集的状况,实现了车间数据采集的自动化监控的智能监控。
1.2论文结构和主要研究内容
1.21论文的结构
本论文介绍了基于 PLC 和C#的基于无线网络金工车间数据采集系统的设计,主要内容结构如下:
第一章 绪论首先介绍了本文研就无线数据采集系统的现实背景,然后介绍了系统所用各部分的研究现状。
第二章 首先提出车间数据采集系统整体方案。
第三章 介绍了实时监控系统所需的硬件设备,并对硬件设备的参数进行了介绍
第四章 介绍了STEP7 PLC编程软件与C#编程语言,然后详细介绍了PLC下位机与C#的编程流程,同时还介绍了PLC下位机与C#上位机基于Modbus协议的通讯。
第五章 对金工车间数据采集系统实时数据采集与分析
第六章 总结与展望
1.22论文主要研究内容
(1)根据金工车间的具体情况,分析了现有数据采集方案,以选择金工车间数据采集的方案。
(2)根据控制系统的方案选择 PLC 及其特殊功能模块、各类传感器、上位机数据采集软件。
(3)完成基于C#的上位机监控系统设计和和基于 PLC 的下位机软硬件设计,从而通过上位机下位机的分布式控制,实现对环境参数采集、参数上限下限的设置、执行部件状态显示。
(4)对整个系统各方面进行测试分析,主要包括传感器校准,功能测试和数据分析。
二.整体设计方案
论文设计的基于无线网络车间环境数据采集与监测系统,需要通过采集车间内的温度、湿度等参数来确定系统的总体方案。高效稳定的实现车间环境的实时监测。从车间环境和实际需要出发,设计的系统要求具有良好的可靠性、准确性,确保主要参数(温度、湿度等)的计量误差小于5%。 安全性高,系统的通讯协议模式、数据格式必须与前期的系统相兼容。车间环境数据采集系统以PLC为核心,应用温湿度传感器、噪音传感器对车间的温度、湿度等数据进行采集。
本文需要研究一个基于无线网络的车间环境监控系统,以生产车间为研究对象,需要采集车间湿度、温度等信息。其中,利用各个传感器采集现场的环境数据,以西门子s7-200为数据中转站,通过两个DTD433M无线数据终端进行通讯,最后利用上机位C#通过无线数据终端DTD443M连接s7-200,实时监控车间环境。
PLC是基于微处理器技术的通用工业自动化控制设备,相当于一个小型的计算机。由于PLC可靠性高,抗干扰能力强,能适应各种恶劣的工业环境,易学、易懂并且控制功能、通信功能强大,广泛用于顺序控制,过程控制,运动控制领域。本文以PLC作为下位机,在个人计算机上用C#语言编写的采集界面作为上位机,采集PLC数据,并将数据显示在远程操控的计算机上,最终方便操作人员的读取和管理。上位机与下位机之间可以通过Modbus协议建立通信。Modbus协议是一种主-从协议。
实验采用的仪器主要有RS-WS-*-2-*型温湿度变送器,用来测量外界温度和湿度,温度测量范围是-40°C~ 80°C,湿度测量范围在0~100%之间,输出的电流信号都范围是4~20mA;;使用C#编程语言编程采集数据。
实验采集的是储存在PLC中的传感器数据,实时获取传感器检测到的车间环境数据。首先外界温度,湿度,通过传感器的敏感元件在供电的情况下产生微弱的电信号,存储在输入模拟量寄存器AI中,占据16位的存储空间。然后通过西门子编程软件Step7 编写PLC程序,对存储在AI中的数字信号进行字符转换和计算处理,转化为工程量温度数据再存储在变量寄存器V中,程序下载到PLC中。最后PLC通过无线数据终端DTD433M链接到PC机上,PC机上用C#语言编写的上位机程序从PLC中把数据采集出。
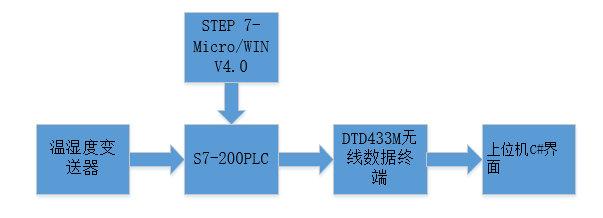
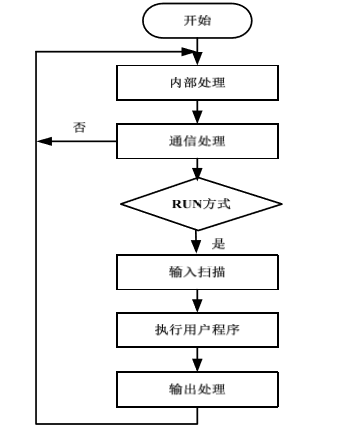
图2-1 整体流程图
三.硬件设计及选型
3.1传感器的选择
3.1.1温湿度变送器介绍
本论文将采用:RS-WS-*-2-*型温湿度变送器,用来测量金工车间的温湿度,温度量程为-40~ 80摄氏度,湿度量程为0~100%,输出的电流信号都是4~20mA,输出电压的信号是0~10V。本温湿度传感器为壁挂高防护等级外壳,防水等级为IP65,防雨雪且透气性好,可用于生产车间或农业大棚等高湿度场合。电路采用美国进口工业级微处理器芯片、瑞士进口高精度温湿度传感器,确保温湿度变送器优异的可靠性、高精度和互换性。输出信号为标注的Modbus-RTU协议。

图3-1温湿度变送器实物图
3.1.2温湿度传感器的参数
直流供电(默认) | 10~30V DC | |
最大功耗 | 电流输出 | 1.2W |
电压输出 | 1.2W | |
精度 (默认) | 湿度 | ±3%RH(5%RH~95%RH,25℃) |
温度 | ±0.5℃(25℃) | |
变送器电路工作温度 | -40℃~ 60℃,0%RH~80%RH | |
探头工作温度 | -40℃~ 120℃,默认-40℃~ 80℃ | |
探头工作湿度 | 0%RH-100%RH | |
长期稳定性 | 湿度 | ≤1%RH/y |
温度 | ≤0.1℃/y | |
响应时间 | 湿度 | ≤8s(1m/s 风速) |
温度 | ≤25s(1m/s 风速) | |
输出信号 | 电流输出 | 4~20mA |
电压输出 | 0~5V/0~10V | |
负载能力 | 电压输出 | 输出电阻≤250Ω |
电流输出 | ≤600Ω | |
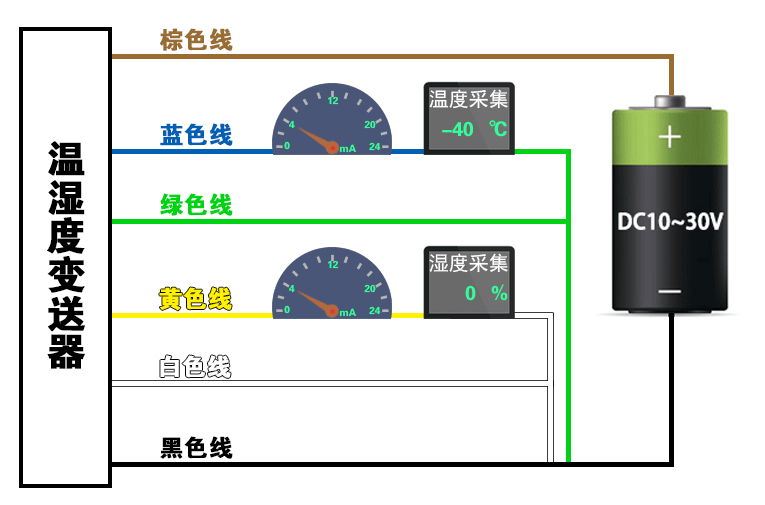
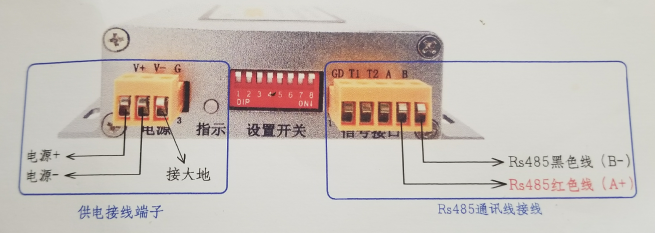
3.1.3 具体接线
(1)电源接线
宽电压 10~30V 直流电源输入。针对 0-10V 输出型设备只能用 24V 供电。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: