基于PLC的钢筋定长切断装备的电控系统设计毕业论文
2020-02-14 13:19:16
摘 要
本次设计的题目是基于PLC的钢筋定长切割控制系统设计,采用PLC为控制器来控制钢筋切割设备的运行,以通过本次钢筋切割设备控制系统的设计,提高自己的专业技能,熟悉自动化设备控制系统的设计流程。钢筋切割设备是现在城市建设建设中必不可少的自动化设备,本次设计通过使用PLC控制器来替代原有的单片机控制,通过必要的传感器或者限位开关来检测钢筋切割设备的运行状况,实现对钢筋切割设备的自动化控制。
本文的重点在于对PLC控制系统的设计与论述,通过比较传统继电器控制系统以及单片机的控制系统,达到控制方案的最优化。本次设计包括钢筋定长切割的PLC控制程序,PLC的输入输出点分配,基于PLC的钢筋切割设备控制系统电路原理图以及关于钢筋切割设备的设计说明书。
关建词:钢筋定长切割 ;PLC;继电器
Abstract
The topic of this design is based on the design of the fixed length cutting control system of steel bar based on PLC. The PLC is used as the controller to control the operation of the steel bar cutting equipment. Through the design of the control system of the steel bar cutting equipment, we can improve our professional skills and be familiar with the design process of the automatic equipment control system. Steel bar cutting equipment is an indispensable automation equipment in urban construction. This design uses PLC controller to replace the original single-chip computer control, and detects the operation status of steel bar cutting equipment through necessary sensors or limit switches, so as to realize the automation control of steel bar cutting equipment.
This paper focuses on the design and discussion of the PLC control system. By comparing the traditional relay control system and the single chip control system, the control scheme is optimized. This design includes the PLC control program of steel bar cutting with fixed length, the distribution of input and output points of PLC, the circuit schematic diagram of the control system of steel bar cutting equipment based on PLC and the design instruction of the steel bar cutting equipment.
Key words: steel bar fixed length cutting PLC relay
目录
第一章 绪论 6
1.1选题背景 6
1.2 钢筋切割设备的研究现状 7
1.3控制器PLC的简介 8
1.4钢筋切割设备的国内外发展现状 9
1.5可编程控制器PLC的发展历程 10
1.6本文所做的主要工作 11
第2章 钢筋切割设备控制系统总体方案论证 12
2.1钢筋切割设备的主要控制要求 12
2.2 基于控制方案论证与选择 13
第3章 钢筋定长切割设备的硬件设计 17
3.1交流接触器的选型 17
3.2钢筋切割设备驱动电机的选型 17
3.3传感器选型 18
3.4 控制器PLC的选型 18
3.5钢筋切割设备的I/O分配表 20
3.6钢筋切割设备控制原理图 22
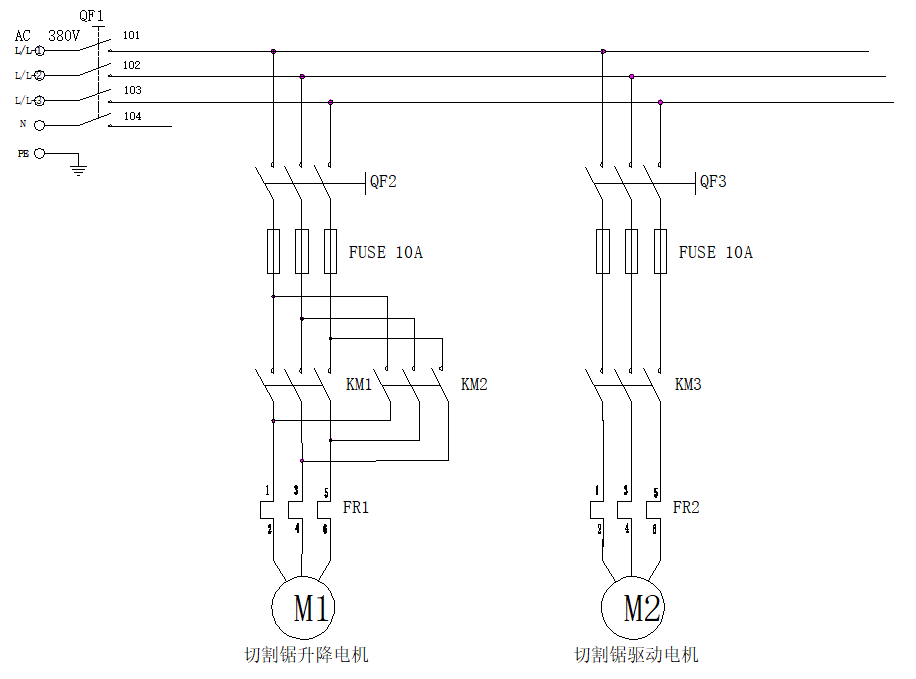
3.7钢筋切割设备主电路原理图 23
第4章 钢筋切割设备控制系统软件设计 25
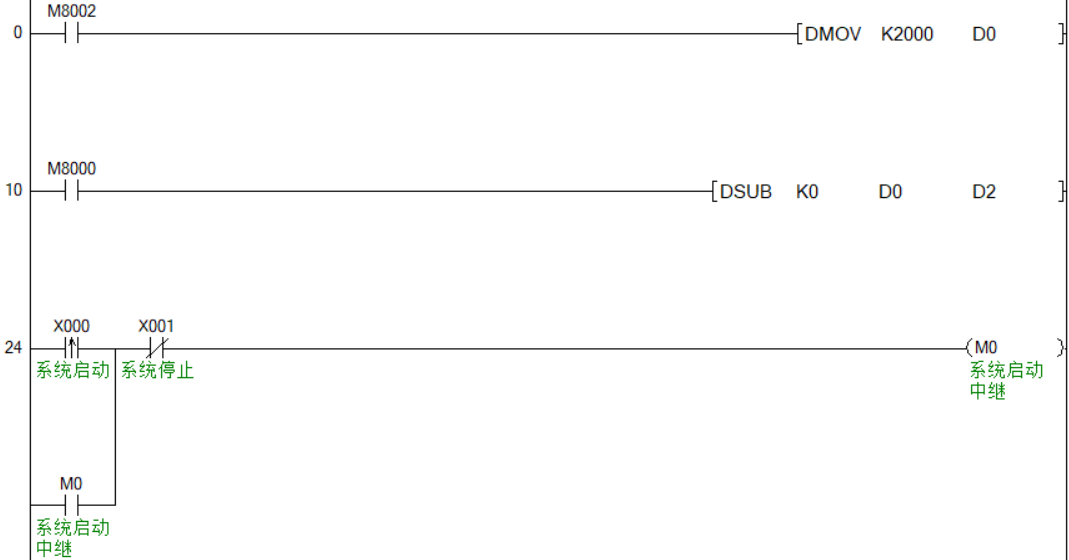
4.1 送料与复位环节软件设计 25
4.2 夹紧松开环节软件设计 25
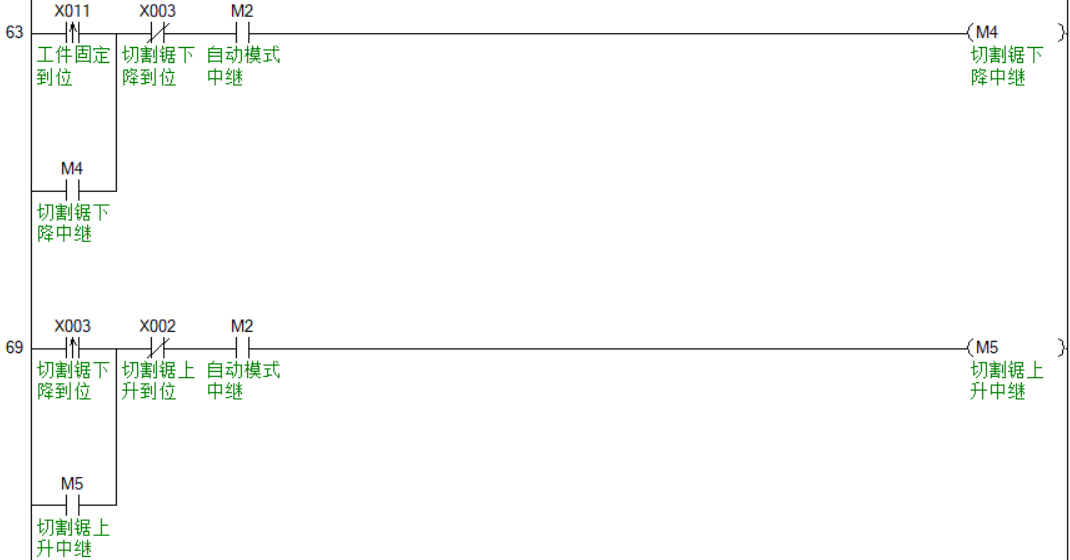
4.3 切割环节软件设计 26
4.4输出环节软件设计 26
附录 钢筋切割设备控制系统的梯形图程序与指令表语言 28
梯形图程序 28
钢筋切割设备程序的指令表语言 31
结 语 34
参考文献 35
致谢 36
第一章 绪论
可编程控制器在计算机技术的蓬勃发展下应运而生,其强大功能更是助力了自动化设备控制系统的发展。在应用上,可编程控制器的可靠性高,工程师编程容易,设备售后维修方便,整体通用性好,体积较小等是可编程控制(PLC)的优势和特点 ,也因为这些重要特点,PLC势不可挡地成为现代用途最为广阔的工业控制器。但是,原始的逻辑控制的场合只是PLC的基础应用,如今,PLC的应用已经延伸到过程控制、位置控制、网络通信等工程领域。而且,通过运用PLC内部定时器的功能,实现自动化设备系统的并行处理目的,会令自动化设备系统有更高的可靠性,维修工作更加便利,同时性价比会变得更高,用PLC控制的自动化设备运行效率无疑会更高。
当前,自动化设备正在迈进一个全新的领域,一个依靠自动化的阶段。随着新的管理理念的引进,设备运作和处理流程管理也掀开了新的篇章,处理流程全部自动化也在设备处理过程中慢慢普及。随着经济的发展和科技水平的发展,设备方面的发展也得到了巨大的拓展。伴随着设备通信网络技术,技术装备水平也在不断的提升,自动化已经在设备处理中得到实现,自动化领域也迈出了历史性重要的一步。
1.1选题背景
钢筋切割设备作为城市建设中常用的机械类产品之一,不仅具有复杂精密的机械结构,同时兼具稳定可靠的工作性能。而且,此类产品涉及众多学科的理论知识和实践成果,主要综合的学科有:机械工程,材料工程,电气工程,计算机辅助工程,建筑工程等,是一项高智慧的工程机械。尤其随着21世纪的科学进步,人们追求快捷的生活节奏的同时,对健康的生活品质也很执着。就钢筋切割设备来说,虽然目前的科学技术已经把钢筋切割设备的相关构造部件以及使用环境等因素全部综合考虑在钢筋切割设备的设计因素里面,而且设计制造过程中,钢筋切割设备相关的产品都采用较高的安全系数和行业标准,虽然在钢筋切割设备设计的最初,设计者们已经充分考虑到了相关的隐患问题,对一些可能危及工人安全问题的地方做出了充分的反应,但是明显随着现代人生活质量的提高,有很多急需改变的问题需要我们去面对。现阶段,钢筋切割设备的控制系统相关技术(以下简称电控系统)发展迅猛。其中最被行业内部看好的,就算是PLC和微型计算机为主要构成的电控系统。综合运用plc相关机械语言汇编的电控系统,不仅具有较高的精准定位功能,较好的时间反应功能,以及较为稳定的长时间高负载运行能力,还解决了现阶段钢筋切割设备相关控制系统不具备的后期维护以及安装较为快捷的世纪难题。因此,PLC相关的电控系统的开发,逐渐成为研究者们的热门方向。
传统使用的钢筋切割设备控制系统(以下简称电控系统)采用的控制方法比较单一,就是通过简单的继电器和接触器的配合完成相应的目标任务。但是继电器的接触器的多个接触位点所带来的多个危险接触点,以及高故障率,维修时间久,受外部因素影响剧烈,以及安装维护工作量大等缺点,所以采用PLC控制钢筋切割设备系统。目前,可编程控制器(PLC)成为工业领域中最重要、应用最多的控制装置之一,具有可靠性高,抗干扰能力强、功能完善,适应性强、调试维修方便等特点,经过30多年的发展,PLC已广泛应用于石油、化工、建材、电力等各行各业,其主要控制功能包括开关量控制、模拟量控制、运动控制、数据处理和通信联网。
本次毕设中,计划设计出一种针对于现在三四线城市很常见的住宅楼建设过程中专用钢筋切割设备的PLC电控系统。设计过程中,参考三菱FX系列产品的设计办法,同时基于可编程控制器的基础上进行一系列深入的研发工作,从而完成一系列的设计工作。最后的结论部分基本完成预期的工作目标,并且通过相关的实验数据表明本系统具有较高的稳定工作能力,以及较高的工作价值,基本完成相关的设计工作。
1.2 钢筋切割设备的研究现状
钢筋切割设备就是典型的自动化设备,因为钢筋切割设备刚被发明时,严格意义上不算是钢筋切割设备,起初的钢筋切割设备由蒸汽机驱动。随着电气时代的到来,蒸汽驱动的钢筋切割设备被逐渐取代,改用交流电与三相交流异步电机来驱动。那时候的钢筋切割设备控制系统是由继电器来控制,设备也不能像现在使用的钢筋切割设备那样实现自动开关。早期的钢筋切割设备由人手动打开关闭,钢筋切割设备刀锯的升降也是人为手动控制按钮的升降来实现。在第二次世界大战以后,随着半导体芯片的应用,钢筋切割设备逐步实现了自动化的控制。那时的钢筋切割设备采用的是单片机控制,直到今天,很多钢筋切割设备依然是由单片机来控制的。
进入21世纪的今天,钢筋切割设备在城市生活中随处可见,每一栋高层建筑的建设中,必不可少的就是钢筋切割设备,钢筋切割设备的机械结构已经日趋成熟,改进的空间并不大。几乎每一家钢筋切割设备制造商的机械结构都大同小异,并没有很大的区别。目前的钢筋切割设备值得改进的是钢筋切割设备的控制部分,每一种钢筋切割设备的控制方式都不同。简单的钢筋切割设备可以采用继电器来控制,绝大多数的钢筋切割设备都是由单片机来控制。单片机批量生产的情况下成本比较低,但是单片机运行并不稳定,程序的修改也比较麻烦。在各个钢筋切割设备生产制造商之间,也有用PLC来控制钢筋切割设备的。PLC是专用的工业控制器,PLC运行稳定,程序修改方便,抗干扰能力强,能够适应各种复杂的工作环境。把PLC应用于钢筋切割设备的控制系统里面,可以为钢筋切割设备的控制应用开辟一条新的思路。
1.3控制器PLC的简介
PLC在工业自动化的应用中是十分广泛的,几乎每一台自动化设备都能看到PLC的身影。PLC是工业控制器的英文简称,全名叫可编程序控制器,顾名思义,可编程控制器的程序是可以反复擦除反复写入的,这就为后续自动化改进留下了空间。并且可编程控制器PLC的程序上传下载次数不受限制,理论上可以无限次的对PLC内部的程序进行修改,这样可以有效的降低自动化项目的开发成本。PLC的程序写入方式有两种,一种是早期的手持式编程器,另一种是现在使用的电脑通信上传下载。由于早期的个人电脑普及率低,PLC的程序通常是由手持式编程器进行编写和上传下载的。这种编程方式效率低,无法对运行的程序进行现场监控,出现问题的时候也无法及时的找出问题,排除故障。这种编程方式只适合简单的控制程序,无法对复杂的中大型项目进行开发,随着个人计算机的普及以及可编程控制器PLC的发展,手持式编程器被市场淘汰,现在市面上已经很难再看到手持式编程器的踪影了。
随着个人电脑的普及以及可编程控制器PLC的不断发展,现在的编程方式几乎都是使用个人电脑。个人电脑编程效率高,可以实现对程序的在线监控,方便程序的更改与写入。
可编程控制器PLC与电脑的通信通常采用以太网协议,这种通信方式简单稳定,易于初学者使用,对于非通信专业出身的PLC电气工程师来说,以太网通信省去了复杂的通信协议,在使用中只需要更改波特率,通讯站点端口,通信模式的选择就可以了,这样的通信方式提高了项目开发的效率与稳定性,降低了自动化项目的生产成本,在各种不同品牌的PLC中,以太网通讯被广泛使用。
可编程控制器PLC的起源较早,最早可以追溯到上个世纪60年代末,由美国通用汽车公司开发了世界上第一台可编程控制器。早期的可编程控制器功能比较简单,设计的主要目的是为了替代继电器的复杂接线系统。此时的可编程控制器PLC也仅仅能进行简单的逻辑控制,简化汽车上产线上控制系统的接线。随着时代的发展,原始的可编程控制器越来越难以满足工业自动化的需求。随着上个世纪70年代微处理器的问世,可编程控制器也出现了革命性的飞跃,各国也开始了可编程控制器的研制。DCS-8系列可编程控制器于1971年在日本问世,紧随其后,德国也推出了自己的可编程控制器,我国的第一台可编程控制器是1974年开始研制的。于1977年研制成功并在工业领域推广。
随着微处理器的问世,可编程控制器的功能也得到极大的发展。在原有继电器的逻辑控制基础上,可编程控制器又添加了数据处理,数据运算的功能,这大大的提高了自动化的进程。到上个世纪80年代,可编程控制器已经大量的应用于工业控制领域,此时的可编程控制器已经具有了模拟量处理,PID运算的功能,并且运算速度得到了较快的提高,体积也变得越来越小。这些功能,奠定了可编程控制器在自动化控制领域无可替代的地位。可以说,是可编程控制器的发展,奠定了当下的工业自动化的高效产能。可编程控制器本质上是一种专用于工业控制的微型电脑,本质上,可编程控制器与单片机相同,都是由电源模块,中央处理器模块,输入模块,输出模块,以及存储单元组成。
1.4钢筋切割设备的国内外发展现状
上世纪三十年代末期,奥提斯公司创造性的提出一垂直切割机的概念,并经之不断努力设计出第一部靠电机驱动的切割机,并逐渐经过演化成为今天的钢筋切割设备。钢筋切割设备在驱动的方法上,经过几十年的飞速发展,也有了长足进步,从最初的牵引式驱动到现在主流的电机驱动,已经见证了钢筋切割设备驱动系统的更新换代。现阶段,在满足大多数企业快捷,高速,准确的生产需求之后,人们主要把眼光集中于安全,干净,精准等方面,同时也对基本需求的要求目标进一步提升。初期的钢筋切割设备运行过程中存在很多问题:机械效率低下,故障维修困难,噪声大以及平稳性差,对设备机械结构要求较高等等问题。随着配套硬件的发展改善,对于钢筋切割设备的电控系统也同样重要,也未曾被人们放弃。Plc既保留了电控系统一贯主张的安全性,也真实推动了电控系统的准确性,可靠性。同时,还依靠简单易操作的性质,成为电控系统行业的新宠。
尤其在我国,近几十年来,钢筋切割设备相关的一系列技术都取得非凡的成果。而且现存的较大的钢筋切割设备产业的厂家,以行业巨头为引领,都在积极的调整相关工作方法,积极提升部分核心技术,努力研发核心技术,制定一系列的中国标准。继电器主控的顺序控制方法一度成为电控相关系统研发的重点,但是新世纪技术的飞进,也让该类型系统一度陷入死局。Plc的起源基础理论就是根据顺序逻辑控制方法诞生的。可以说是为现代工业生产大环境下数字选算操作的最佳选择。因此,主流研发公司逐渐将眼光转战到plc的电控系统研发。
伴随着电气装备中广泛运用的交流变频调速技术飞速发展,钢筋切割设备的垂直起降驱动系统已经逐渐从直流调速时代飞跃到交流变频时代。所以,plc结合现代变频调速的技术以后,必将成为行业的主流应用设施。伴随各种电气设备机械设备以及电控系统的发展,也必将给世人带来更加安全,快捷,稳定,精准的高效切割加工工具。
1.5可编程控制器PLC的发展历程
可编程控制器PLC的起源较早,最早可以追溯到上个世纪60年代末,由美国通用汽车公司开发了世界上第一台可编程控制器。早期的可编程控制器功能比较简单,设计的主要目的是为了替代继电器的复杂接线系统。此时的可编程控制器PLC也仅仅能进行简单的逻辑控制,简化汽车上产线上控制系统的接线。随着时代的发展,原始的可编程控制器越来越难以满足工业自动化的需求。随着上个世纪70年代微处理器的问世,可编程控制器也出现了革命性的飞跃,各国也开始了可编程控制器的研制。DCS-8系列可编程控制器于1971年在日本问世,紧随其后,德国也推出了自己的可编程控制器,我国的第一台可编程控制器是1974年开始研制的。于1977年研制成功并在工业领域推广。
随着微处理器的问世,可编程控制器的功能也得到极大的发展。在原有继电器的逻辑控制基础上,可编程控制器又添加了数据处理,数据运算的功能,这大大的提高了自动化的进程。到上个世纪80年代,可编程控制器已经大量的应用于工业控制领域,此时的可编程控制器已经具有了模拟量处理,PID运算的功能,并且运算速度得到了较快的提高,体积也变得越来越小。这些功能,奠定了可编程控制器在自动化控制领域无可替代的地位。可以说,是可编程控制器的发展,奠定了当下的工业自动化的高效产能。
可编程控制器本质上是一种专用于工业控制的微型电脑,本质上,可编程控制器与单片机相同,都是由电源模块,中央处理器模块,输入模块,输出模块,以及存储单元组成。可编程控制器的内部基本组件如下图所示。
1.6本文所做的主要工作
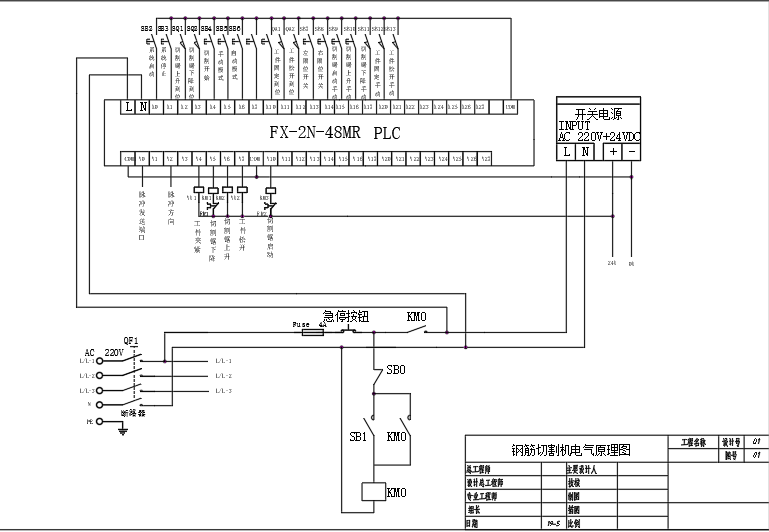
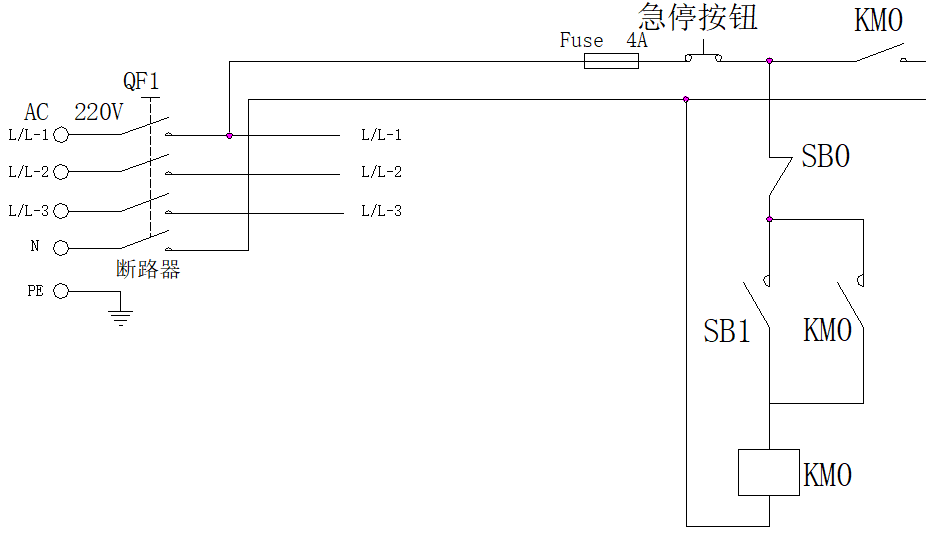
本文为基于PLC控制的钢筋切割设备控制系统,在本次设计的设计报告中,做了关于PLC控制的钢筋切割设备设计,运用三菱的编程软件编写了三菱FX系列梯形图程序,并对所编写的程序进行了必要的文字阐述。绘制了PLC控制的钢筋切割设备电气原理,对电气原理图及主要开关元器件和主要电路进行了注解。添加了PLC的I/O分配表,以及PLC程序的指令表语言。
第2章 钢筋切割设备控制系统总体方案论证
2.1钢筋切割设备的主要控制要求
本次设计的主题是钢筋定长切割的控制系统,主要考虑用新的方式改善现有的钢筋切割设备控制方式,达到降低钢筋切割设备的生产成本,提高钢筋切割设备的稳定性和灵活性的目的。钢筋切割设备是现在城市建设中必不可少的加工设备,本次设计通过使用PLC控制器来替代原有的单片机控制,通过必要的传感器来检测钢筋切割设备的运行状况,实现对钢筋切割设备的自动化控制。本文的重点在于对PLC控制系统的设计与论述,通过比较传统继电器控制系统以及单片机的控制系统,达到控制方案的最优化。本次设计包括钢筋定长切割的PLC控制程序,PLC的输入输出点分配,基于PLC的钢筋切割设备控制系统电路原理图以及关于钢筋切割设备的设计论文。
本次设计的钢筋切割设备由步进电机定长送料,步进电机的脉冲发送采用可编程控制器PLC来控制。步进电机可以做高精度定位运行,只要设置好步进电机的脉冲数,设置好电子齿轮比,就可以运用步进电机对待切割的钢筋进行定长送料。钢筋的切割由切割机来执行,切割机由三相交流异步电机来驱动,切割机可以做上升和下降的直线运动。切割机的升降由三相交流异步电机来驱动。为了程序的控制方便性,本次设计了两个用于检测送料机构位置的传感器,当送料机构送料到达时,左限位开关导通,当送料机构返回原点时,右限位开关导通。
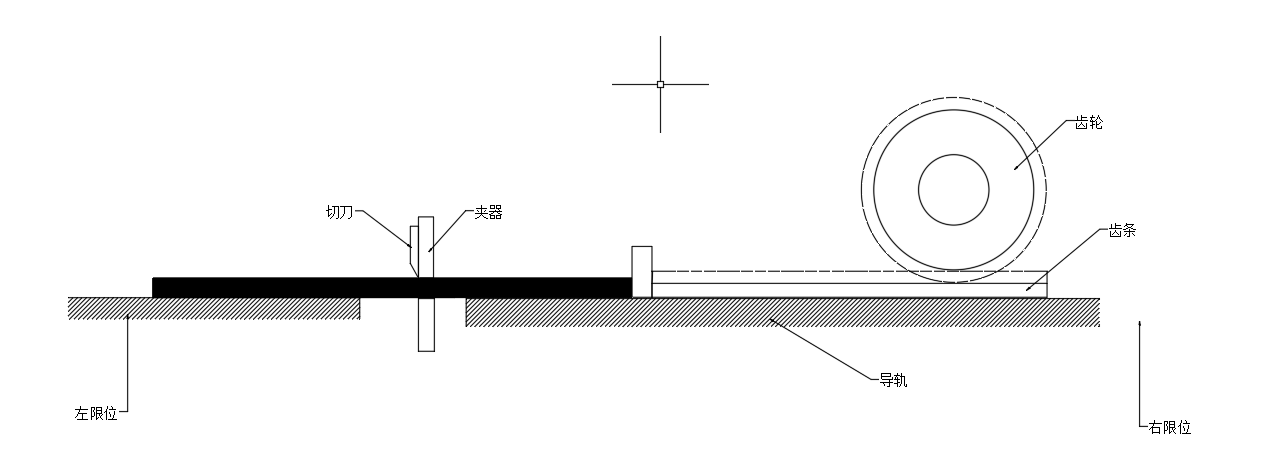
图2.1切断系统示意图
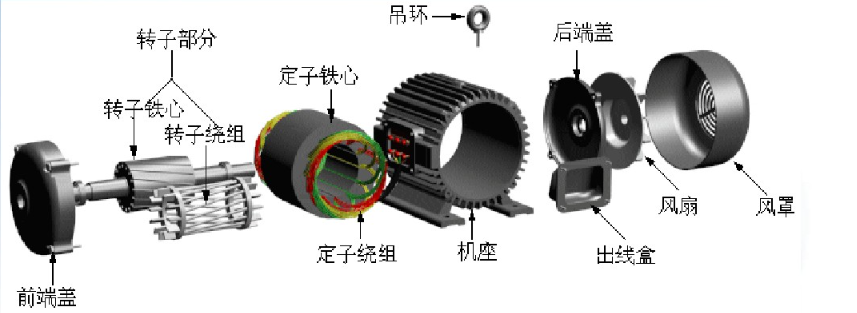
钢筋切割设备是特殊功用的机电设备。通常来说,机械构件部分就是机电设备的运行基础,就像一个完整的汽车框架。而电气相关部分就是整个汽车的发动机和中控系统,负责调动整个机器的运转以及对各个部分进行参数的监控和调节。通过机械构件和电气部分的紧密配合,才会让机电设备流畅的运行。虽然市面上在售的钢筋切割设备具有很多的种类,但是主流的钢筋切割设备都是采用由电力做主要驱动。内部构成中,机械部分主要有驱动系统部件,机架和电控系统部件,导向部件以及机械安全部件组成;在电控部分,除了电动系统还有电气安全保护系统等系统共同组成。
下面对主要的系统做出简要的介绍:
导向部件:导向部件的主要构成由钢筋切割锯上下的导轨,控制位移的导靴,以及保证运行平稳性的导轨架。导轨在导轨架上安装,是为了规划出主要的钢筋切割设备运行路径,但是钢筋切割设备的切割锯在升降的过程中,主要的停顿以及重新开机的把握主要是靠导靴完成,它就像钢筋切割设备的离合器和刹车片。
电气控制系统部件:在钢筋切割设备的整个系统中,所有的参与钢筋切割设备运行的相关系统统称为钢筋切割设备的控制系统。其主要构成由:1、控制装置;2.操作装置;3.保护装置;4.定位装置。其中控制装置最为重要,是钢筋切割设备运行的大脑,它会根据钢筋切割设备运行过程中的逻辑要求,及时准确的调控钢筋切割设备的运行方式。操纵装置主要有两部分构成,一部分就是钢筋切割设备的模式控制按钮,另外一部分就是位置检测装置,采用传感器来实现切割机当前的位置状态。位置显示装置,其实就是对现阶段钢筋切割设备运行的观察信号装置。
机械安全部件:因为钢筋切割设备的机械结构的精密性,钢筋切割设备系统中,安全保护的主要分为两个方面进行设置。其一是机械的安全结构,其二就是电气系统的安全结构。机械的安全结构主要是由限速器、缓冲器等机械机构,对钢筋切割设备平稳可靠运行加工要作用。电气保护系统就是包含紧急刹车系统、报警系统、电路保护系统等,都会在钢筋切割设备运行的过程中具体体现。
2.2 基于控制方案论证与选择
单片机是我们生活中常见的一种控制器,单片机也可以称作微机,既微型电脑。生活中常见的家用电气比如空调,电冰箱,微波炉,家用洗衣机等都是由单片机来控制的。单片机的应用比PLC更加的广泛,并且在大批量生产的状态下,单片机的成本要比PLC更低。单片机的种类繁多,最熟悉的一种便是我们大学所学的89C51型单片机。在控制结构上,单片机有外部信号采集输入部分,内部程序运算处理部分,外部输出负载控制部分。单片机的编程采用大学时期所学的C语言,并且单片机的程序一旦写入,后期无法更改。所以单片机的控制是比较死板的,设备后期的升级改造只能通过更换整个控制系统来实现,改造升级成本比较高。
单片机的起源比较早,早在集成电路出现的初期,便有了单片机的存在。单片机的控制功能强大,无论是开关量的常规控制,还是需要进行温度,压力,流量采集的过程控制或者需要发送高速脉冲的步进电机,伺服电机的高精度定位控制,单片机作为控制器都是能够轻松胜任的。但是单片机也不是完美的,否则也不会出现工业控制器PLC。单片机的编程需要使用C语言,然而在广大的技术人员中,熟悉C语言的工程师并不多。此外,单片机多用于家用电器的控制,控制环境比较良好,在工业现场通常环境恶劣,粉尘,电磁干扰,温度过高过低,湿度过高等不良因素繁多,单片机在恶劣的工业环境中故障率比较高。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: