基于图像信息的易拉罐物品外观检测装置设计毕业论文
2020-02-14 17:26:02
摘 要
中国是啤酒消费和生产大国,随着科学技术的发展,在越来越高速的产品生产流水线上,采用传统的人工方式检测啤酒包装盒已经难以将检测速度与生产速度相匹配,且人工检测方式的精度难以保障。采用机器视觉技术获取图像信息并进行图像处理,根据处理结果对产品质量做出判断,具有检测速度快、精度高、无需进行接触等优点,将机器视觉技术应用在啤酒包装盒检测中,可以有效地提高啤酒包装盒检测的自动化程度,是未来的发展趋势。
本文以易拉罐啤酒包装盒作为检测对象,针对检测需求设计了一种基于图像信息的易拉罐物品外观检测装置,通过图像采集,根据图像处理数据判断其数量、破损、漏包参数,并实现自动分拣。对装置的下位机、图像处理、上位机进行设计并进行详细介绍,将装置主要分为接近开关、图像获取、分拣模块、图像处理、上位机几部分。
关键词:图像处理;啤酒包装盒;检测
Abstract
China is a big country in beer consumption and production. With the development of science and technology, it is difficult to match the detection speed with the production speed by using the traditional manual method to detect the beer packaging box in the production line of higher and higher speed products, and the manual detection method. The accuracy is difficult to guarantee. Using machine vision technology to obtain image information and image processing, according to the processing results to judge the quality of the product, with the advantages of fast detection speed, high precision, no need to make contact, etc., the application of machine vision technology in beer packaging box detection, can be effective Improving the automation of beer packaging testing is a future development trend.
In this paper, the cans of beer can be used as the detection object. A visual inspection device for bottled articles based on image information is designed according to the detection requirements. Through image acquisition, the number, damage and leakage parameters are determined according to the image processing data, and automatic sorting is realized. . The lower position machine, image processing and upper computer of the device are designed and introduced in detail. The device is mainly divided into proximity switch, image acquisition, sorting module, image processing and upper computer.
Key words: image processing; beer packaging box; detect
目录
第1章 绪论 1
1.1 研究背景及意义 1
1.2 机器视觉技术 1
1.3 国内外研究现状 2
1.4 课题研究内容 2
1.4.1 检测要求 2
1.4.2 拟解决问题 2
1.5 预期目标 3
第2章 基于图像信息的易拉罐物品外观检测装置整体设计 4
第3章 基于图像信息的易拉罐物品外观检测装置下位机设计 5
3.1 接近开关模块 5
3.1.1 接近开关模块电路设计 5
3.1.2 接近开关模块下位机设计 6
3.2 图像获取模块 6
3.2.1 工业相机选择 6
3.2.2 暗室设计 7
3.3 分拣模块 8
3.3.1 PLC简介 9
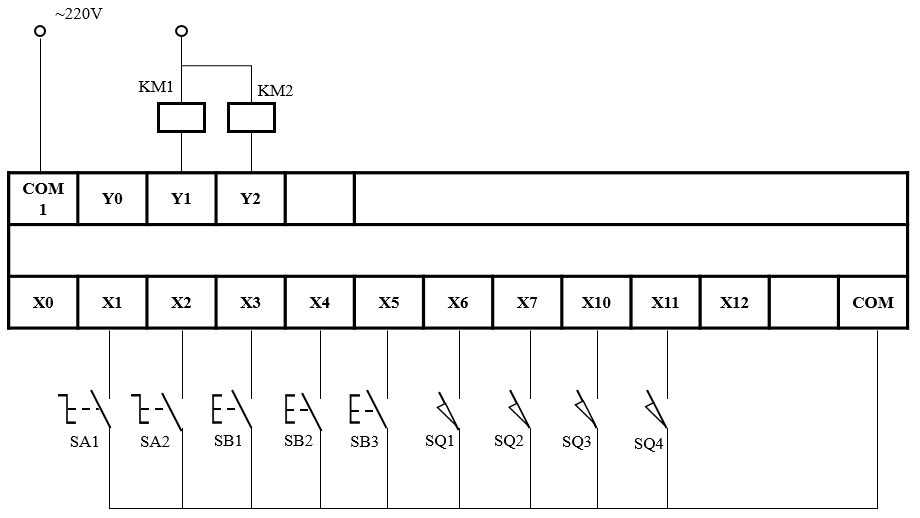
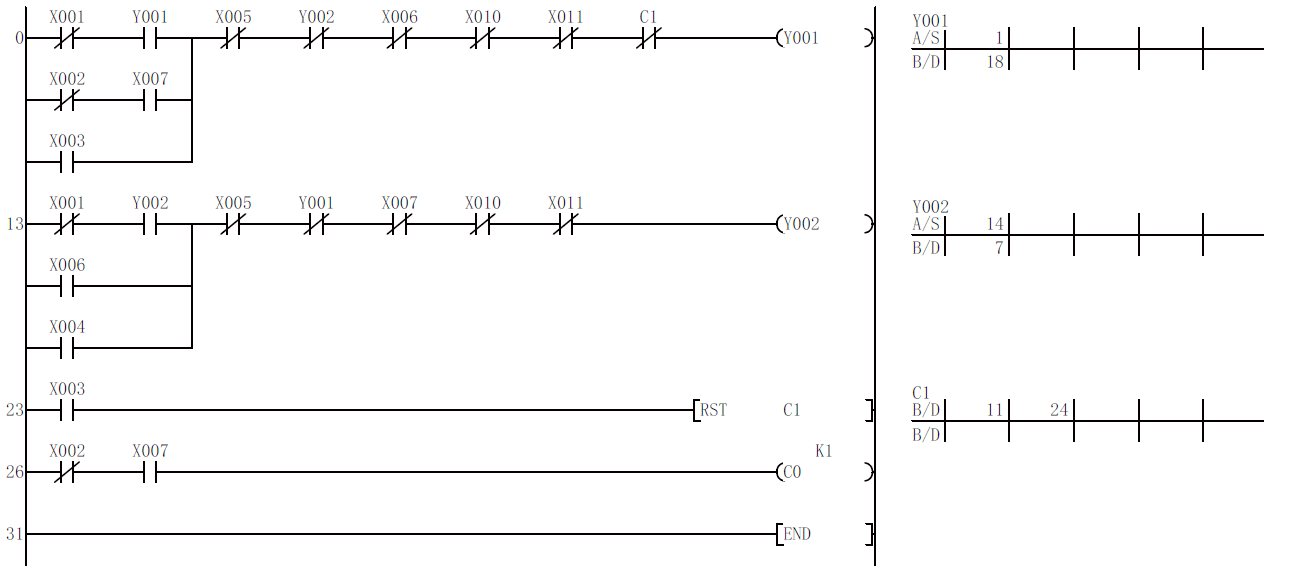
3.3.2 分拣模块PLC程序设计 9
3.3.3 分拣模块PLC与上位机通讯 11
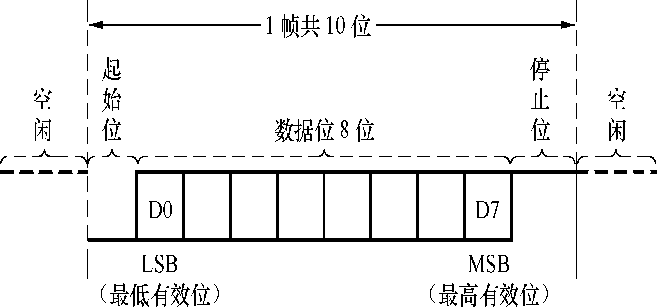
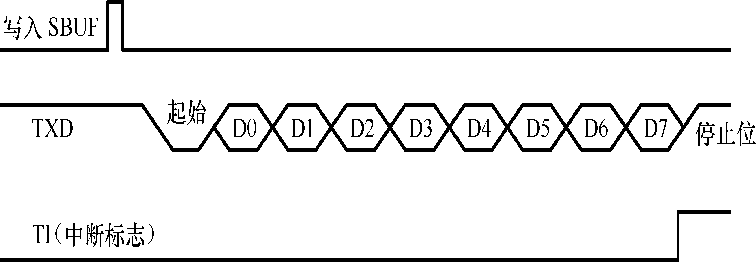
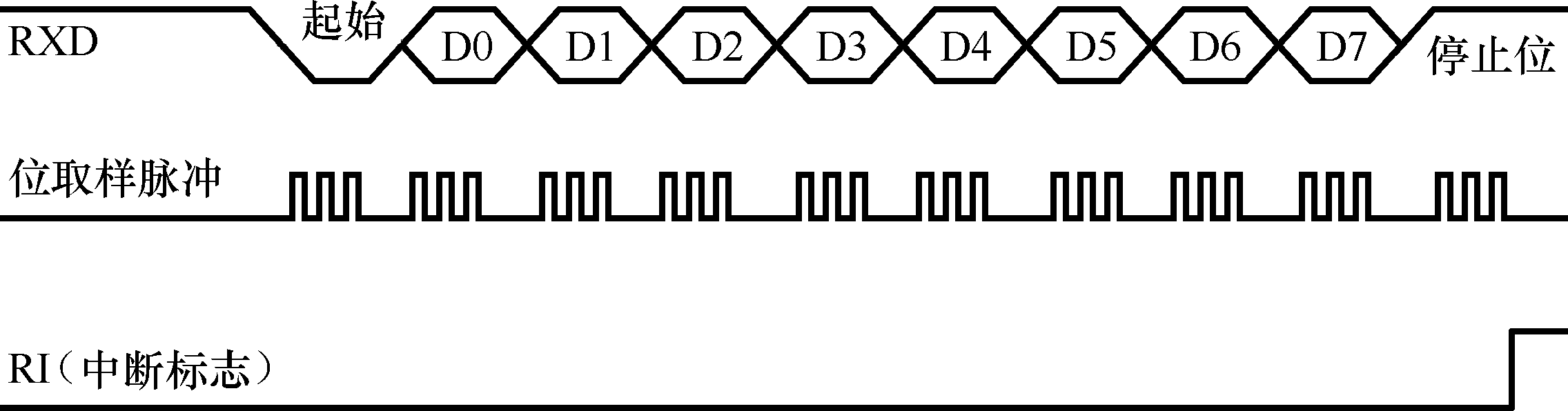
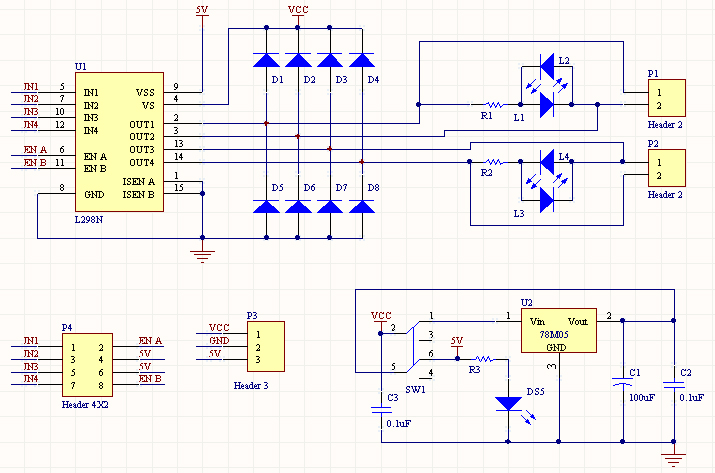
3.3.4 分拣模块单片机程序设计 11
第4章 基于图像信息的易拉罐物品外观检测装置图像处理 13
4.1 MATLAB简介 13
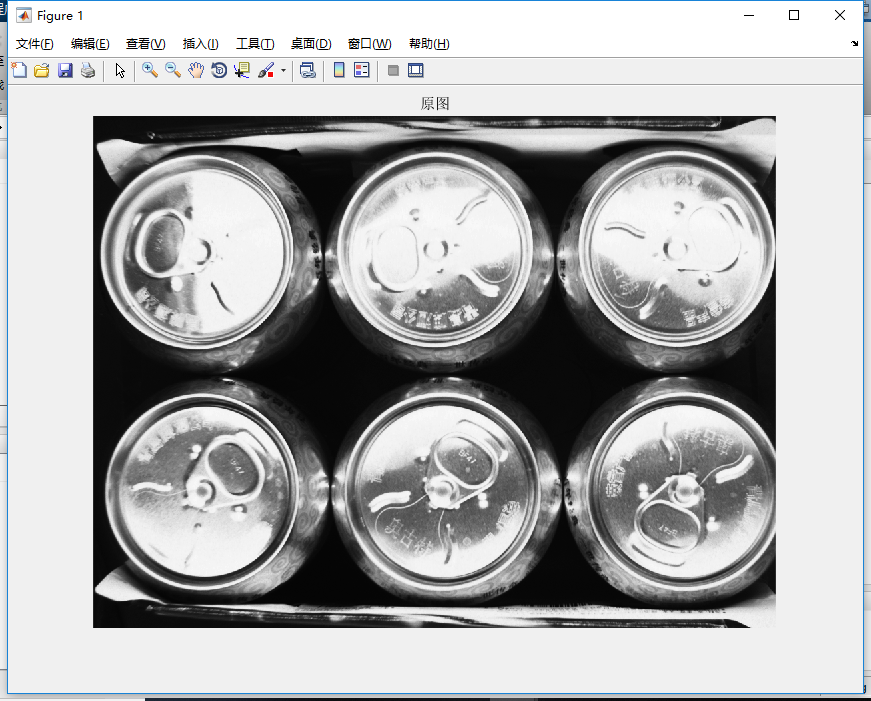
4.2 图像预处理 13
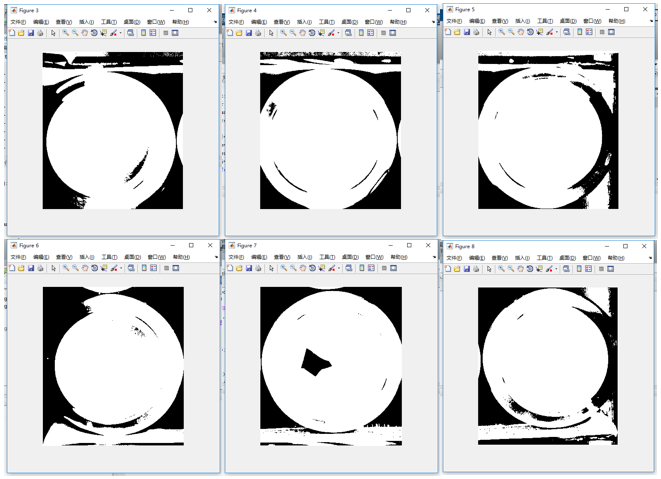
4.2.1 灰度图像二值化 13
4.2.2 图像裁剪 14
4.3 漏包判断 14
4.4 破损判断 15
第5章 基于图像信息的易拉罐物品外观检测装置上位机设计 17
5.1 LabVIEW简介 17
5.2 LabVIEW上位机设计 17
5.2.1 与接近开关通信 17
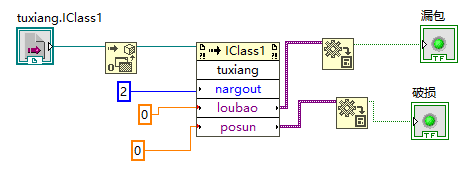
5.2.2 调用MATLAB程序 17
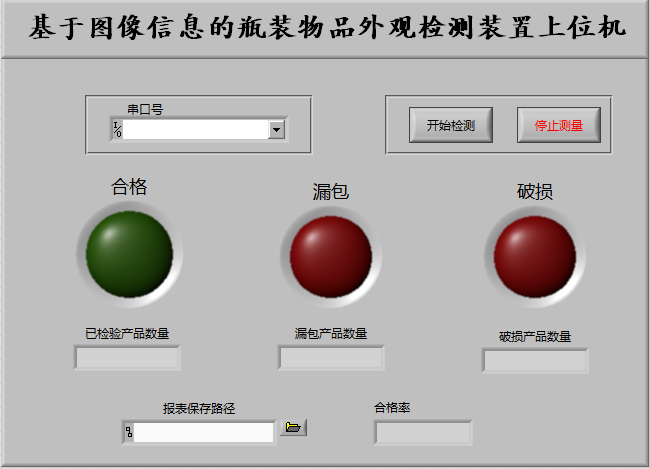
5.2.3 上位机前面板显示结果 18
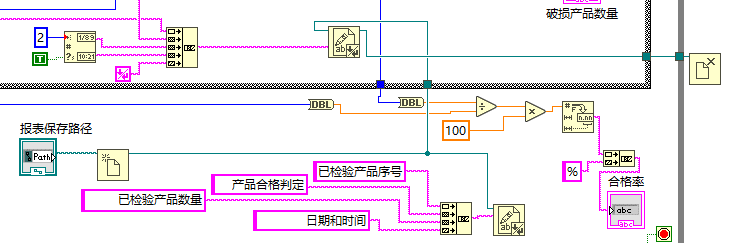
5.2.4 生成检测报表 19
5.2.5 与分拣模块通信 19
第6章 实验测试 20
第7章 结论 22
参考文献 23
致谢 24
第1章 绪论
1.1 研究背景及意义
中国的啤酒有巨大的市场,同时啤酒产量日益增加,啤酒生产公司如果想要在激烈的竞争中处于优势地位,就非常需要提高自己的生产效率和产品质量。为了更好更严格地控制产品质量,越来越多的企业开始在生产线上使用各种自动检测设备[1-2]。
本设计以易拉罐啤酒包装盒为检测对象,主要检测内容是统计包装盒的数量,检测破损、漏包等现象,并将不合格产品分拣出来。传统的流水线产品检测工作主要依靠人工进行,检测人员按照相应的国家或行业质量检测标准对产品进行抽检或全检,剔除不合格产品。
随着我国啤酒销量不断增加,啤酒产量也同样不断增长,啤酒的生产规模不断扩大,有一定规模的生产厂家的生产流水线都逐渐升级为每小时生产四万瓶以上。在高速的产品生产流水线上,人工检测存在以下一些问题:1)在检测速度、检测精度和检测稳定性上存在局限,检测效率不高;2)产品质量检测人员的劳动强度大且容易受到主观因素的影响,难以满足大批量的生产需求[3]。
对于企业,为使检测速度与生产速度能够匹配,必须增加质检人员人数以提高检测速度,增加的质检人员提高了生产成本;且培训质检人员使其可以有经验、稳定地检测产品,错检率降低至正常水平需要很长时间,培训成本也相应提高。对于质检人员,长时间的重复工作会产生疲劳现象,注意力无法很好地集中,因此检测精度难以保证;且检测工作中,人眼长时间对着亮光容易受到伤害,使工人受到职业病的困扰[4-5]。
在各方面原因的共同作用下,基于图像信息的自动检测技术开始迅速发展,应用于各种产品检测流水线。
1.2 机器视觉技术
随着计算机技术及网络技术的发展,使用机器视觉技术获得产品的外观图像信息,通过处理图像信息作出下一步决策的领域越来越多,生产过程控制也不例外。应用机器视觉技术与人工识别或使用单一检测设备相比,可以提高工业生产效率和检测效率,提升产品过程控制的可靠性[6-7]。
机器视觉是一种以机器视觉产品代替人眼的视觉功能,它使用计算机控制机器视觉产品采集图像或视频,并进行处理,从而实现对客观世界的感知、识别和理解的技术。机器视觉系统是融合了机械控制技术、光路照明技术、图像采集处理技术、计算机技术、人机接口技术、模数视频处理技术等多种领域技术在内的学科,对光源和照明方式的研究和选择、镜头的选择、图像采集、数字图像信号处理等都是其中的关键[8-9]。
机器视觉技术起源于20世纪50年代,它有五个发展阶段,第一个阶段在50年代,主要进行二维图像的分析与识别;第二个阶段是研究三维机器视觉技术;第三个阶段是提出了较为完整地计算机视觉理论;第四个阶段是提出了主动视觉理论框架;现在是机器视觉技术发展的第五个阶段,主要研究方向是人工智能[10-11]。随着技术的发展,机器视觉的各种研究理论与研究方法大量涌现,研究方向多种多样,如提出新的照明方式,新的图像分割、图像处理算法,对单目视觉、双目视觉以及多目视觉等进行研究。机器视觉已广泛应用于多个领域,在工业自动化生产线、产品检测和监视、图像理解、人机交互与虚拟现实等领域中,机器视觉发挥着巨大的作用[12-13]。
1.3 国内外研究现状
在国外,机器视觉技术应用非常广泛,且相对较为成熟,大大提高了包括啤酒包装盒检测在内的多个生产检测领域的自动化程度;而在国内,机器视觉技术的应用研究还处于起步阶段,远远落后发达国家水平。随着科技发展及随着人工成本的不断增加,自动化、无人化是一直以来的工业生产发展趋势,在生产检测领域,机器视觉技术拥有得天独厚的优势,在这些方面应用机器视觉技术是未来的发展趋势。随着我国啤酒生产的大规模发展,研发易拉罐啤酒包装盒自动检测设备具有重要的社会效益和经济效益,有着很大的发展空间和广泛的发展前景[14-15]。
1.4 课题研究内容
1.4.1 检测要求
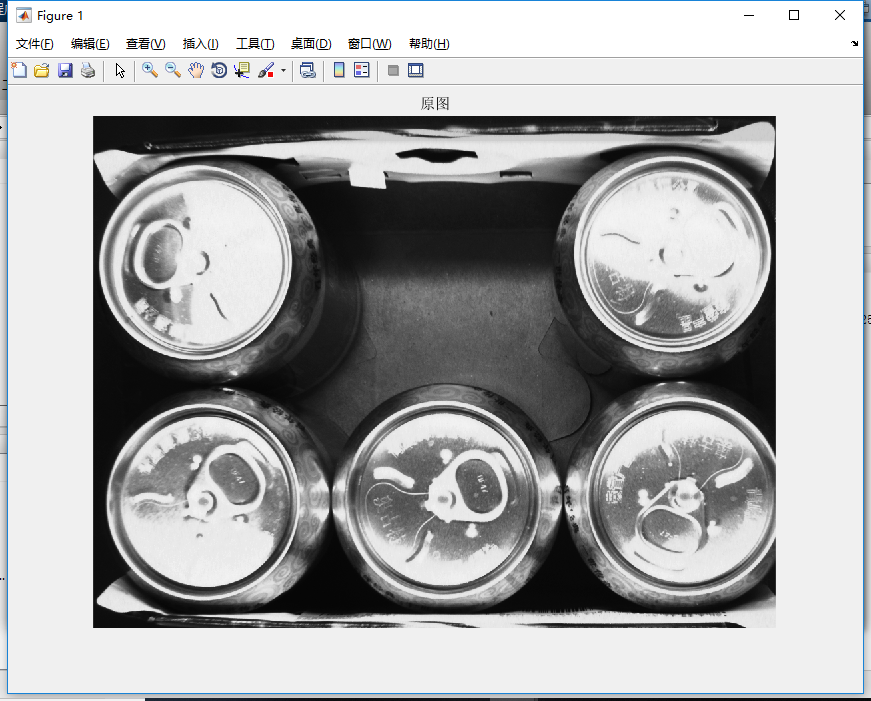
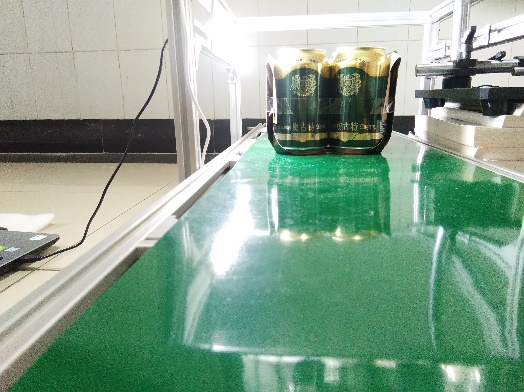
针对啤酒包装盒检测的特点及要求,考虑到成本、实用性等实际问题,主要对易拉罐啤酒包装盒进行检测,且检测面为易拉罐顶面。
以啤酒包装盒为测量对象,传统的检测方法是通过人工进行检测,检测效率不高,质检人员的劳动强度大且易受到人的主观因素影响,设计基于图像信息的易拉罐物品外观检测装置,要求检测装置能通过图像采集,根据图像处理数据准确判断其数量、破损与漏包等参数,并实现自动分拣。
1.4.2 拟解决问题
1)光学器件的选择,工业相机图像采集环境的配置,以获取高质量的图像信息。
2)学习图像处理方式,为易拉罐啤酒瓶包装盒检测设计合适的算法,可以判断其数量、破损与漏包等参数。
3)自动分拣机构的设计可将不合格产品从流水线上剔除。
4)装置硬件与软件应有机结合在一起。
1.5 预期目标
1)学习基于视觉信息检测的基本原理,了解目前国内外应用情况。
2)根据检测速度为1箱/秒的生产线速度,采用基于视觉技术测量原理,正确选择光学器件,采集包装盒参数,统计物品数量,检测破损与漏包等参数。
3)设计自动分拣机构。
4)设计系统相关硬件和软件。
第2章 基于图像信息的易拉罐物品外观检测装置整体设计
该装置设计为以下几个模块:接近开关模块、图像获取模块、图像处理模块、结果显示模块和分拣模块。装置原理图如图2.1所示。接近开关将信号传递至上位机,上位机控制工业相机进行拍照,对所得图像进行处理,上位机根据处理的结果,控制分拣机构运行,将不合格产品从生产流水线上剔除,完成一次检测。
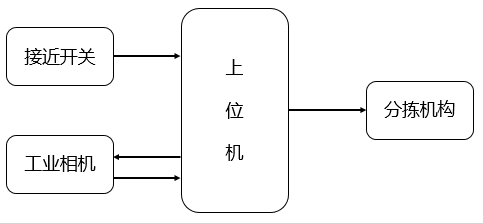
图2.1 基于图像信息的易拉罐物品外观检测装置原理图
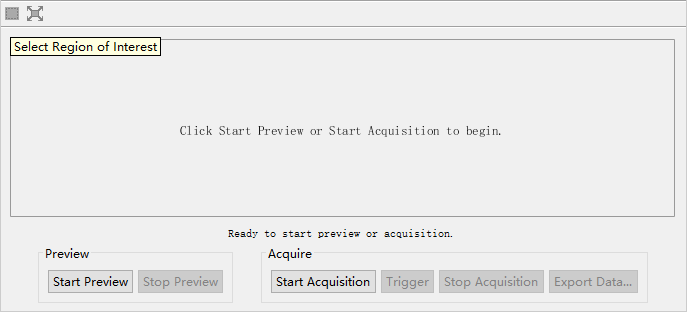
系统工作流程如图2.2所示:易拉罐啤酒包装盒经过接近开关,接近开关检测到产品进入既定区域,发送信息至上位机,上位机接收下位机信号后调取MATLAB程序,控制工业相机对当前视野内容进行拍照和保存,获取图像后进行图像处理,判断该包装盒是否有漏包、缺损问题,并进行计数,将结果显示在上位机界面中。若存在漏包、缺损问题,上位机将信号发送至分拣模块,将不合格包装盒从流水线上剔除。
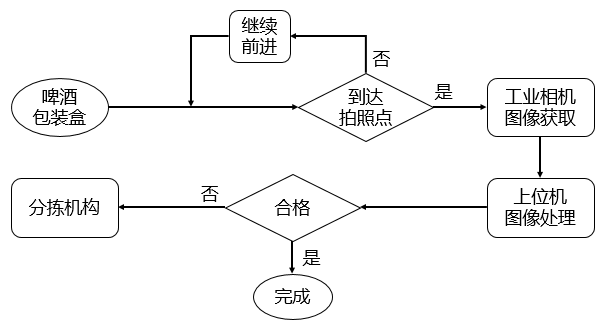
图2.1 基于图像信息的易拉罐物品外观检测装置原理图
第3章 基于图像信息的易拉罐物品外观检测装置下位机设计
基于图像信息的易拉罐物品外观检测装置的下位机部分主要包括接近开关模块、图像获取模块和分拣模块三部分。其中,接近开关模块以单片机为核心;分拣模块在实际成产中为PLC控制,在实物制作中由于条件的限制,使用单片机驱动电机来模拟代替,所使用单片机与接近开关模块的单片机为同一单片机。接近开关模块用于确认包装盒行进至可获取图像的区域,确认后向上位机发送信号,上位机在接收信号后调用图像获取模块获取啤酒包装盒的图像,若所检测产品为不合格产品,上位机向下位机的分拣模块发送信号,分拣模块接收信号后将不合格产品从流水线上剔除。
3.1 接近开关模块
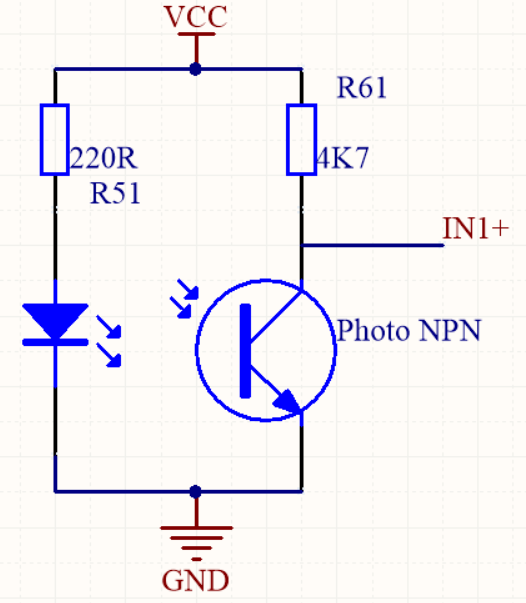
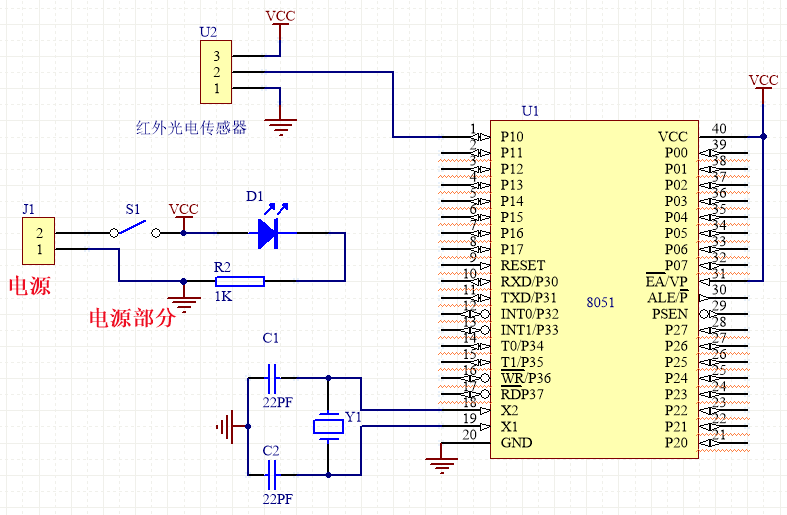
接近开关模块相当于一次检测流程的开始信号。红外发射器向远处发射红外信号,接收器与发射器相邻。当易拉罐啤酒包装盒从红外发射器与红外接收器之间通过时,发射器发出的红外光被包装盒反射,反射回红外发射器及其相邻的接收器,接收器的输出电压发生变化,变化的电压信号经过处理和放大后形成计数脉冲,并行输入至单片机,再通过单片机串口通信方式发送至上位机,上位机再进行后续处理。
3.1.1 接近开关模块电路设计
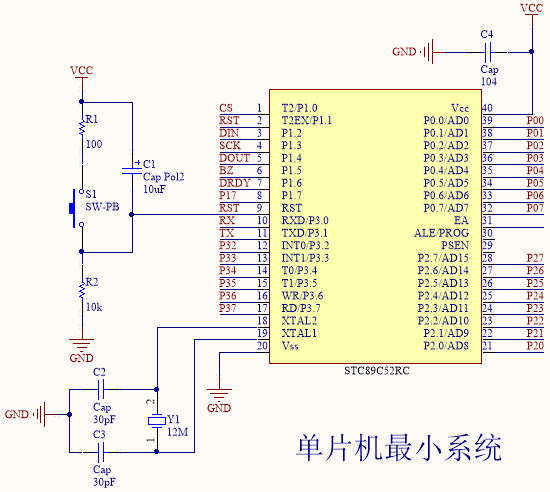
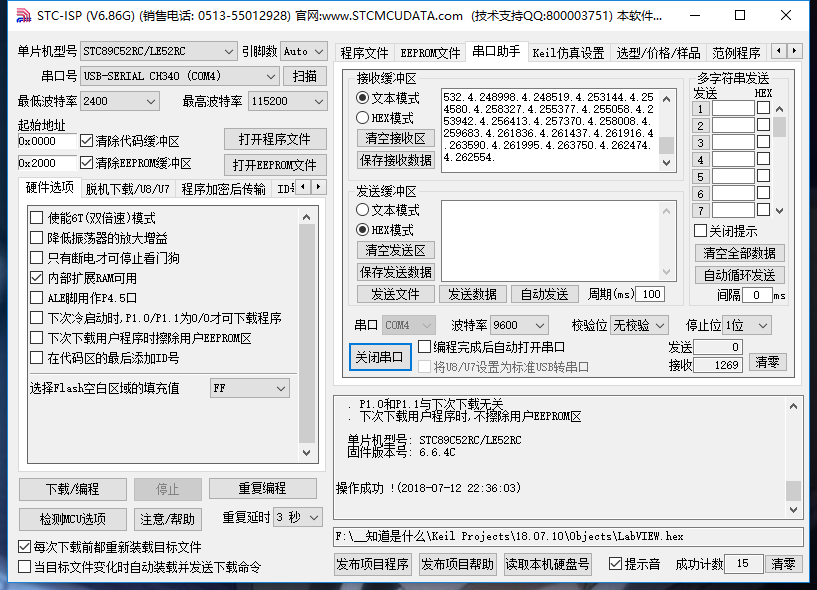
接近开关模块采用STC89C52芯片作为主控芯片,这是国内目前应用最广泛的一种8位单片机之一,具有成本低、功耗低、功能强、可靠性高、使用灵便、易于推广应用等特点。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
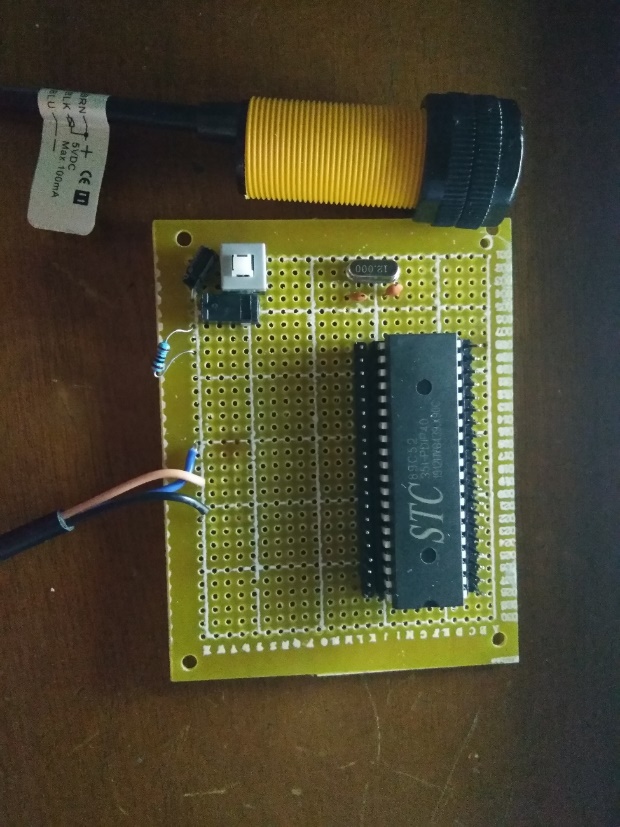
相关图片展示: