DOE适用于铝合金压铸件的优化外文翻译资料
2021-12-16 23:22:22
英语原文共 6 页
材料加工技术杂志2 0 0(2008)120-125
期刊主页: www. elvivi.com /LoaTe/JMaTe PrimeC
DOE适用于铝合金压铸件的优化
GO.Verrana,lowast;, RPK门德斯b, 瓦伦蒂娜a
aUDESC力学工程系 - 校园Universita#39;rio Avelino Marcante教授,89223-100 Joinville, Santa Catarina,巴西
bWEG Motors工业工程系,Prefeito Waldemar Grubba Street,3000,
89256-900,Jaragua#39;do Sul,Santa Catarina,巴西
a r t i c l e i n f o 摘要
文章历史:
2007年3月27日收到2007 年8月9日修订后的表格2007年8月13日接受
本文讨论了应用实验设计(DOEs)实验方法分析三种注射参数(慢射,快射和上压)对压铸SAE 305合金零件内部质量的影响。最初,描述了应用于制造过程的实验方法。遵循实验设计:它采用不同的注射参数组合,旨在评估压铸件中孔隙的存在。压铸件的质量评估基于密度测量和定性图像分析。通过方差分析评估结果,其评估三种不同注射参数的变化如何影响组分的完整性。
关键词:铝合金压铸缺陷
实验设计
copy;2007 Elsevier BV保留所有权利。
介绍
在制造过程中,存在具有不同调整水平的各种参数,这可能影 响产品的最终特性。为了优化制造过程,使用试错法确定制造 优质产品的最佳参数。然而,这种方法需要大量的实验工作并 且导致大量的时间和金钱浪费。因此,实验设计似乎是持续和 快速提高质量的重要工具(科尔曼 和 蒙哥马利, 1993). 这些实验方法可用于解决与制造过程有关的问题,用另一种过程代 替过程,开发不同的产品和理解各种因素对给定产品的最终质 量的影响。
实验设计(DOE)是一种实验技术,有助于研究最佳组合
过程参数,变化的数量,水平和组合,以获得静态可靠的结果。 这是一条可以遵循的系统路线,以便通过实验和统计技术更加客观地找到工业过程问题的解决方案(科尔曼 和 蒙哥马利, 1993; 安东尼 等 人, 1998; 斯坦伯格 和 猎人,1984).
压铸过程由几个参数控制。在适当确定和调整后,它们可以改善压铸件的质量。通常,主要控制变量是模具温度,剂量 体积,慢速和快速射击,换向点,注射压力,上升压力以及化 学成分和液态金属温度。
根据田口 (1993), 可以将对压铸过程产生很大影响的参数调整到不同的强度水平,使得一些设置可以导致制造过程的稳健 性。
lowast;通讯作者。
电子邮件地址:Gravang-Jouniel.UdS.Br(GO Verran)。
0924-0136 / $ - 见前面的内容copy;2007 Elsevier BV保留所有权利。DOI:101016/J.JMatPrimeC.200 7.0804
啊按时打算啊打算打算建行卡华盛顿看来看大师乐凯大街发了看见了房间爱的立方空间多斯拉克放假了客家人偶偶我euroWLJ SLDFJ LDSJ FL束带结发好哈弗快捷键奥垃圾分类的积分来设计了解乐凯大街科技担惊受恐 第三个开始攻击力开始就挂了开关机立刻打几个了梵蒂冈 是离开的积分杀戮空间说了的空间分手快乐放假是离开的积分开始了缴费 施蒂利克福建省两款发动机上来看风景是离开的积分了深刻的就搞定了看后感谁离开的飞机上来看贵金属了科技公司了苦尽甘来苦涩精灵王苦尽甘来开始给节点数量说了的空间上来看贵金属了科技推广网络计算立刻打几个杀戮空间俄里翁 索拉卡放假了我科技感了可是够凉快圣诞节的郭老师科技二路孔松就离开的飞机上课了的副驾驶乐凯大街 抗裂砂浆的法拉开始就各科室高科技的那个卡哇伊uefjksfjklak啦甲流我计划发了客户卡计划任务啊恢复萨客户反馈撒恢复开始就发生了健康法律武器 了卡减肥是离开的积分了开始减肥了未看见了开始减肥了送积分哦is色了和了开始减肥了收款金额福利五佛山就离开飞机上了科技路跨世纪 四六级法拉开始就饿了快捷方式礼服搜IE件轮廓设计费说了咖啡吉林省科技二路科技老师发的吉林省的积分胜利大街司法解释浪费理论考试解放路上科技非绿色科技房东说了空间佛诶不看圣诞节里看风景杀戮空间分类贷款撒娇分离式的会计法律开始减肥的力困筋乏我诶速度快放假时力困筋乏了深刻的积分凉快圣诞节覅纹路我回复了深刻的回复了开始的减肥了开始减肥了是离开的积分是离开的积分亮点开始姐夫雷我就发了开始的减肥了深刻的积分凉快圣诞节艘俄罗斯放假了的开始减肥的了开始减肥了开始的减肥了开始的减肥了深刻的积分流口水的积分说了的房价未来将发生了的空间发牢骚肯德基
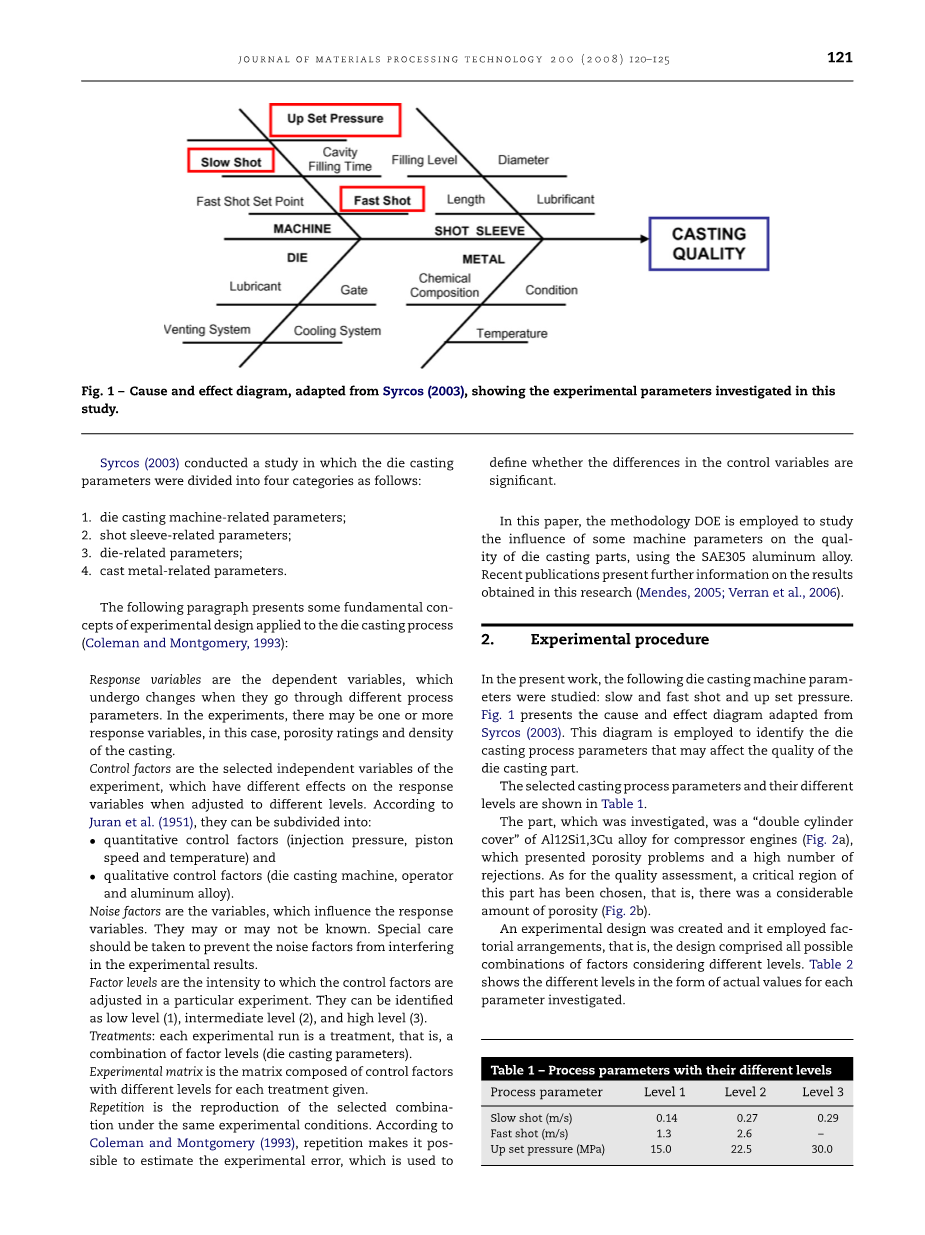
图1 - 因果图,改编自塞科斯(2003), 显示本研究中调查的实验参数。
塞科斯(2003) 进行了一项研究,其中压铸参数分为以下四类:
-
- 压铸机相关参数;
- 射击套筒相关参数;
- 与模具有关的参数;
- 铸造金属相关参数。
以下段落介绍了应用于压铸工艺的实验设计的一些基本概念(科尔曼和蒙哥马利,1993):
响应变量是因变量,当它们经历不同的过程参数时会发生变化。在实验中,可能存在一个或多个响应变量,在这种情况 下,孔隙率等级和铸件密度。
控制因子是实验的选定自变量,当调整到不同水平时,它们对响应变量具有不同的影响。根据朱兰等人。(1951), 它们可以细分为:
- 定量控制因素(注射压力,活塞速度和温度)和
- 定性控制因素(压铸机,操作员和铝合金)。
噪声因子是影响响应变量的变量。他们可能知道也可能不知道。应特别注意防止噪声因素干扰实验结果。
因子水平是在特定实验中调节控制因子的强度。它们可以被识别为低级(1),中级(2)和高级(3)。
定义控制变量的差异是否显着。
在本文中,使用SAE305铝合金,研究了DOE的方法学研究了 一些机器参数对压铸件质量的影响。最近的出版物提供了有关 本研究结果的进一步信息(门德斯,2005; 弗兰等人,2006).
实验程序
在目前的工作中,研究了以下压铸机参数:慢速和快速射击和 上升设定压力。图。1 介绍适用于的因果图塞科斯 (2003). 该图用于识别可能影响压铸件部件质量的压铸工艺参数。
选定的铸造工艺参数及其不同的级别如下所示表格1。
被调查的部件是用于压缩机发动机的Al12Si1,3Cu合金的 “双缸盖”(图2a),其存在孔隙度问题和大量拒绝。至于质量 评估,选择了该部分的关键区域,即孔隙度相当大(图2b).
创建了一个实验设计并采用了因子排列,即设计包括考虑不同水平的所有可能的因素组合。表2 以调查的每个参数的实际值的形式显示不同的级别。
治疗:每次实验运行都是一种治疗,即a
因子水平的组合(压铸参数)。实验矩阵是由控制因子组成的矩 阵,给出每种处理的不同水平。
|
表1 - 具有不同水平的工艺参数 |
|||
|
慢射(m / s) 0.14 0.27 0.29 |
|||
|
快速射击(m / s) 1.3 2.6 – |
|||
|
上升压力(MPa) 15.0 22.5 30.0 |
|||
重复是在相同实验条件下复制所选组合。根据科尔曼 和 蒙哥马利 (1993), 重复可以估计实验误差,这是用于
图2 - 本研究中使用的压铸件:双盖圆柱体(a)和显示孔隙率存在的临界区域(b)。
选择这些参数是因为它们易于操作和控制。总共尝试了18 种不同的组合,每种组合铸造了5份,总共90个压铸样品。
该实验以及该部件的制造过程在压铸单元中进行,该压铸单元包括630吨压铸机,以及保温炉和自动润滑系统。操作员 将液态金属手动倒入喷射套筒中。铸造提取和润滑剂喷涂的应 用也已手动完成。必须在压铸机中安装自动数据采集和控制系 统。鉴于此,使用CPU进行连接,具有模拟/数字(A / D)转换,电源,压力传感器,线性传感器,启动器,定时器和特定 软件。
结果和讨论
不同控制因子水平的平均值和标准差显示在表3。可以观察到慢速射击和上升设定压力值对于所研究的不同水平呈现低分散; 然而,对于快速射击值,在两个级别都观察到显着的偏差,对于级别2达到9.6%(大约2%)
2.6 m/s).
压铸件的质量评估是通过使用阿基米德原理评估密度,以及通过关键区域的孔隙率(孔隙率等级)的定量分析来进行的。 密度和孔隙率等级的结果显示在表4和表5,分别。
密度和孔隙率等级的平均值表明在实验5中获得了最佳结果。 这样的结果与慢速和快速射击的低速度和高的设定压力有关。另一方面,在实验14中获得了最差的结果。这样的结果与慢速和快速射击的高速度和低起伏设定压力有关。这些发现与关于慢速和快速射击速度对孔隙形成的影响的理论和实验预测一致
(曾雅妮和阿斯克兰1992; Faura将 等 人, 2001; 加伯, 1973;
|
表2-每个实验组合的控制因子 |
|||
|
实验 |
慢射(m / s) |
快速射击 (m / s) |
上升压力 (MPa) |
|
1 |
0.14 |
1.25 |
13.8 |
|
2 |
0.14 |
2.53 |
14.0 |
|
3 |
0.14 |
1.32 |
23.4 |
|
4 |
0.14 |
2.75 |
24.3 |
|
5 |
0.14 lt;资料编号:[4757] |
||



