F4板焊接及焊接装置设计毕业论文
2020-07-16 20:25:20
摘 要
热风焊接法是一种常见且应用十分广泛的热塑性材料连接工艺,在工业生产中有着重要的作用,本文采用快速热风焊接法对较大尺寸的四氟板进行续焊接。在大量的试验后得到了可行的工艺路线。通过该种焊接方法,可以得到质量较高的焊缝。但现有的热风焊接过程多由手工完成,生产效率受到制约。且四氟板焊接时会产生有毒气体,对焊接操作人员身体造成损害。
为解决上述缺陷,本文设计一种自动焊接装置,该装置的主要机构有热风机构,送丝机构,卷筒和压紧机构。该装置送丝平稳,焊接效率高。该装置的工作流程如下, F4板材在卷筒的带动下进入待焊区域,压紧机构压在焊缝两边,实现定位减小热变形的作用,热风机构通过电机驱动下的丝杠螺母副实现水平移动,在此过程中对板材的焊接。
该装置所有的零件最终用AutoCAD绘制,并且对各个零件进行了装配。
关键词:聚四氟乙烯 快速热风焊接 螺旋传动
F4 plate welding and welding device design
ABSTRACT
Hot air welding is a common and widely used thermoplastic material joining process and plays an important role in industrial production. In this paper, rapid hot air welding method is used to continuously weld larger PTFE plates. After a large number of tests, a feasible process route is obtained. With this welding method, a weld of higher quality can be obtained. However, the existing hot air welding process is mostly completed by hand, and the production efficiency is restricted. The PTFE plate will generate toxic gases during welding, which will cause damage to the welding operator's body.
In order to solve the above defects, an automatic welding device is designed in this paper. The main mechanisms of the device are a hot air mechanism, a wire feeding mechanism, a reel and a pressing mechanism. The device has stable wire feeding and high welding efficiency. The working flow of the device is as follows. F4 plate enters the area to be welded under the driving of the reel, and the pressing mechanism presses on both sides of the weld to achieve the function of positioning to reduce the thermal deformation. The hot air mechanism is realized by a screw nut pair driven by a motor. Move horizontally and weld the plates during this process.
All the parts of the device were finally drawn with AutoCAD and the part assembly drawing was completed.
Keywords: PTFE;fast hot air welding;screw drive
目录
摘要…………………………………………………………………………………..Ⅰ
ABSTRACT……………………………………………………………………………..Ⅱ
第一章 绪论 1
1.1快速热风焊工艺 1
1.1.1热风焊的原理 1
1.1.2快速热风焊工艺过程 1
1.1.3注意事项 2
1.2原始数据 3
第二章 工艺计算 4
第三章 焊接机构设计 6
3.1空气压缩机的选型 6
3.1.1工作压力(排气压力)的选型 6
3.1.2排气量计算 6
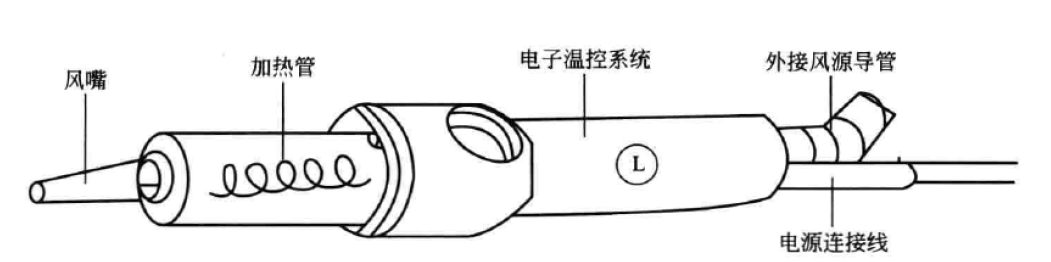
3.2焊枪设计 6
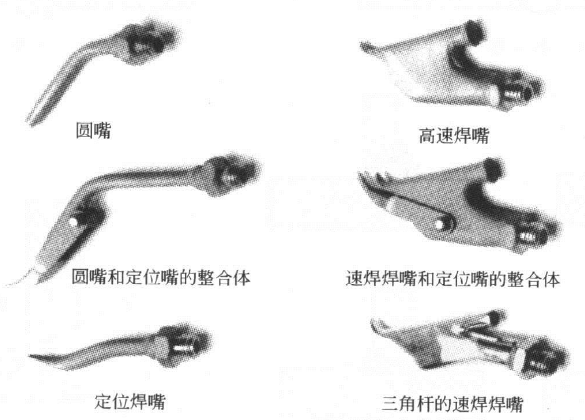
3.3焊嘴的选取 7
3.4送焊条机构设计 9
3.4.1送焊条机构的设计原理 9
3.4.2电机选取 9
3.4.3传动轮的设计 10
3.4.4减速齿轮电动机与传动轮的配合与安装 10
3.4.5压紧轮的设计与安装 10
3.5焊接箱体的设计 11
第四章 传动机构的设计 12
4.1方案设计 12
4.2导轨的设计 12
4.2.1导轨类型及材料选择 12
4.3螺旋传动类型、特点及工作原理 13
4.4螺旋传动机构支撑方式选择 13
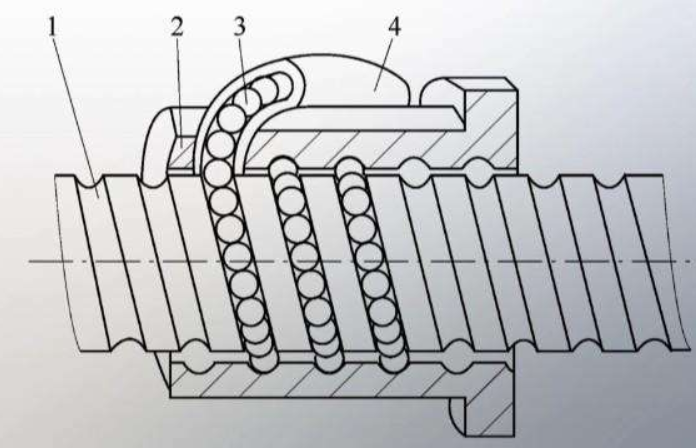
4.5滚珠丝杠副的选用及校核 14
4.5.1计算动载荷 15
4.5.2效率核算 15
4.5.3压杆稳定性的核算 16
4.5.4刚度的核算 16
4.6滚动轴承选型 17
4.7电动机与减速器的选型 17
4.8链轮及滚子链选取 18
第五章 压紧定位机构设计 21
5.1设计要求及方案确定 21
5.2.1功率计算 21
5.2蜗轮蜗杆升降机的类型 22
5.2.2转矩计算 22
5.2.3确定升降机的型号 23
第六章 卷板机的设计 24
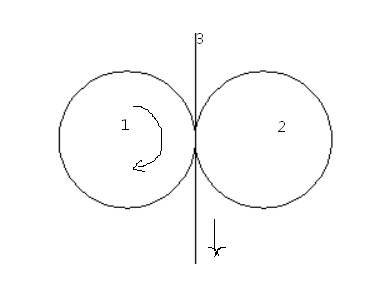
6.1卷板机设计及传动方案选取 24
6.2卷取机主要结构尺寸的选择 25
6.2.1卷筒直径的确定 25
6.2.2卷筒筒身长度的确定 25
6.3电动机选型 25
6.4带设计 26
6.5带轮的结构和尺寸 27
6.6经济分析 28
参考文献 30
致谢 31
第一章 绪论
1.1快速热风焊工艺
1.1.1热风焊的原理
热风焊接时,通过对空气进行加热将焊条加热到熔点,焊条一般采用与待焊件相同的材料。另外,支撑焊接件的表面也要加热到热塑性聚合物的熔点。当所有的结合面都充分加热后,将焊条压进预先处理好的焊缝里,由于受到外界压力的作用,焊条和待焊母材大分子链在界面处开始相互扩散,进入对方的熔融区并重新形成大分子链之间的缠结。焊接完成之后,焊缝部位材料需要冷却并重新进行固化定型直至形成可靠焊缝。
1.1.2快速热风焊工艺过程
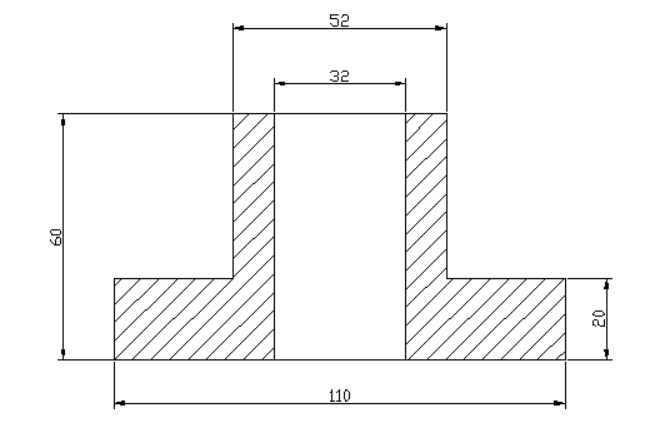
- 确定焊条和待焊母材的种类、牌号和相关尺寸满足要求。选择两张宽度为1.5m,厚度为5mm的四氟板,焊条应具有可熔性及熔体流动性好的特点,选择直径为3mm, PFA圆形焊条。
- 先对待焊部件的表面进行相关处理。目的一是在焊接区加工出焊缝所需要的坡口,这里采用角度为90°的V型坡口;目的二是去除材料表面的杂质或者氧化层等影响焊接质量的不利因素,焊接前可用丙酮或乙醇溶液擦洗干净,晾干。此外去除杂质或开坡口完毕后,要避免发生二次污染。
- 焊接之前,需要压辊将卷板压平,保证焊接面的水平,再用压紧装置压紧卷板,一是防止焊接过程中焊件的移动,二是防止焊缝周围受热发生变形翘曲。
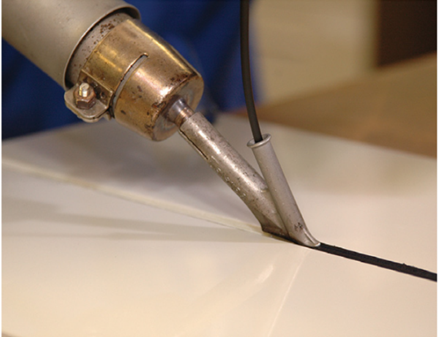
- 设定焊枪的温度为420℃。焊接工具的温度达到设定值后,在不加焊条的前提下,通过焊接风嘴对焊条和待焊母材起始焊接部位进行预热。加热一定时间后,待焊区域内起始部位的母材开始部分呈现熔融态;此时,启动电机使焊条插入焊接风嘴中,并从风嘴底部伸出,在待焊区域起始部位停留约10s,然后通过喷嘴将焊条压入焊缝部位与母材进行贴合。
- 移动工作台移动时焊条垂直于F4板面并与之接触,热风焊枪与焊接台面保持5~10mm距离。
- 在冷却过程中,不可对焊接部件的固定夹具进行拆卸,也不可对焊接部件进行任何形式的移动,尽量避免使焊接部件受到外力的冲击;同时注意不能使冷却速度太快,以保证合格的焊缝。
- 待焊缝充分冷却启动卷板机将板卷起。
- 重复步骤(3)至(7),直至整张板焊接完成。
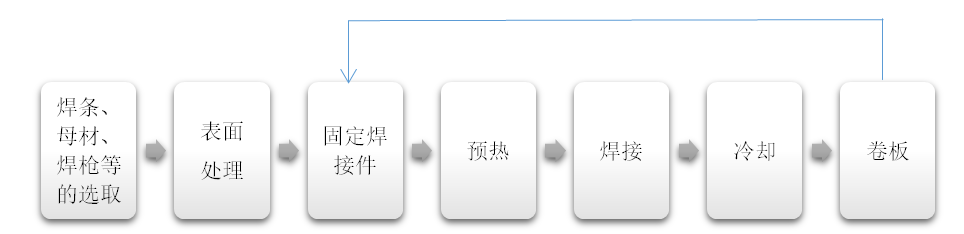
图1-1热风焊工艺流程图
1.1.3注意事项
- 必须先行对母材待焊区域的起始部位单独进行预热,预热时风嘴中不用插入焊条。对于无温度显示功能的焊接工具,每次焊接之前,都需要测量其温度是在标准规定的范围之内;同时必须考虑环境因素对于温度的影响;对于有温度显示功能的焊接工具,则需要定期对其温度检验和校准。
- 焊条插入风嘴并从底部伸出之后,不能立即进行焊接,否则会造成“冷焊”。
- 焊条必须有部分超出母材待焊起始部位之外,焊条端部不能和起始部位平齐,更不可在母材待焊区域起始部位以内。
- 喷嘴底部必须始终处于两部分待焊母材的正中间,不可偏离偏向某一部分母材。压力施加的方向和焊缝方向始终垂直。
1.2原始数据
焊接速度:10m/s。
相关图片展示: