子母机协同下的铁轨检修机系统相互通信与协同测量设计与研究毕业论文
2020-02-19 19:28:53
摘 要
随着铁路运输在交通、物流业的地位越来越高,铁轨检测和维修变得越来越重要。铁轨的检修目前的一般方法有工人携带便捷的检测和维修工具沿着铁轨短距离行进式的检修,这种检修方式成本低,但是效率低,安全性低,对人力劳动要求高;另一种方法是利用大型的轨道检修车进行高速的、超长距离的检修工作,这种方式效率很高,安全性高,对于人力劳动要求也比较低,但是成本巨大,不适用于短距离检测。因此本文对基于子母机的轨道检修机进行了研究,主要的研究方面是子母机的相互通信。第一章主要介绍相关的背景和国内以及英日德法意的轨道检修系统,第二章主要介绍轨道存在的病害缺陷以及子母机系统能实现的功能,第三章主要介绍实现子母机相互通信的超声波测距原理,第四章是设计基于单片机和超声波测距模块的测距系统以及具体的操作实现过程,第五章是总结、感谢以及对于铁轨检测未来的展望。
关键词:铁轨检修;子母机;超声波测距;单片机
Abstract
As railway transportation become more and more important in logistics industry and transportation industry, rail track inspection and maintenance get more attention than ever. There are two ordinary ways of rail track inspection and maintenance nowadays. One is that railway workers inspect and maintain railway all along the track with simple tools. It costs less but it’s inefficient and get workers back in danger. And It needs a lot of manpower. Other is that track inspection vehicle do the rail track inspection and maintenance in a long distance with high speed. This way is efficient and safety with less requirement of manpower. However, it costs much and it’s inappropriate to inspection and maintenance in a short distance. So this paper study about track maintenance machine based on composite machine, main is mutual communication of composite machine. Chapter 1 is background and track maintenance system in China, UK, Japan, German, France and Italia. In chapter 2, the paper introduces defects of rail track and function of track maintenance machine based on composite machine. In chapter 3, major is principle of ultrasonic distance measurement system. In chapter 4, I designed an ultrasonic distance measurement system based on Microcontroller Unit and HC-SR04 Unit. Chapter 5 is summary, thanks and the future of rail track inspection and maintenance.
Keywords:rail track inspection and maintenance; composite machine; ultrasonic distance measurement system; Microcontroller Unit
目录
第1章 绪论 1
1.1 研究背景 1
1.2 国内外研究现状 1
1.2.1 国内研究现状 1
1.2.2 国外研究现状 1
1.3研究意义 5
第2章 轨道缺陷及轨道检修机系统主要功能 6
2.1轨道常见病害与状态检测 6
2.1.1钢轨伤损 6
2.1.2钢轨磨耗 6
2.1.3钢轨的波磨 6
2.1.4钢轨侧磨 7
2.1.5轨头接触伤损 7
2.1.6轨道不平顺 7
2.1.7轨道联结部件故障 8
2.2轨道检修机系统主要功能 8
2.2.1不平顺检测模块 8
2.2.2表面缺陷检测模块 8
2.2.3螺栓旋拧模块 8
2.2.4钢轨打磨模块 8
2.2.5行走模块 9
2.2.6定位模块 9
2.2.7上位机模块 9
第3章 超声波测距原理及超声波测距模块 10
3.1超声波的波形 10
3.1.1纵波 10
3.1.2横波 10
3.1.3表面波 10
3.2超声波的产生方法 10
3.2.1基于逆压电效应原理产生超声波 10
3.2.2基于磁致伸缩效应原理产生超声波 10
3.2.3电容式超声换能器 11
3.3超声波测距方法 11
3.3.1回波法(渡越时间测距法) 11
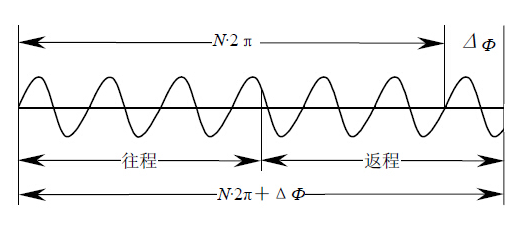
3.3.2相位检测法 12
3.3.3温度的影响 12
3.3.4测量物体表面不平度和测量角度以及振动的影响 13
3.4基于HC-SR04模块的超声波测距 13
3.4.1HC-SR04超声波测距模块的引脚及参数 14
3.4.2HC-SR04模块的工作原理 15
3.4.3HC-SR04模块测距的操作过程 15
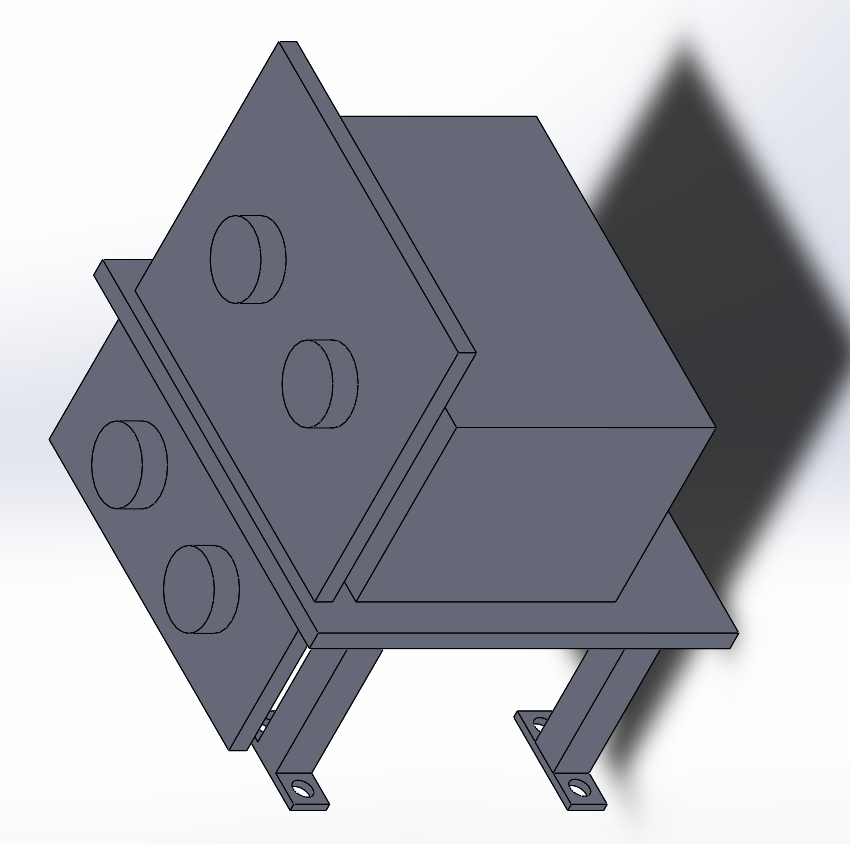
3.4.4 HC-SR04模块在子母机上的安装运行 15
3.5KCS103超声波测距模块 16
3.5.1KCS103模块的特性及参数 17
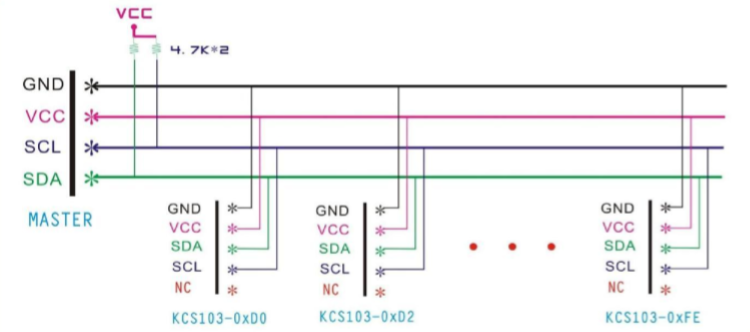
3.5.2KCS103模块引脚配置 17
3.6 URM06大功率超声波测距模块 18
3.6.1URM06模块的性能及参数 18
3.6.2URM06模块引脚配置 19
3.6.3URM06模块工作流程 20
3.7XL-MaxSonar-EZ4超声波测距模块 24
3.7.1 XL-MaxSonar-EZ4模块参数 24
3.7.2XL-MaxSonar-EZ4模块功能 25
3.7.3 XL-MaxSonar-EZ4引脚 26
第4章 基于HC-SR04模块超声波测距的操作过程 28
4.1用Keli C51编写超声波测距程序 28
4.2基于HC-SR04模块的超声波测距单片机烧录操作 33
第5章 总结与展望 35
5.1总结 35
5.2经济性与环保性 35
5.2展望 35
参考文献 37
第1章 绪论
1.1 研究背景
铁路是我国重要的交通设施,是关系到国民经济发展的关键因素,在国家的政治领域、经济领域、文化领域及国防建设中都有至关重要的作用。与水路、公路、航空等交通运输方式相比,铁路运输具有速度快、运量大、成本低、适应性强等优点。
现阶段,铁路交通运输行业在我国国民经济中发挥着特有的地位与作用。在国民经济发展中关键物资的运输,主要由铁路运输承担;在客运方面,铁路也因其载客容量大、方便快捷、价格便宜等优点,成为了最受欢迎的交通工具。铁路安全也受到政府和民众越来越多的关注。
1.2 国内外研究现状
1.2.1 国内研究现状
国内大部分的轨道现场依然是由大型轨道检查车进行铁轨检修, GJ-5型轨检车如图1.1所示。

图1.1 轨检车
1.2.2 国外研究现状
(1)德国铁路轨道检测技术
目前, 德国铁路公司(DB)的路网公司(DBNetz)运营有约35000km的铁路线路,其中有约3500km的快速铁路。动态检修包括轨检车、铁轨检修车、波磨检修车等。德国铁路的铁轨检修工作统一由部门f]NBI4完成,该部门负责轨道检查车的制造研究和检查运营,并配备了7辆综合检测车,其中一辆新型的高速轨道检测车RaiLAB已经投入使用,检测速度高达250km/h;轨道检测车OMWE运行速度由于车型构造的原因速度只能在200km/h以下。检测铁路时,德国铁路公司的轨检车均应用单辆动力车在前,可能加挂一辆客车,普通情况下3辆组成一个组。
德国路网基础设施设备的检测和维护实行检修分开方式,检修分属不同部门,检测设备的开发应用与研究委托德国DB Netz和DB Systemtechnik公司,分别负责全国路网设备的检测和数据分析工作,为德国DB提供技术依托。
(2)法国铁路轨道检测技术
从2002年起,法国铁路(SNCF)运营使用 TGV—A动车组研发IRIS320综合轨检车,其速度可以达到320千米每小时,列车上有轨道检测设备、动态响应设备、信号检测设备、接触网检测设备等。IRIS320轨检车在2006年4月已经投入运用。目前,轨检车已经拥有定位系统功能、轮轨作用力判断功能,正在投入使用的有几何轨道检测系统,接触网检测设备和信号检测设备正在安装,铁轨表面检测的功能还不能达到要求。IRIS320综合轨检车在运营中不断进步,未来将投入使用检测东部铁路。
IRIS320检测系统:
轨道检测:轨道几何、车辆/轨道相互作用、轴箱加速度、钢轨表面擦伤、车轮噪声。
接触网检测:接触网动态性能、电弧检测、接触导线磨耗、接触网静态几何检测。
信号检测:KVB站控速度监视系统、Icc短路电流、BSP锁相环、Zt横向阻抗、Rt回路电流、EPI发射信息、CRO Contact Ramp、ERTMS。法国高速综合检测车——IRIS320如图1.2所示。

图1.2 法国高速综合检测车——IRIS320
该高速综合检测列车为2动8拖:1号、10号车为机车;2号车为轨道几何、钢轨表面擦伤、车体构架轴箱加速度、空气压力检测系统,信号检测传感器;3号车为信号、接触网检测系统;4号车为通信检测系统、整车定位同步系统、综合信息处理中心;5号车为行政管理及会议室;6号车为车体构架轴箱加速度采集单元;7号车为VIP休息车;8号车为餐车;9号车为加速度采集单元、信号检测传感器。
(3)日本高速铁路轨道检测技术
日本新干线由JR东日本、JR东海、JR西日本公司运营,公司由于政策商业原因独立于整体,甚至铁路也没有通。因此,日本的轨检车会分发给JR东日本、JR东海、JR西日本公司,公司自行运营检测自己的铁路线路,在维修上占主导。日本新干线曾经使用电气轨检车“Yellow Doctor”,通过进一步的研发,生产出E926型“East-i”轨检车。E926型有六辆车构成,拥有动力车,在轨道轮轨作用力、几何参数、接触网、信号等方面投入使用检测,速度最高可以达到275千米每小时,检测车上的各系统的检测功能相互独立,一起给铁路完成检修,同步于速度、位置。
日本采用 2002 年研制的“East-i”(用 E3 改造)电气轨道综合试验车检测国内高速铁路,一般认为,弦测法传递函数收敛性差,不能全部真实反映轨道状况,该方法存在一定的缺陷。“East-i”采用逆滤波复原法修正与补偿,但仅能换算到 40m 波长的测值。“East-i”综合检测列车如图1.3所示。

图1.3 日本“East-i”综合检测列车
(4)英国轨道检测技术
目前,英国铁路网有一万一千多公里,其中高速线路有一千两百多公里,由英国路网铁路公司拥有。NMT综合轨检车由路网公司拥有并在检测上投入使用,NMT轨检车拥有7辆车,其中有内燃机驱动的动车,该车在1977年生产,2002年由于检测要求提高进入改进阶段,检测速度可以达到200千米每小时。几何轨道检测设备、接触网检测设备、车辆动态响应检测设备、视频监测设备、钢轨表面伤损检测设备、轨道部件检测设备安装于NMT上,在铁路定位、铁路用网络、铁路用数据库和铁路综合分析系统共同工作下,对检测数据进行采集、分组、分析、管理等。目前,NMT的所有综合检测功能已经在使用过程中。
英国TrackMaster软件具有收集各种轨道基础设备数据[21],包括对轨道静态人工巡查、小型设备检测、动态设备检测、轨道固定设备资料、环境监视资料、轨道维修养护内容等处理分析功能。但功能过于单一,缺乏综合数据处理和分析能力。Network Rail正在开发的系统管理软件吸收了TrackMaster的优点,将设备单一管理上升到综合管理的程度,使软件更具实用性。
Vampire软件是基于轨道状态的车辆动力学和轮轨相互作用仿真分析软件,具有将轨道几何状态作为车辆动态仿真分析的输入源,进行车辆动态响应分析,评估轮轨力,磨损和滚动接触疲劳的功能;同时,车辆响应的数据还可以用来分析轨道状态,指导轨道状态维护,改善机车运行品质,降低脱轨概率,减少基础设施部件损坏等功能。
(5)意大利轨道检测技术
意大利“阿基米德”号轨检车开始运营检测在2001年,检测速度可以达到220千米每小时,有车体轴箱加速度检测设备、信号检测设备、受流检测设备、接触网检测设备、钢轨波磨检测设备、铁路缺陷断面检测设备、轮轨作用检测设备。阿基米德号轨检车的使用权在 “意大利铁路设备综合管理中心(RFI)”,有对全国所有的铁路综合检测的能力,拥有软件INOFFICE,该软件能够综合分析所有的铁路检修数据。RAMSY信息系统也属于RFI,其功能是对轨道检修起指导作用,提供数据分析帮助,完整规划铁路网检修系统,使铁路检测和修理的成本得到降低。
1.3研究意义
子母机协同下的铁轨检修机系统相互通信与协同测量设计与研究,是以轨道检修子母机为基础,检测和修复一体,提高检修效率,降低检修成本的理论向研究。其价值是实现子母机,子机之间或母机之间的相互识别与通信,机器协同远距离测量。
超声波因其频率下限大约等于人的听觉上限而得名。在通信与测量方案中,利用超声波测距,可在铁轨上无接触的,高效的完成检修机距离的测量,从而判断检修机匀速或者减速,防止检修机出现撞车,有秩序的进行检修,降低工人的劳动时间和劳动强度,在短距离检修上取代大型轨检车,达到提高铁轨检修效率的目的。
第2章 轨道缺陷及轨道检修机系统主要功能
2.1轨道常见病害与状态检测
2.1.1钢轨伤损
(1)钢轨锈蚀:钢轨锈蚀主要发生在隧道内部及易受盐碱侵蚀地段的线路。在检测锈蚀情况、特征、规律和成因的基础上选用合适的防锈材料和采用严格的施涂工艺,可以很好的避免钢轨锈蚀,延长使用时间。因此锈蚀不是决定钢轨使用寿命的主要因素。
(2)钢轨折断:因折断而更换的数量,虽然不超过更换总数的1%~2%,但它是在运营过程中突然发生,对行车安全威胁极大,应立即更换。出现下述任何一种情况可判断为折断:钢轨全断面断裂;裂缝贯通整个轨头截面;裂缝贯通整个轨底截面;速度大于160km/h顶面有50mm x 10mm的掉块;速度大于200km/h顶面有30mm x 5mm的掉块。
(3)轨头核伤:轨头核伤是对行车威胁最大的一种钢损伤。在冶炼过程中,高温的钢水,把水气分解成氢气和氧气,氢气在轧钢过程中一直留在钢中,钢固化后氢气被封闭在微小的气孔内,这些小孔里的气压很高,要放散这些氢气,就必将出现细小的裂纹。
2.1.2钢轨磨耗
(1)垂直磨耗:标准钢轨断面宽度内侧1/3处实际垂向磨耗。
(2)侧面磨耗:标准钢轨顶面以下16mm处实际垂向磨耗。
2.1.3钢轨的波磨
波磨是钢轨磨耗最常见类型之一。钢轨波磨通常指钢轨的顶面上的规律性不平,像波浪形状的纹路的现象,是一种表面的压溃现象。这种现象会使轮轨作用力变得特别大,使动车组以及轨道产生不同程度的损伤甚至毁坏,给铁路修理和保养增加难度,大幅度提高保养成本;此外波磨还会使列车振动感强烈,使乘客感到不舒适,甚至还可能使列车脱离轨道;波磨还是噪声的主要来源。我国很多铁路上都有波磨现象的发生,严重时只能替换波磨造成损坏的轨道,这样大大的提高了运营成本。
波磨的原因一般认为有两类:
第一种是由于动力原因,动力是波磨产生的外部原因,钢轨性能是波磨产生的内部原因。轮轨的振动作用会产生波磨现象,可以分为三种,自激、反馈和共振,波磨的波长受系统中一种或者几种振动影响产生。
铁路曲线部分产生波磨的可能性较大,而且铁路的曲率半径越小,波磨的情况就会越严重,而波磨很少发生于直线铁路中,原因可能是铁路曲线部分的轮轨振动作用影响波磨的产生,直线上不存在的或者影响力度不会导致波磨的,由此,铁轨的横向振动可能是影响波产生的主要原因。
铁路进站出站的制动部分波磨情况严重,轮轨切向力和滑动摩擦以及轮轨弯曲可能是波磨形成的主要原因之一。还有轨道弹性也可能影响波磨产生。石头质的路基的波磨现象远高于木质的路基,说明波磨的产生原因之一可能是路基材质导致的垂直方向上的振动。
2.1.4钢轨侧磨
曲线侧面磨耗:轮轨边缘与轨道侧面直接的滑动摩擦导致。
影响因素:曲线半径、外轮轨过高、曲线轨距过宽、轮轨间距、曲线钢轨状态以及轮轨摩擦系数等。
减缓措施:轮底、外轮轨高度、轨距设置合理和长期涂润滑油。
2.1.5轨头接触伤损
导致钢轨轨头产生接触疲劳的原因是轮轨接触应力过大,超过极限值使其形变后造成疲劳损伤。因此接触疲劳的生成和发展与线路、运行以及钢轨强度有较大的关系。
曲线半径的影响:曲线半径越小,钢轨的轮轨接触应力越大,当应力过大时,会造成裂纹的形成,严重时可能断裂。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: