六辊钢管矫直机液压系统设计开题报告
2020-02-20 10:00:22
1. 研究目的与意义(文献综述)
轧制材料在其生产过程里,由于其冷却过程难以控制加上材料的塑性变形和传送过程控制等诸多干扰因素,使得材料内部产生残余应力,产生不同程度的烧曲、瓢曲、变形、歪斜、裙皱、波纹、镰刀弯等变形,轧制材料往往出现直线度与平面度精度误差超差的现象。出现送种情况关键是受轧制生产工艺与生产环境等多方面的影响。为了确保产品质量,我国对此类产品制定了相应的质量标准。轧制材料的表面精度质量必须在规定的公差范围内。但是仅仅从轧钢生产的工艺角度减少轧制材料的上下挠曲与其瓢曲还是有相当大的困难的。所以就需要我们设计更加专业的矫正设备,将材料已经有的变形给予矫正,使材料达到标准所规定的精度范围内,帮助生产车间生产出更加优良的产品来。
矫正钢材所需的矫直设备称为矫直机,由于施加钢材反向弯曲或拉伸的方式不同以及结构上的不同而有不同类型的矫直机。辊式矫直机由上、下两排相互交错排列的矫直辊、机架和传动装置等部件组成。被矫直钢材通过交错排列的矫直辊,经过多次反复弯曲得到矫正,辊式矫直机主要用于矫直板带材和钢管等。
1.1国外研究现状
2. 研究的基本内容与方案
2.1基本内容
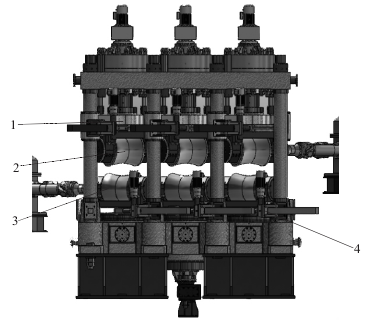
图2六辊矫直机总体三维图
3. 研究计划与安排
1-2周,收集相关文献资料,思考设计内容和技术方案,撰写开题报告;阅读外文文献及翻译。
3-4周,完成机构和液压系统的方案设计。
5-8周,完成液压系统的结构设计。
4. 参考文献(12篇以上)
[1] [1]崔甫.矫直机械与矫直原理[m]. 北京: 冶金工业出版社,2002: 233-325.
[2] [2]李状云,葛宜远.液压元件与系统[m].北京: 机械工业出版社,1999.
[3] [3]王春行.液压控制系统[m].北京: 机械工业出版社,1999.



