级进模的设计和制造外文翻译资料
2023-02-26 20:28:34

英语原文共 4 页,剩余内容已隐藏,支付完成后下载完整资料
级进模的设计和制造
摘要
级进模在两个或多个工位的单个模具中执行一系列操作。压力机的每一个冲程都有给定的完成部分。级进模的设计与开发是钣金制造的重要环节之一。任何工位的微小错误都可能导致模具失效、零件几何变形和生产风险,从而造成严重的生产损失[1]。本文研究了级进模的设计、落料和冲孔过程的模拟。用这种模具我们可以生产出精确的零件。本文设计了一种具有两个工位的级进模。前一种操作是冲孔,后一种是落料。它是材料去除工具。该级进模是Seva Engineers公司设计的,进一步用于农业部门。工位都给出了零件的操作编号。使用CATIA完成所需的建模。
关键词:级进模;冲压力和落料;材料;设计
Abstract
Progressive die performs a series of operations in a single die at two or more workstations. There is given finish part at each stroke of press machine. Design and development of progressive die is one of the important phase in sheet metal manufacturing. The small error at any work station can induce heavy manufacturing losses through die failure, part geometry
distortion and production risk. This research deals with designing a progressive die, simulating the blanking and piercing process. By using this die we can produce accurate component. In this work authors have designed a progressive die which have two work stations. The former operation is piercing and is followed by blanking. It is the material removing tool. This progressive die is designed for Seva Engineers Pvt.
Ltd. which is further used in agricultural sector. There is no of
workstation gives the no of operation formed on the part.Required modeling is done with CATIA.
Key words:Progressive dies; forces for punching and blanking; Materials; Design
1.介绍
冲压工具是一种特殊的工具,专门用来制造一种特殊的零件,主要是用金属片制成的。板材冲压的主要工序包括剪切、落料、冲孔等切割工序和成形工序(弯曲、拉拔等)。金属片,如汽车零件(车顶、挡泥板、车盖等),飞机零件、商业机械零件、家用电器零件、电子设备钣金零件、同调工业所需的精密零件等都是用冲压工具制造的。
常用设备冲床和冲模是冲压工艺的主要组成部分。
冲头是系统的重要组成部分,它被固定在冲压件上,并被压入模具中以支撑待加工工件。模具是一种工件夹具,专门为产品的特定设计而设计。模具被刚性地固定在冲床的基座上。模具上有一个与冲头及其运动完全对齐的开口。冲床和冲模作为一个整体一起工作,这就是所谓的模具组。冲床和冲模都是由高速钢制成的。模具是对强度和耐磨性都有要求的零件。因此,模具的工作表面通常由硬质合金或人造金刚石制成[2]。
冲压工具通常用于液压、气动和机械压力机,以生产大批量的零件。通常按使用工具的操作类型分类,如落料、冲孔、弯曲、成形、锻造、修边等。冲压工具也可指定为落料工具、冲孔工具、弯曲工具等。
2.冲孔、落料力计算
严格地说,冲孔和落料工序不能归入成形工序。在这些过程中,有限体积的金属板被用模具和冲头去除。去掉的部分的形状和大小由模具和冲头的几何形状决定。如果最后的产物是在被除去的部分,那么这个操作被称为落料。另一方面,如果冲孔的金属板是最终产品,那么这种操作称为冲孔[3]。
- 落料
在此过程中,冲头从坯料中去除了一部分材料,坯料是一块具有必要厚度和宽度的钣金带。去除的部分称为落料,通常会进一步处理成某种形式。
- 冲孔
此操作包括简单的打孔,打孔是在板材上打孔,与落料相同,除了冲孔时从冲模中冲出的部分是废料。冲孔总是在之前,之后或同时进行落料操作。
- 冲裁力
从实际剪切面积可以估算出冲床为将毛坯从坯料中剪切出来而施加的力,材料的抗剪强度采用公式计算[4]:
P =Ltimes;Ttimes;tau;
tau;→抗剪强度(mm)
L→切割周长(mm)
T→坯料厚度(mm)
剪切力(Fsh):
Fsh =Ltimes;Ttimes;tau;
L =刀刃长度
T =条带厚度
tau;=材料的牛顿剪切强度/平方米
冲孔操作所需的力:
F1 =Ltimes;Ttimes;tau;
=pi;times;21.5times;3times;390
= 79026.76 N
落料操作所需的力:
F2 =Ltimes;Ttimes;tau;
=pi;times;21.5times;3times;390
= 79026.76 N
总剪切力:
F = F1 F2
= 158053.53 N
取安全系数= 1.5
所需的压力机参数是237.08 KN
3.模具所使用的材料
模具由铝硅合金制成,可替代工具钢材料,从而提高了高延展性和高硬度水平。建议使用这种材料以减轻模具的重量,并在施加推力时易于变形,从而恢复其原始形状。但是,它具有良好的耐腐蚀性[5]。
表3.1 模具材料
|
序号 |
模具零件 |
所用材料 |
硬度 |
|
1 |
底板 |
MS |
--- |
|
2 |
顶板 |
MS |
--- |
|
3 |
压模 |
WPS |
60-62 |
|
4 |
刮板 |
OHNS |
50-55 |
|
5 |
冲孔板 |
MS |
--- |
|
6 |
定位块 |
MS |
--- |
|
7 |
导料板 |
OHNS |
50-55 |
|
8 |
侧块 |
WPS |
50-52 |
4.利用AutoCAD设计模具零件
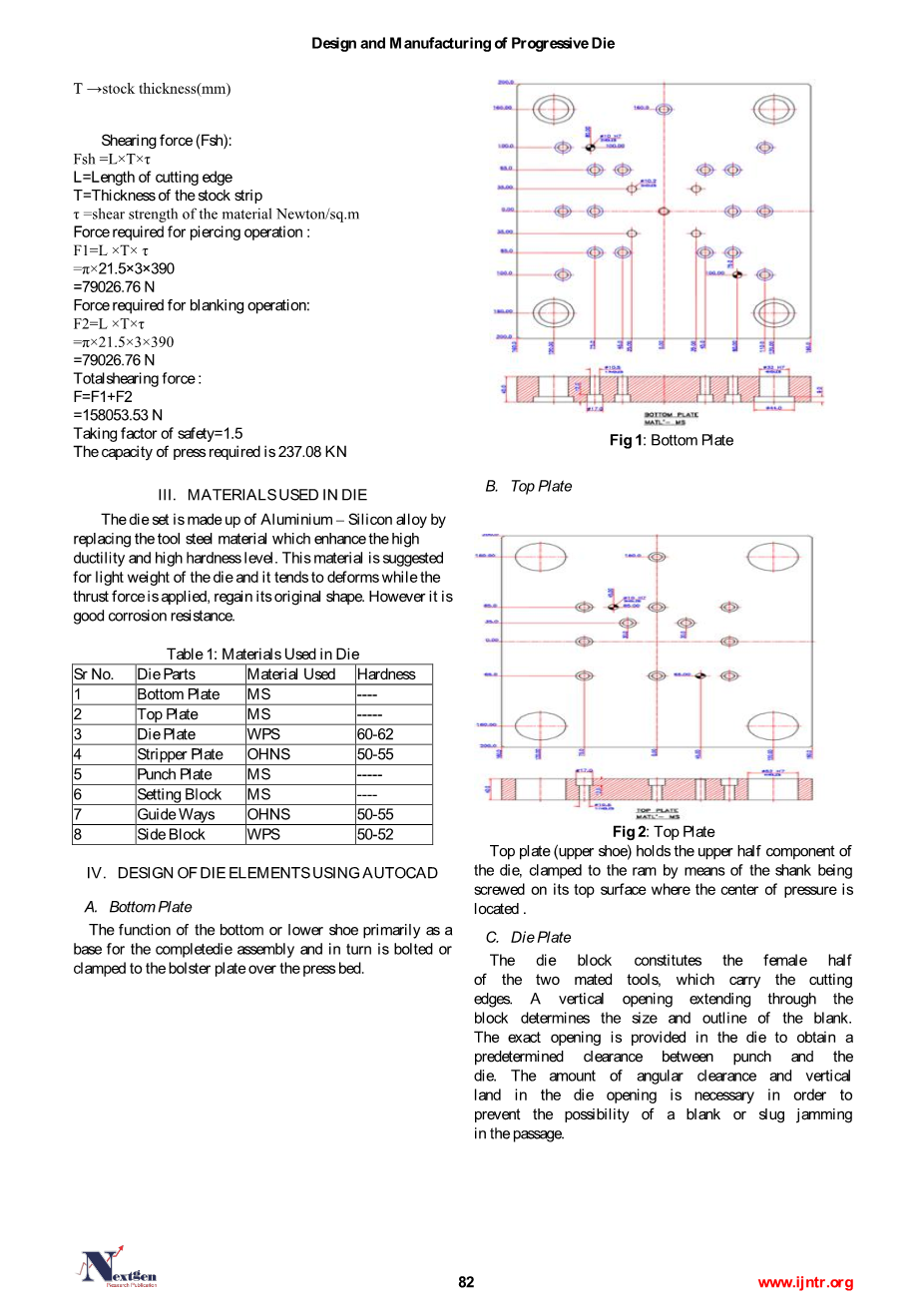
A.底板
底部或下部履的功能主要是作为整个模具组装的基础,然后用螺栓或夹子固定在压床上的垫板上。
图4.1 底板
B.顶板
顶板(上靴)固定着模具的上半部分,通过将柄拧在压力中心所在的顶面上,将其夹紧在柱塞上。
图4.2 顶板
C.模板
模具块构成两个配对工具的阴半部,它们带有切削刃。垂直延伸通过块的开口决定了毛坯的尺寸和轮廓,在模具中提供了确切的开口,以在冲头和模具之间获得预定的间隙。为了防止通道中出现毛坯或团块堵塞的可能性,模口中必须有一定的角度间隙和垂直槽脊。
图4.3 模板
D.卸料板
卸料板的主要作用是在落料或冲孔后从冲床上取下料。然而,卸料板还有两个次要的功能。首先将带钢固定在模块表面上,对带钢起导向作用。其次,当卸料板为弹簧加载式时,在冲头完全下降前,对坯料进行加压。
图4.4 卸料板
E.冲孔板
冲孔板固定并支撑冲孔,切槽和切断冲孔。它们通常由机械钢制成,但也可以由对高级模具保持柔软的工具钢制成。 冲孔板从用于固定单孔冲头的小型简单块到用于容纳数百个打孔器的大型精密加工板。
图4.5 冲孔板
F.导料板
导料板用于引导原材料条,以使其不会偏离位置。
图4.6 导料板
5.模具装配
图5.1 装配图
6.结论
模具支架的总制造能力为237.08 KN,包括1.25安全系数。seva工程师行业现有的液压机的压力为250KN,满足了零件的冲压能力要求。因此,该公司可以利用所有的结果和制造模具。
关于级进模的设计是很简单的。级进模的优点是一次冲程可同时进行两种或两种以上的操作。级进模用于高生产率的生产。
参考文献
[1] Dieter, G., Engineering Design, McGrawHill International Editions,Mechanical Engineering Series, ISBN0-07-366136-8,USA 2000.
[2] Paquin, J.R. amp; Crowley, R.E., Die design fundamentals, Industrial Press Inc. Second edition, NY 1987, 244 pp.
[3] Progressive Die Wizard Help, EDS 2003.
[4] VukotaBoljanovic, Ph.D. Sheet Metal Forming Process and Die Design, Industrial Press New York, 2004.
[5] David Alkire Smith, Die Materials and Treatments C18.docRev September1, 2005.
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[234091],资料为PDF文档或Word文档,PDF文档可免费转换为Word



