机器人淋浆系统的设计开题报告
2020-04-09 15:34:16
1. 研究目的与意义(文献综述)
1.1 课题来源、研究目的和意义
熔模铸造又称失蜡法铸造,在蜡模表面涂上多层耐火材料,如高岭矾土、石英砂等,待其彻底硬化干燥后,熔去其中的蜡模从而制成型壳,再经过高温焙烧,以减小型壳的热膨胀系数,最后对其进行浇注,获得铸件的一种常用方法。由于获得的铸件都具有较好的线性尺寸公差、形位公差和表面粗糙度,故也称为“熔模精密铸造”,熔模精密铸造相对于普通的砂型铸造,工艺较为复杂,工艺要求也高[1,12]。熔模精密铸造是一项近净形成形工艺,它不仅适用于各种类型的合金铸造,还适用于铸造耐高温、形状复杂铸件。我国是于上世纪中期开始将熔模铸造技术应用于工业生产。其后这种先进的铸造工艺得到巨大的发展,相继在航空、汽车、机床、船舶、内燃机、电讯仪器、核能、气轮机、纺织、制药、医疗器械、武器等制造工业中广泛采用,同时也用于工艺美术品的制造[2,10]。
| 图1 熔模铸造过程描述[4]
|
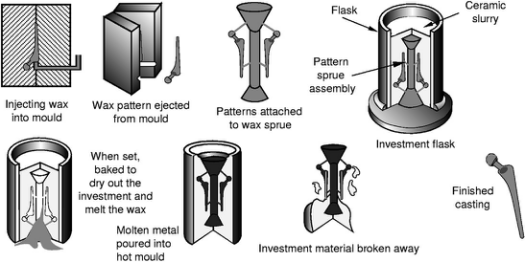
如图1所示,模具用于生成所需形状的蜡图案。用一种耐火材料锆石,然后是陶瓷浆料,最后是粘结剂来包覆这种模具,这种模具是在烤箱中缓慢烧制而成的。蜡被熔化,金属在陶瓷模具中铸造成型。然后销毁该模具以移除铸件。过程通常称为“失蜡”过程[4]。
| 图2 熔模铸造部分工艺流程[3] |
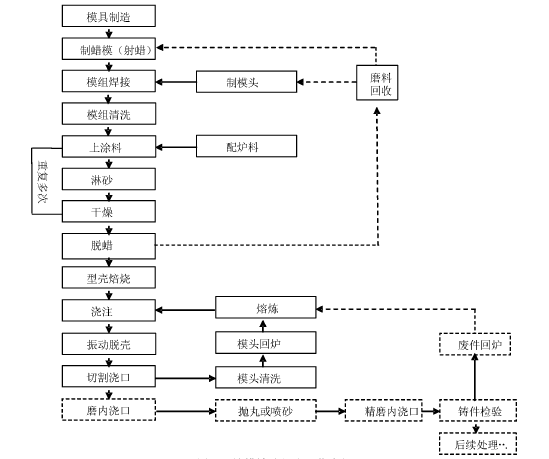
图2其中实线框代表必要制程,虚线框代表选择性制程,即非必要制程,实线箭头代表工艺流程,虚线箭头则示意可回收使用材料之流向。
制壳是熔模精密铸造过程中最为核心的内容,其主要工序和工艺为[3]:
(1)模组清洗:为了使蜡模能够在涂料中被完全润湿,需要将蜡模表面的油污彻底洗去,将蜡模放入去油污的蚀刻液中,大概三秒后再放入清洗液中,如此重复到次,清洗完后用气枪吹干。
(2)涂料配制:蜡模制壳时,每一层的作用不同,每层所用的涂料也不相同,主要性能指标包括涂料粘度和密度,涂料配置完成后,要保持环境温度,并使涂料处于搅拌状态中。
(3)制壳:这是整个制壳过程的核心环节,将已经清洗完毕的模组,以与竖直方向大概30°的角度缓缓浸入配制好的涂料中,这样可以防止蜡模沟槽处产生气泡,待完全浸入后,涂料桶旋转或者模组左右上下晃动,以使涂料能更好的完全润湿模组,涂料完成后记可以进行淋砂。
(4)型壳干燥与硬化:模组完成涂浆淋砂工艺后需要在干燥的环境下干燥,使粘结剂固化,干燥的时间由环境的温度和风速决定。
(5)脱蜡:型壳干燥硬化后接下来需要脱蜡,将型壳放在蒸汽发生器中,内部压强保持在到个大气压之间,大概在到分钟内完成脱蜡,脱蜡完成后的型壳需要检查修补,出现碎片、成片剥落的只能废品处理。
图2中上涂料,淋砂和干燥之所以需要循环多次,主要有这么几个原因:
(1)一次上涂料,撒砂不能使厚度达到强度要求,多次循环能够增加壳体厚度。
(2)一次涂料淋砂太厚的话,致使浆料不容易硬化,亦容易使壳体出现裂痕。
(3)为了节省成本,为了保证内存的粗糙度壳体内测所用的砂的价格较高,外侧可以使用低成本的砂。
精密铸造行业是一个相对劳动密集和技术密集的行业,很多工序如制壳、焙烧、浇注、清理及打磨等工序劳动强度高,环境恶劣,同时操作技能也高。手工操作制壳的生产方式,尽管在操作规程中进行了严格要求,但在生产过程中仍存在一定的问题,具体有[7]:(1)手工操作制壳时,生产操作过程中沾浆和淋砂的力度以及时间的控制均匀性和一致性差,会导致型壳质量的统一性很难控制。
(2)由于精铸产品大多是批量生产,因此在制壳过程中随着工作时间的加长,操作者操作的动作规范性会逐渐降低,间接会导致制壳过程中看似简单的旋转动作离标准要求越来越远,最终导致型壳涂挂一致性极差。
(3)尽管近年来随着工艺技术水平不断提升,精密铸造制壳车间环境大大改善,但制壳过程中不可避免的粉尘及气体仍局部存在,对手工操作工人身体健康仍存在潜在危害风险。
因此,工业机器人在熔模精密铸造生产线上得到广泛应用是很有必要的,在熔模精密铸造领域应用工业机器人,保证了产品的质量稳定性和可控性,同时大大降低工人的劳动强度,提高生产效率,保证了产品质量的一致性和稳定性,降低了生产成本。
从以上分析可知,采用自动化生产线来完成熔模铸造的制壳过程是合适的,也是必要的。
1.2国内外的研究现状分析
这项技术在第二次世界大战期间在美国有了很大的发展,因为需要具有复杂几何形状的精密部件,包括飞行器引擎的涡轮叶片等。二战期间,传统加工工艺无法满足因战争引起的日益增长需求,因此需要替代路线。熔模铸造工艺成为加工工具行业中的替代工艺之一,这一工艺不可避免地满足了加工工具行业对成品零件生产的迫切需求。为生产多个复杂形状的零件、表面光滑的下切件、尺寸精确、细节精细的零件提供了解决方案。从这一调查可以看出,在过去的几十年中,熔模铸造行业不断扩张,这不仅是因为它作为一个铸造工艺的优势,而且也是由于它可以制造各种各样产品[10,19]。
Eddy等人列举了现代熔模铸造工艺的不同应用和进步。它用于制造从涡轮增压器车轮到高尔夫球杆头,从电子盒到髋关节置换植入物,一般工程到航空航天工程和国防出口。按价值计算,钢材熔模铸件占总产量的三分之一。在有色金属合金中,铝及其合金有着广泛的应用。熔模铸造没有冶金限制。该工艺的主要优点是表面光洁度好。花键、孔、轴套甚至线都可以成功地被铸造。非常精细的细节和薄片可以通过这一过程产生。在这个过程中不涉及任何复杂和昂贵的工具。但这是一个更昂贵的过程,因为蜡模和陶瓷浆料的准备工作涉及到大量的手工劳动[9]。
在熔模铸造中有精确的几何形状所需的最终铸件,有尺寸余量以补偿自己的体积收缩,以及铸造金属在陶瓷模具中的凝固收缩。蜡、塑料、聚苯乙烯或冷冻汞是常用的材料,其中蜡的应用最为广泛。Craig等人(1965)对不同蜡进行了广泛的调查,得出结论认为图案蜡必须具有以下特点[4,18]:
(1)它应具有最低的热膨胀,使其能够形成一个具有最高尺寸精度的形状。
(2)熔点不应高于环境温度,以防止厚截面变形和表面形成气穴。
(3)它应具有抗破损性,即强度高,室温下足够坚硬,以便于处理时不造成损坏。
(4)应具有光滑、可润湿的表面,以获得表面光滑的成品铸件。
(5)熔化时应具有较低的粘度,以填充模具最薄的部分。
(6)成形后应易于从模具上取出。
(7)应具有极低的灰尘含量,以免在陶瓷壳内留下任何灰尘。
(8)应是环境安全的,即燃烧时不生成对环境有害或致癌的物质。
成本、可得性、易回收性、毒性等是选择蜡模的重要因素。提高蜡的一种或多种特性,可以提高熔模铸造的工作效率。通过混合添加剂,与不同的蜡共混,并改变工艺参数。
失蜡是动物型、蔬菜型、石油型、矿物型、综合型等多种蜡类材料。Solomon(1975)的调查显示,仅含蜡的图案材料缺乏以下两种性质:(a)强度和刚度-那些很脆弱的图案所需要的。 (b)尺寸控制。然而,这些研究无法解决这个长期存在的问题。后来,Horton(1987)提出,这种蜡可以通过添加一些称为添加剂和填料的材料来根据其性能进行改变。这在很大程度上解决了上述问题。然而,必须彻底检查这些添加剂和填料的性能从而能形成一种均匀的混合物,使蜡图案具有更好的表面光洁度。为继续上述研究,Tascioglu和Akar(2000)对不同蜡的性能进行了广泛的调查,并着重介绍了两种重要蜡B97 和B140的使用情况。虽然B140是一种性能优良的蜡,但价格昂贵,而B97是一种性能较差的低成本浇注蜡[8,18]。
Borcherding 和 Luck(2000)发现,大豆可以作为填充材料添加到蜡中,从而减少蜡纹的收缩。它是一种可燃性和低灰分的材料,具有合适的密度。这是他们所做的一项值得称赞的工作,因为天然产品,如大豆,以低成本大量供应,可以用来改善蜡的性能。然而,研究人员在他们的工作中只使用了三种大豆品种。其他大豆品种的效果和性能尚待研究[4]。
Tascioglu和Akar(2003年)再次进行了进一步调查,并确认了Borcherding 和 Luck(2000年)的调查结果。他们还提出了一些方法,可将低成本蜡(B97)转化为优质蜡,与高质量的模式蜡(B140)相当。为此,各种添加剂如大豆、胶体(阿拉伯胶、交联聚乙烯基吡咯烷酮等)、活性炭、棕榈酸和表面活性剂(十二烷基硫酸钠、油酸山梨醇酸酯和甘油)分别加入到B97蜡中。测定了含添加剂和不加添加剂的蜡试样的表面粗糙度、热膨胀系数、粘度、润湿(接触)角、渗透强度和抗拉强度[4,18]。见图3
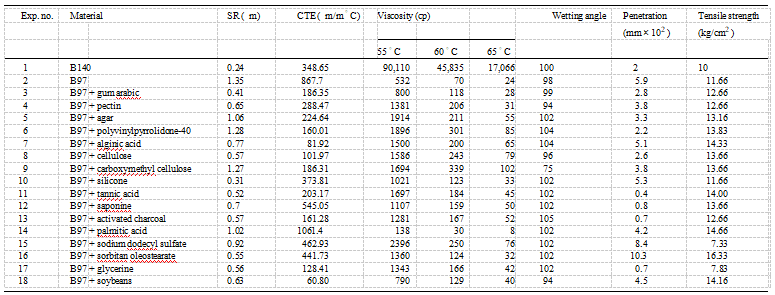
图3 含添加剂和不含添加剂的B97与B140的性能比较[4]
从表中可以看出,除聚乙烯醇聚吡咯烷酮外,所有使用的化学物质都能降低B97的表面粗糙度,其中降低表面粗糙度的最有效的是西洛酮。但蜡的表面粗糙度仍高于B140。除棕榈酸外,其它化学物质均能降低热膨胀。然而,皂角苷、十二烷基硫酸钠、油酸山梨酯共混物的热膨胀仍大于B140。所有大豆粉的使用均使B97的表面粗糙度、抗拉强度、穿透性和热膨胀得到显著改善。所有蜡样的粘度均低于B140,且易于浇注到模具中。研究人员进行的研究证明,在加入适当的加入量的适当添加剂后,低成本的蜡的性能也可以表现的像一个品质高的模式蜡。然而,类似的添加剂对不同蜡混合的共混物的影响还有待于研究。
Singh等人(2006年)通过在不同的熔化温度下混合四种蜡(石蜡、蜜蜂蜡、棕榈蜡和蒙坦蜡),制备了不同的混合蜡。不同比例的使用上面提到的蜡制备了七种石蜡共混物。研究的目的是确定这些共混物的几何精度和表面粗糙度。选择的工艺变量为注射蜡温度、保温时间、模具温度和注射时间。在整个研究过程中,其它参数如蜡组成、注射机内蜡温度、模具排气、注射压力和后注入冷却等都保持不变。根据蜡样的线性收缩和体积收缩的结果,确定了最佳共混物的组成。结果表明,所有共混物的形态收缩不一致。然而,与其他共混物(1.05~2.99%)比较,用石蜡、蜜蜂蜡和蒙坦蜡按50:30:20的比例生产的蜡混合物收缩性要小得多(0.89%)同时这种蜡也被认为是最佳共混物。通过改变注射温度、保持时间、模具温度和注射时间,他们使用这种共混物生产了大约30种蜡样。结果表明,注射温度为68℃、保温时间为9 min、模具温度为46℃、注射时间为10s的蜡模收缩最小,收缩率为1.05 mm,表面粗糙度为1.42 m[4,18]。
传统的熔模铸造(IC)存在着生产蜡模的高模具成本的问题。因此,对于低批量生产,如原型制造、加工或专门化的部件生产来说,价格昂贵得令人望而却步。根据机器车间的调度和能力,交货时间范围从几个星期到几个月不等。而且完成和修改设计也需要花费大量时间。因此,快速成型技术(RP)随即诞生。快速成型过程能够将三维CAD模型直接转化为实体物理模型。利用计算机硬件和软件技术的优势,计算机辅助设计三维物体的数据被分割成多个二维的层,这些层可以被制作成多层,然后一个接一个地连接到防护层上。就是如今正值火热的3D打印技术。解决了铸造生产中复杂小批量铸件的生产需要,3D 打印技术既提高了生产效率,又降低了企业的成本,能够满足企业的小批量需求,如图4[8,11]。
图4 典型快速成型反应链[8]
中国精铸业从20世纪50年代末开始,20世纪90年代初中国的精铸业的年产值已经成为亚洲第一大精密铸造生产国。然而我国熔模精铸产业总体与欧美、日本等先进国家和地区熔模铸件的市场结构相比,有明显的差距,高质量的精铸件比例还很低。北美和欧洲的熔模铸造市场以高附加值铸件为主,比例超过70%,如图5,6所示。航空铸件和工业燃气轮机铸件是高附加值精密铸件市场的主要组成部分。美国、英国等发达国家均因其航空和燃气轮机制造业的进步,刺激和带动了精密铸造行业的发展[5]。精密铸造工艺过程的部分工序如制壳工序的机械手和机器人的应用在国外已有30年。美国的 VULCAN 和加拿大的 Shell-O-Matic 公司就极具有代表性。
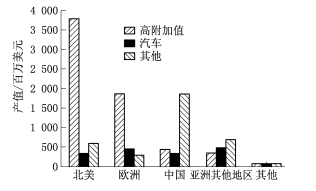
图5 不同地区不同类别铸件产值图[5]
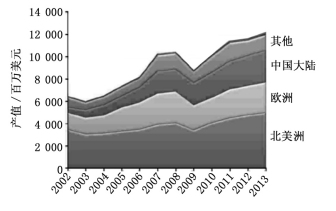
图6 世界熔模铸造市场动态[5]
而我国相关制造业的发展滞后,规模还不大,高附加值精密铸件的市场还在成长中。我国精铸行业主要还是面向低端的民用市场,造成这种局面主要是因为中国精铸工艺装备制造水平与发达国家还有相当大的差距,包括制模、制壳、熔炼、精整等工艺的新技术发展,工艺设备的自动化、智能化水平也存在明显差距。不仅生产效率低,产品质量不稳定,对于某些复杂的军工产品,产品的最终合格率达不到,这主要与我国熔模铸造的装备水平有关。总体上,我国铸造领域的学术研究并不落后,很多研究成果居国际先进水平,但转化为现实生产力的少。国内铸造生产技术水平高的仅限于少数骨干企业,行业整体技术水平落后,铸件质量低,材料、能源消耗高,经济效益差,劳动条件恶劣,污染严重。具体表现在,模样仍以手工或简单机械进行模具加工;铸造原辅材料生产供应的社会化、专业化、商品化差距大,在品种质量等方面远不能满足新工艺新技术发展的需要;铸造合金材料的生产水平、质量低;生产管理落后;工艺设计多凭个人经验,计算机技术应用少;铸造技术装备等基础条件差;生产过程手工操作比例高,现场工人技术素质低;仅少数大型汽车、内燃机集团铸造厂采用先进的造型制芯工艺,大多铸造企业仍用震压造型机甚至手工造型,制芯以桐油、合脂和粘土等粘结剂砂为主[7]。大多熔模铸造厂以水玻璃制壳为主;低压铸造只能生产非铁或铸铁中小件,不能生产铸钢件;用EPC技术稳定投入生产的仅限于排气管、壳体等铸件,生产率在30型/小时以下,铸件尺寸精度和表面粗糙度水平低;虽然建成了较完整的铸造行业标准体系,但多数企业被动执行标准,企业标准多低于GB(国标)和ISO(国际标准),企业废品率高;质量和市场意识不强,仅少数专业化铸造企业通过了ISO9000认证。结合铸造企业特点的质量管理研究十分薄弱[2]。欧美、日本等发达国家总体上铸造技术先进、产品质量好、生产效率高、环境污染少、原辅材料已形成商品化系列化供应,如在欧洲已建立跨国服务系统。生产普遍实现机械化、自动化、智能化(计算机控制、机器人操作)。
综合来看,使用添加剂或者蜡的混合物、改进型壳的化学成分,改变熔蜡的加热方式等方式均能较好的提高熔模铸造铸件的质量,得到较好的成品。为了提高生产效率,蜡模的生产使用3D打印技术,既能迅速制作模具,也能避免不必要的浪费。最后将工业机器人引入生产线,形成一条机器与工人协同工作的自动化生产线,能为熔模铸造行业注入新的活力,使得熔模铸造能被更广泛地运用在生活中的各个方面。
2. 研究的基本内容与方案
2.1研究(设计)的基本内容:
(1)机械系统的设计。主要包括机器人抓手、上下料台、夹具和工艺流程设计;
(2)电气系统的设计。主电路和控制电路的设计。
3. 研究计划与安排
第1周 查阅参考文献,完成英文翻译
第2周 查阅相关参考文献,完成开题报告
第3-4周 完成总体方案设计
4. 参考文献(12篇以上)
[1] 杨树川,佘永卫熔模铸造的工艺过程及防止缺陷产生的方法[j].农机化研究, 2005.7:192-194.
[2] 姜不居.熔模精密铸造[m].北京:机械工业出版社, 2004: 1-2
[3] 中国铸造协会, cicba/b01.01, 中国铸造协会精密铸造分会行业标准,北京: 1998.04



