典型零件加工余量检测系统的设计毕业论文
2020-04-12 15:48:00
摘 要
零件在加工之前需要检测出加工余量,传统的检测方法是依靠人工使用游标卡尺等工具进行手动检测,这种检测方式不仅效率低下,而且检测精度也难以保证。本文开发了一套基于机器视觉的加工余量检测系统,可以实现自动化、高精度的零件加工余量检测。
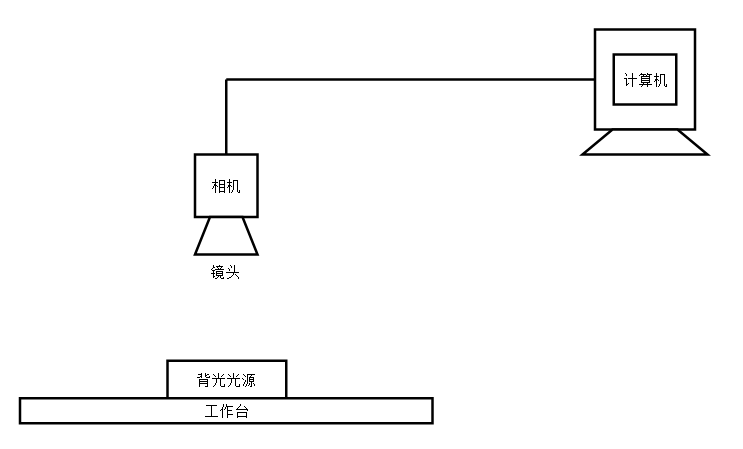
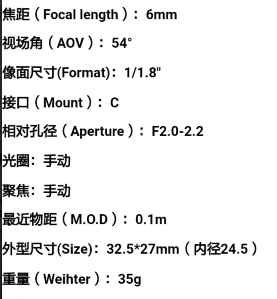
本文所研究的检测系统的设计包括硬件部分的设计以及软件部分的设计,硬件部分的设计包含了系统总体结构的设计、相机和镜头的选型、系统光源的设计。根据实际的需要,本文设计出了检测系统的总体结构,即相机、镜头、光源等硬件和零件的位置关系设计,根据总体结构的位置关系以及检测系统的要求进行相机和镜头的选型,根据成像要求进行了光源的设计。
软件部分包括图像预处理、图像分割、图像边缘检测、图像特征提取及零件加工余量计算,在图像预处理部分对比了均值滤波、高斯滤波、中值滤波以及双边滤波,经过分析最终采用了中值滤波,阐述了图像锐化的原理并使用基于二阶微分的方法对图像进行了锐化处理,阐述了图像二值化的原理及意义,最终使用了OTSU算法进行图像二值化处理。说明了边缘检测的原理,充分对比分析了Canny算子、Sobel算子以及Laplacian算子,最终使用Canny算子提取出图像的轮廓,在特征识别与检测方面,介绍了传统的霍夫直线检测和霍夫圆检测并分析了其不足之处,提出了基于最小二乘法的直线检测与计算算法以及基于最小二乘法的圆检测与计算算法,最终通过计算得到了零件的加工余量。
本系统可以实现自动化高精度的零件的加工余量检测,适用于大批量的生产过程,解决了传统检测方式的不足之处,具有一定的现实意义。
关键词:机器视觉;加工余量;自动检测
Abstract
It is necessary to detect the finish allowance before the parts polished. The traditional detection method relies on manual inspection with Vernier calipers and other tools. This detection method is not only inefficient but also difficult to ensure the accuracy. In this paper, a machine vision based finish allowance detection system is developed, which can realize automatic and high precision finish allowance detection of parts.
The design of the detection system in this paper includes the design of the hardware part and the software part. The design of the hardware part includes the design of the overall structure of the system, the selection of the camera and lens, and the design of the system light source. According to the actual needs, this paper designs the overall structure of the detection system, that is, the hardware such as camera, lens, light source and the position relationship of parts. According to the position relation of the overall structure and the requirements of the detection system, the camera and lens are selected, and the light source is designed according to the imaging requirements.
The software part includes image preprocessing, image segmentation, image edge detection, image feature extraction and parts finish allowance calculation. In the image preprocessing part, the blur filter, Gauss filter, medianblur filter and bilateral filter has compared.Finally, the median filter is used in the analysis, the principle of image sharpening is expounded, and the method based on second-order differential is used to sharpen the image, and the principle and significance of image binarization are expounded. Finally, OTSU algorithm is used for binary image processing. The principle of edge detection is explained, and the Canny operator and Laplacian operator are compared and analyzed. Finally, Canny operator is used to extract the contour of the image. In the aspect of feature recognition and detection, the traditional Hoff line detection and Hough circle detection are introduced. After analyzing its shortcomings, the algorithm of line detection and calculation based on least square method and circle detection and calculation algorithm based on least square method are put forward. Finally, the machining allowance of parts is obtained by calculation.
This system can realize automatic and high-precision finish allowance detection of parts, which is suitable for mass production process, and solves the shortcomings of traditional inspection methods, which has certain practical significance.
Key Words: Machine vision; Finish allowance; Automatic detection
目 录
第1章 绪论 1
1.1课题的目的及研究意义 1
1.2 机器视觉检测的国内外发展现状 1
1.3 研究内容与预期目标 4
第2章 系统总体结构与硬件设计 6
2.1系统的总体结构设计 6
2.2系统的硬件选型与设计 6
2.2.1镜头的选择 6
2.2.2相机的选择 8
2.2.3 光源的选择 9
第3章 图像预处理 12
3.1 ROI 12
3.2 图像滤波 12
3.2.1 图像噪声 12
3.2.1 均值滤波 13
3.2.2 高斯滤波 14
3.2.3 中值滤波 14
3.2.4 双边滤波 14
3.2.5 图像不同滤波方式的对比与选择 15
3.3 图像锐化 18
第4章 图像分割 21
4.1 图像二值化 21
4.2 边缘提取 22
4.2.1 Canny边缘检测 22
4.2.2 Sobel边缘检测 23
4.2.3 Laplacian算子 23
第5章 特征识别与余量计算 27
5.1 直线识别 27
5.2 圆识别 28
5.3 加工余量计算 29
第6章 总结与展望 30
参考文献 32
致 谢 33
绪论
1.1课题的目的及研究意义
零件加工之前要检测加工余量,检测的方式有很多种,传统的方式是靠人工使用游标卡尺、螺旋测微器等工具进行检测。但是这种方法存在着不足之处,首先是检测速度不够,不适合大批量零件的检测;其次是由于依靠眼睛去读数,由于疲劳或者失误等原因会导致部分的尺寸读数产生误差,进而会影响零件的加工精度。而机器视觉检测作为一种非接触式检测方式具有许多的优点,不仅效率高而且精度也能得到保证,适合工业上大批量检测。所以研究出一套基于机器视觉的铸造件加工余量检测系统对于提升检测的效率和精度具有较大的意义。
1.2 机器视觉检测的国内外发展现状
随着技术的发展,传统的检测方式不再适应生产要求,机器视觉便产生了。机器视觉统计模式识别出现于20世纪50年代,随后机器视觉飞速发展,出现了许多经典的算法以及理论。机器视觉是一个新兴领域,我国是从20世纪90年代开始发展机器视觉的,总体来讲起步比较晚,与世界先进水平也存在着差距。但是随着我国科技水平的不断提升,现在我国的机器视觉也得到了极大地发展。
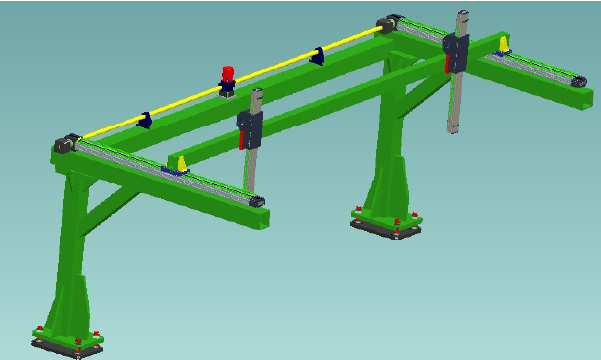
机器视觉检测系统有很多经典的形式:华中科技大学的伍济钢的方案如图1.1和图1.2所示,检测系统的硬件包括了相机、镜头、光源、计算机以及机械移动部分,软件部分包括了图像二值化、图像滤波、图像边缘提取、图像特征识别、图像尺寸计算,具体原理为首先将零件图像进行二值化处理,然后使用中值滤波去除噪声,然后使用改进微分算法提取边缘,最后使用三次样条插值法得到亚像素级边缘,通过改进HOUGH变换法得到特征并计算尺寸。方案亮点是提出了自适应CCD变步长线扫描算法[1],提高了系统的检测效率。

图1.1 检测系统实物图[1]
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: