焊料片冲压工艺分析与模具结构设计毕业论文
2020-02-17 19:47:52
摘 要
冲压技术在现在制造业中所占的比例越来越高,因其高效率、低成本的特点日益受到人们的重视。焊料片零件结构为特殊的马蹄形的结构,使用冲裁技术可以达到较高的生产效率和材料利用率,本文主要对焊料片进行冲裁工艺分析和模具结构设计。
首先对复合模和级进模两种方案进行了比较,确定了使用级进模。然后进行模具设计准备工作,进行相关的计算,包括凸凹模刃口尺寸,冲裁力等等。在完成相关计算后,利用SolidWorks和AutoCAD进行各零件结构设计以及三维建模,确定各个零部件外形尺寸和安装形式,最后完成零件装配图的绘制。
关键词:焊料片;级进模;冲裁;冲孔;落料。
Abstract
Stamping technology is becoming more and more important in the manufacturing industry because of its high efficiency and low cost. The structure of solder sheet parts is a special horseshoe-shaped structure. The use of blanking technology can achieve higher production efficiency and material utilization. This paper mainly carries out blanking process analysis and die structure design for solder sheet。
Firstly, the two schemes of compound die and progressive die are compared, and the use of progressive die is determined. Then the die design preparation work is carried out, and the relevant calculation is carried out, including the punch and concave die edge size, punching force and so on. After completing the relevant calculation, using SolidWorks and AutoCAD to carry out the structural design and three-dimensional modeling of each part, determine the shape size and installation form of each part, and finally complete the drawing of assembly drawings of the parts.
Key Words:Solder sheet; progressive die; blanking; punching; blanking.
目录
1. 绪论 1
1.1.论文研究的背景及意义 1
1.2模具行业发展及国内外现状分析 1
1.3论文选题的目的 2
1.4论文主要内容 3
2. 焊料片工艺分析及冲裁方案的确定 4
2.1焊料片工艺分析及冲裁方案的确定 4
2.1.1冲裁件工艺分析 4
2.1.2冲裁方案的选择 4
2.2排样方式的设计 5
2.3搭边和条料宽度的确定 5
3.模具设计计算 7
3.1冲裁间隙及凸凹模刃口尺寸的计算 7
3.1.1第一工位(冲孔)凸凹模刃口尺寸的计算 7
3.1.2第二工位(落料)凸凹模刃口尺寸的计算 7
3.2冲裁工艺力的计算 8
3.3压力中心的确定 9
4.主要零部件的设计及标准的选用 10
4.1凸模的结构设计及校核 10
4.1.1凸模的长度 10
4.1.2凸模的固定形式 11
4.1.3凸模强度校核计算 11
4.2凹模刃口形式及尺寸设计 13
4.2.1凹模结构设计 13
4.2.2凹模的刃口形式 13
4.2.3凹模外形尺寸的确定 14
4.3冷冲模架与导向装置 15
4.3.1模具闭合高度的计算 15
4.3.2模具闭合高度的校核 15
4.3.3模架结构形式的设计与选用 16
4.3.4导柱、导套的基本结构和安装方式 16
4.3.5模柄的结构及尺寸设计 18
4.4卸料装置的结构设计 19
4.4.1卸料装置的结构设计与选用 19
4.4.2卸料螺钉的结构及安装形式 20
4.5其他零部件设计 20
4.5.1固定板的结构及尺寸设计 20
4.5.2垫板的结构及尺寸设计 21
4.5.3导料装置的设计和计算 22
4.6模具的装配以及压力机的选取 23
4.6.1压力机的选取 23
4.6.2模具装配 24
4.6.3建模软件的选用 23
5.总结与展望 25
参考文献 26
致谢 27
1.绪论
1.1.论文研究的背景及意义
模具作为一种特殊的工艺设备,在现代制造业发挥着巨大的作用,与我们的日常生活也有紧密的联系。有了模具,企业可以为我们提供种类繁多的商品,满足人们日常生活和消费的需要。有了模具,人们的衣、食、住、行变得更加丰富多彩。在日常生活中,我们随处可见模具制作的产品。小到手机电脑。大到飞机轮船,都离不开模具。有了模具,大大提高了产品的生产效率,降低了生产成本。可以说,模具已遍及人们生活的各个方面。模具设计制造水平的高低,直接关系到模具生产产品质量的高低,直接关系到现代制造业的进步和发展。
与传统机械加工相比,使用模具加工具有以下优点:模具比较容易实现工业化和自动化,生产效率较高;模具加工的工件质量高,工件表面质量好,冲裁精度可以保证;一般模具的使用寿命比较长,因此冲压件的质量稳定,互换性好;使用冲压加工可以加工一些零件尺寸大,外形结构复杂的零部件,以及冲压过程中材料的冷变形硬化效果,冲压件的强度和刚度很高;冲压一般没有碎屑,材料消耗少,不需要加热设备,是一种节省材料,节能的加工方法,冲压件成本低。随着模具设计CAD/CAE/CAM的普及应用,我们必须掌握相应的软件。模具设计是对我们大学四年专业课学习的一个综合考验,这对于将来从事类似的工作具有一定的指导和实践意义。
1.2模具行业发展及国内外现状分析
模具是现代工业生产中的重要工艺设备。它是由工具组成的塑性变形过程。模具生产技术的先进水平长期以来一直是衡量一个国家制造能力重要指标之一[1]。使用模具加工的产品的质量和加工效率很大程度上取决于模具的设计和制造。随着制造行业不断发展,工业产品的数量和种类越来越多,工业产品的升级速度越来越快,企业之间的竞争越来越激烈,模具已成为各行各业广泛使用的工具。随着市场经济的发展,各种工业部门越来越依赖模具加工生产。随着对机械工业产品需求的不断增加,冲压件变得越来越复杂,冲压模具变得高度复杂、生产效率高、专业化,耐用价值的使用增加,冲压模具的生产变得复杂。大型车间的生产,其中大部分依靠个体工人的手工加工和传统设备的生产的情况逐渐成为技术精密行业,主要依靠高精度,单一化的机械加工正在向机械加工和电加工结合的一些类型迈进,机械加工必将进入新时代。
模具行业已经受到了极大的关注,在中国和模具技术的提高也是中国的一个重要项目。提高产品加工和生产效率质量,改善了工人的劳动环境,降低了产品的成本,以及不断变化的产品是用于优化冲压模具的重要标准。
模具是关乎国民生计的一项重要内容,这已经成为共识。在汽车、电子、仪器仪表、家电等产品中,60%甚至80%都是由模具加工成型。[2]模具加工存在许多优点:高效率、高精度、低能耗等,这些都是其他加工方法所不能比拟的。用模具加工制造出来的产品,其价值远远大于模具本身。
中国作为一个较早使用和制造模具的国家,但是并没有形成一门完整的学科以及行业,在改革开放之前,模具行业发展较为缓慢。改革开放之后,随着国外企业在中国的发展,对我国传统制造业产生了一定的冲击,模具行业开始有了发展。在上个世纪90年代左右,由于汽车制造业的迅速发展,模具设计与制造逐渐开始于CAD技术相结合。,并取得不错的发展,应用在实际生产中也取得了良好的效果,这是我国模具行业发展的一个标志性进步。目前,我国模具行业呈现一种两极分化的情况,对于中低档模具的加工制造,国内供大于求;但是一些高档精密模具,自给率还比较低,较多依赖于进口。在我国出口的模具中,技术含量较低,存在这一些问题。从目前情况来看,国内模具行业的发展与国外还存在着一定的差距。但是随着我国经济技术的不断发展,模具行业必将向着更好的方向迈进。
国外模具行业的发展主要体现在三个方面:①CAD/CAE/CAM技术的广泛应用。目前国外的行业都已经普遍使用高新技术作为模具设计制造的工具,不仅可以提升模具工业的优越性,而且还体现了信息技术的带动性。目前,运用CAD进行三维设计比例已高达70~89%[3]。②高速切削加工技术的普遍应用。国外模具行业为了提高市场竞争力,缩短产品周期,普遍采用高速切削加工技术。高速切削技术是以高切削速度、高进给速度、高加工品质为特点的一种加工技术。使用高速切削加工技术,大大降低了生产成本,提高了劳动生产率。同时,产品的质量还可以得到保证。③快速制模技术与快速成型技术的普遍使用,也大大提高了生产效率[4]。
1.3论文选题的目的
通过对焊料片进行工艺分析和模具结构设计,使我们能够掌握模具设计的一般方法,对模具设计的过程有了一个更加深入的了解。此次设计是对我们大学四年所学课程的一个总结和提高,不仅检验了我们所学的专业知识,同时也检验了我们收集整理资料的能力,对我们将来从事类似的工作有一定的指导意义和实践性意义。
1.4论文主要内容
本文设计的主要内容是焊料片冲压工艺分析与模具结构设计,首先对焊料片进行工艺分析,从结构和材料两个方面,确定焊料片冲裁的可行性。然后综合分析冲裁常用的模具类型,确定一种最合适的方法。
在确定了模具类型后,开始进行模具设计。首先要做的是排样设计,排样设计是进行后续设计的基础。然后进行主要设计计算,包括凸凹模刃口尺寸、冲裁力和压力中心的计算等等。在计算完毕之后开始进行主要零部件设计,包括凸模结构设计和安装方式、凹模结构设计、卸料装置的设计、模架等的设计。在零部件设计完毕之后进行模具装配工作,输出装配图。
2. 焊料片工艺分析及冲裁方案的确定
2.1焊料片工艺分析及冲裁方案的确定
工件名称:焊料片;
生产纲领:1万件/年;
工件材料:Q235
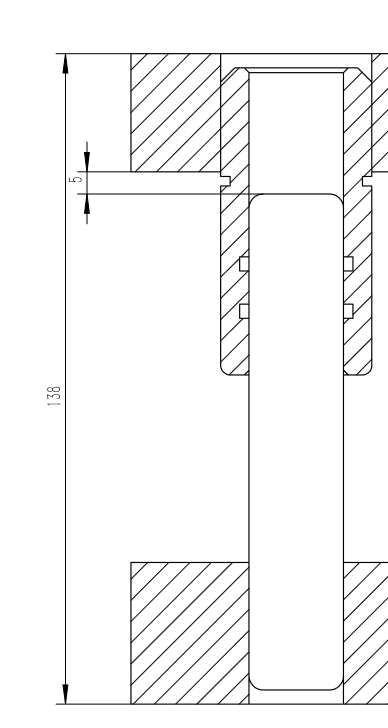
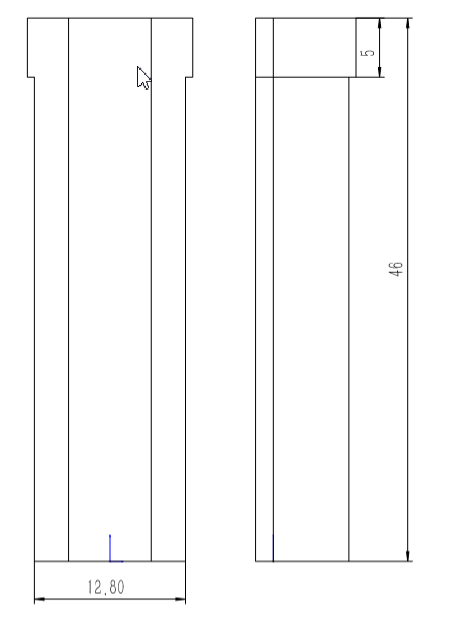
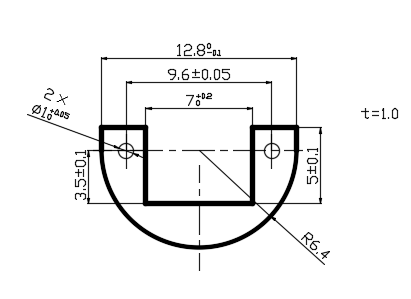 工件简图:
工件简图:
图2-1零件结构及尺寸
2.1.1冲裁件工艺分析
(1)焊料片材料为Q235钢,为普通碳素结构钢,具有良好的冲压性能。
(2)该零件形状简单、对称,孔边距、孔心距及孔径等均满足冲压要求。
结论:可以冲裁。
2.1.2冲裁方案的选择
方案一:采用级进模,由于零件较为简单,所以只需两个工位(冲孔和落料)。
方案二:采用冲孔落料复合模。
方案一采用级进模,工件间自动送料,可以排除冲件,生产效率高,适合加工结构简单的工件。方案二采用复合模,复合模只需一个工位,适合冲裁较复杂零件,但是冲件不能自动排出模具内,需要人工或者设置排料装置,生产效率较低。经比较,选用方案一。
2.2排样方式的设计
 排样是指冲裁件在板料、条料或带料上的排布方式[5]。排样设计是模具设计的关键一步,它不仅影响材料利用率,而且后续模具零件的设计也需要依据排样图。排样设计的合理就能用相同的材料冲裁出更多的工件。排样设计的优化有利于降低成本和提高劳动生产率。
排样是指冲裁件在板料、条料或带料上的排布方式[5]。排样设计是模具设计的关键一步,它不仅影响材料利用率,而且后续模具零件的设计也需要依据排样图。排样设计的合理就能用相同的材料冲裁出更多的工件。排样设计的优化有利于降低成本和提高劳动生产率。
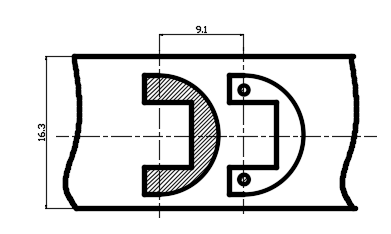
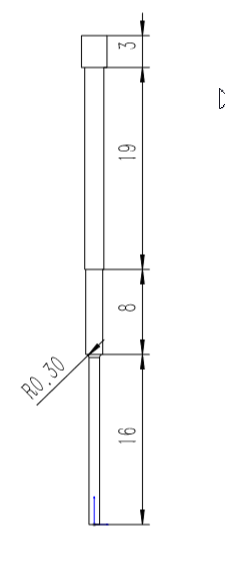
图2-2零件排样图
图2-2为工件排样图,本次设计采用直排的方法。
2.3搭边和条料宽度的确定
在条料上冲裁时,工件间以及工件和条料侧边之间的余料称为搭边。搭边的作用是:补偿送料误差,以保证冲出合格的工件;保持条料刚度利于送料,同时可以避免废料进入模具间隙,引起模具损坏。从节省材料的角度来看,搭边值越小越好,但是当搭边值小于一定数值后,对模具寿命和剪切表面质量会有一定的影响。按照经验公式查表可得:对于本次设计中的零件,工件间a=1.2,a1=1.5。
确定排样形式和计算好搭边值,即可确定条料宽度,进而可以确定步距值。
条料的宽度:无侧压装置时,条料送进时可能因为条料的摆动而使搭边值不能确定,条料宽度按式2-1计算。
(2-1)
导料板间距:
(2-2)
式(2-2)中,表示零件垂直于送料方向的最大尺寸(mm);表示侧搭边最小值(mm);为条料宽度偏差(mm);为导尺与最宽条料间的单向最小间隙(mm)。
D=12.8mm,,,,代入式2-1得:
3.模具设计计算
3.1冲裁间隙及凸凹模刃口尺寸的计算
3.1.1第一工位(冲孔)凸凹模刃口尺寸的计算
根据零件孔的尺寸,首先可以求出零件凸模刃口尺寸dp,再加上Zmin即可求出凸模刃口尺寸[6]。由此得:
(3-1)
(3-2)
上式3-1和3-2中,、分别表示冲孔凸模和冲孔凹模刃口尺寸(mm);d表示焊料片孔径公称尺寸(mm),Δ表示零件公差(mm);表示最小合理间隙(mm),最小合理间隙和最大合理间隙都可以查标准所得:、分别表示凸模和凹模制造公差。将数据代入3-1、3-2得:
3.1.2第二工位(落料)凸凹模刃口尺寸的计算
零件外径尺寸为,首先可以求出零件凹模刃口尺寸,再减去即可求出凸模刃口尺寸[7]。由此得:
(3-3)
(3-4)
上式3-3和3-4中,、分别表示落料凸凹模刃口尺寸(mm);D表示落料件外径公称尺寸(mm),Δ表示零件公差(mm);表示最小合理间隙(mm);、表示凸凹模制造公差。将数据代入式3-3、3-4得:
3.2冲裁工艺力的计算
冲裁工艺力的计算包括冲裁力、卸料力和推件力等的计算。
冲裁力是指在冲裁过程中,使工件和板料相互分离形成所需要工件形状的力,它与工件外形、材料的力学性能、板料厚度等因素都有关系。冲裁力是设计模具、选择压力机的重要参数。计算冲裁力的目的是为了保证合理的选用冲压设备。在选用冲压设备的过程中,必须要求所选设备标称压力大于零件冲裁力,同时在设计模具的时候也要保证模具能承受相应的冲裁力,保证冲裁正常进行。冲裁工艺力可以按式3-5、3-6、3-7和3-8计算。
(3-5)
(3-6)
(3-7)
(3-8)
上式3-5、3-6、3-7和3-8中,F表示冲裁力(N);L表示零件剪切周长(mm);t表示材料厚度(mm);表示材料抗剪强度(MPa);K为系数。根据经验公式,一般取K=1.3。和分别表示将零件或废料从凸模上卸料所需要的力和将零件或废料从凹模中推出所需要的力,单位N,和分别表示卸料力和推件力系数,直接选用标准值,、。n表示在凹模孔口同时卡的有的工件数量,设l表示凹模刃口厚度,t表示条料厚度,则。代入数据得:
3.3压力中心的确定
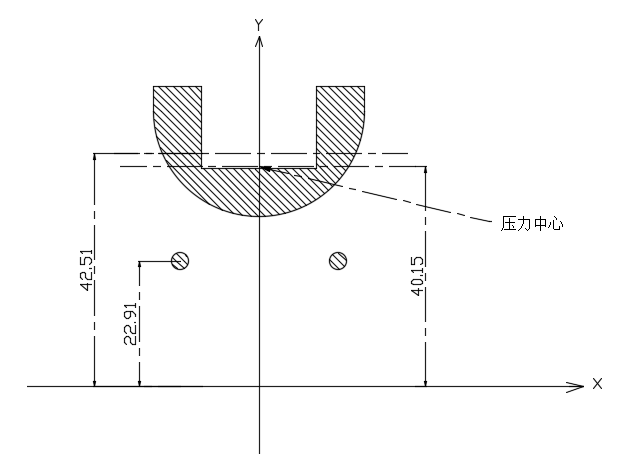
如图3-1所示为工件排样图,因为工件为左右对称结构,所以压力中心一定位于中心线上,按照如图方式建立直角坐标系。在SolidWorks中确定落料工位压力中心位置,如图3-1所示,距离X轴42.51,冲孔工位压力中心位于两孔圆心与Y轴交点处,距离X轴22.91。将上述数据代入式3-9得
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示:
![D:\QQ接受的文件\MobileFile\Image\}D`G}6BNMUGD]B)DO3BFSOA.png](http://www.biyelunwen.org/wp-content/uploads/2020/02/lw1808_2020217194749669.png)