港口皮带运输机PLC自动控制系统设计毕业论文
2020-02-18 10:56:24
摘 要
当代,随着科学与信息技术的飞跃性发展,这使得自动化科学领域也发生了深刻的技术变革,产生了开放性、连接性的通信网络系统,构成了全布局式网络集成的自动化系统。其中,FCS的集散控制系统是新一代控制系统的现场总线通讯体现。整个系统由现场和现场设备连接到数字通信自下而上的整个场景中。它是将企业信息扩张到设备通信,交换信息在工业领域的拓宽。现场总线控制技术在控制系统中的投资将大大减少,控制质量稳步提高。整合、开放、分权和交互的系统功能作用明显提高。
本文以港口皮带运输机系统为研究对象,采用S7-300作为系统控制主站,通过子站点对系统进行信息传输、调节控制和实时监测,并采用西门子STEP7软件包对系统进行编程仿真来验证设计的可行性。
关键词:PLC;港口皮带机;现场总线控制;组态;LAD编程
Abstract
Nowadays, with the rapid development of science and information technology, profound technological changes have taken place in the field of automation science, resulting in an open system interconnected communication network and a fully distributed network integrated automation system.Fieldbus control system (FCS) is a new generation of control system after decentralized control system. Fieldbus will connect the most basic field equipment of control system into network nodes, realize bottom-up digital communication, is the extension of communication bus in field equipment, and extend the coverage of enterprise information communication to industrial field.The application of fieldbus control technology will greatly reduce the investment of control system, improve the control quality, improve the integration, openness, decentralization and interchangeability of the system.
Key words: PLC;port belt conveyor;Fieldbus control;configuration;LAD Programming
目录
第1章 绪论 1
第2章 港口皮带运输机简介 2
2.1皮带机介绍 2
2.2皮带机的常规构造 2
2.3皮带机的工作原理 3
第3章 常见工业控制系统的比较 4
3.1集散型控制系统(DCS Distributed Control System) 4
3.2分布式数控系统(DNC Distributed Numerical Control) 5
3.3现场总线控制系统(FCS Fieldbus Control System) 5
3.4PLC控制系统(PLC Programmable Logic Controller) 7
3.5本次港口皮带运输机系统的方案选择 7
第4章 港口皮带运输机系统的硬件设计 8
4.1港口皮带输送机系统概述 8
4.2港口皮带输送机系统的系统框图 10
4.3港口皮带输送机系统的信号分配 11
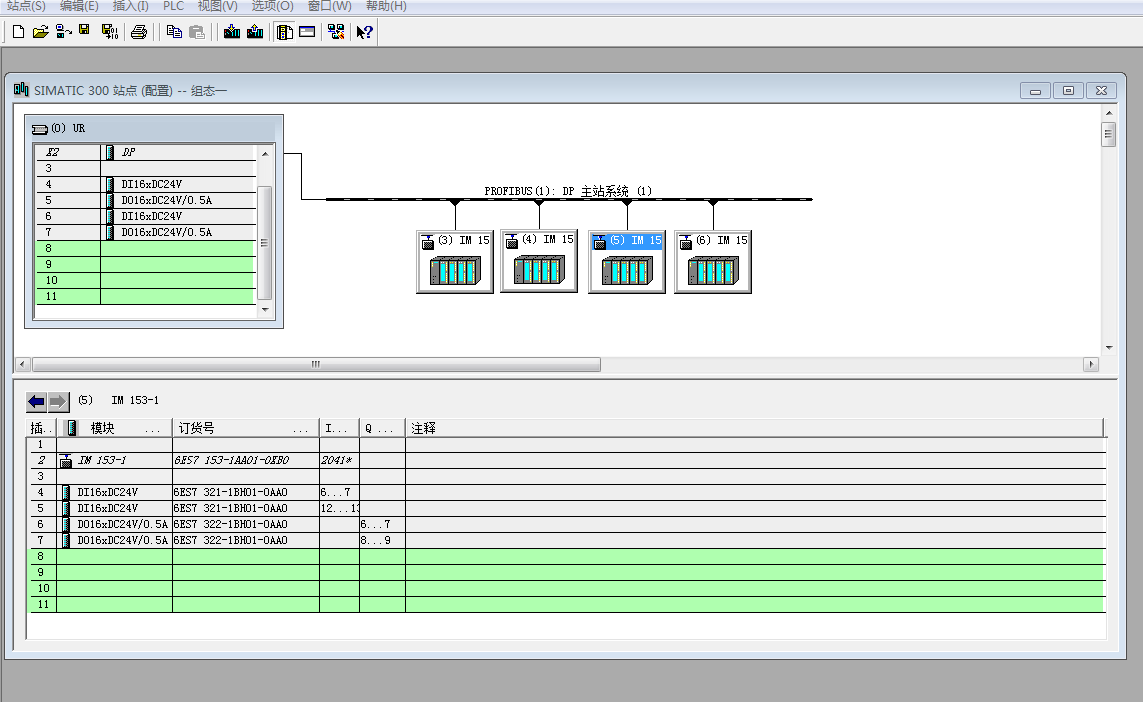
4.4港口皮带机系统的组态设计 15
4.5PLC控制I/O地址分配 16
4.5.1PLC子站I/O地址分配 16
4.5.2PLC总站I/O地址分配 18
4.6港口皮带机系统的硬件选型 19
4.6.1PLC系统的模块选择 19
4.6.2其他硬件选择 19
第5章 港口皮带运输机系统的软件设计 20
5.1西门子S7-300简介 20
5.2西门子PLC软件基本模块 21
5.3西门子PLC编程软件简介 22
5.4港口皮带运输机系统控制程序设计 22
5.4.1启动过程 22
5.4.2停机过程 25
5.4.3故障急停过程 26
5.4.4控制程序符号表 33
5.4.5控制程序仿真 34
结论 35
第1章 绪论
随着我国经济的飞速发展,工业制造水平和货物运输量的极大提高,港口货运作业越来越频繁和紧张。目前带式运输机是港口运输作业中最常用的运输工具之一,与其他的运输工具相比,其具有一次性输送物料多、可持续输送、结构简单、运行安全、投资费用相对较低及维护方便等特点而被广泛使用。同时,这些设备的运行也存在着因为分散操作方式而效率很低,不能集中控制和监测设备的运行状况与故障情况。常因流程下游设备故障而造成的堆积、无法排除故障等现象时有发生,严重时可能造成带式输送机载货过量而使皮带跑偏、损坏等,这给港口皮带机设备的运行和维护、港口工作人员的安全以及经济效益带来了隐患,也造成了货轮装卸时间长,船期延误等不良后果。因此,寻找一种便于控制、交互性好的自动化控制系统成为了亟待解决的问题。
最近一段时间以来 ,可编程逻辑控制器(简称PLC)从第一人发明后得到了长足的发展和进步,它的功能也越来越多样化和强大,完成了连接线路的设计到记忆记载于芯片的变迁,实现了模拟量的调控到数字量的控制的变化[[1]]。从应用在单个设备,简单的机械运动配置,到常见的DCS系统与其的结合和其他要求的跨越,它的适用面也越来越得到大家的认可。现如今的PLC在解决模拟化的量和数字化的量的网络,极大地丰富了控制领域的一些常见的设备的调控能力,工作人员与机器交互的平面和交换信息的能力格外引人注目,在各行各业发挥着越来越重要的作用。由于其安全系数值得信赖,功能无明显漏洞,应用的范围广,学习使用要求不高,不会轻易被打扰,同类的设施多[[2]],设计梯形图的难度小 ,检查保养方便,方便调试等特点,深受广大厂家和工程技术人员的欢迎。
目前,国际上出现了采用PLC技术也就是可编程控制器研发出了一套较为完善的自动监控系统。采用综合电源电器控制技术以及相关的程序软件形成的监控系统。它能轻松完成对相关信息的采集、存储、处理、传输、故障诊断、查寻等工作。因此,它能自动对输送机的可控起动、可控制动、带速同步、功率平衡、输送带张力、输送带接头强度、传动滚筒与托辊轴承温度、输送量计量及各类保护与安全装置等进行监控。“九五”期间,我国经过在胶带运输系统的长期研究,在这方面的技术有了极大的突破和进展,尤其在其控制和自动检测方面发展迅速,有的技术指标已接近或达到国际先进水平。不过,在某些方面还是和国外有一定的差距,表现在功率平衡、故障的诊断与查、保护措施。
由于港口货运现场环境十分恶劣,为了提高系统运行的可靠性 ,通常情况下,我们选择PLC中央监控调节和子站控制箱调节2种方法配合。前者这种方式由工作人员直接在工作室平台操作,通过预先装好的组态软件,操作员可以在最后的控制平台上来进行流程的启动、停止、监控等步骤,是PLC直接控制,后者是通过安装在皮带旁侧的操作箱直接使机器运转、停止[[3]]。
第2章 港口皮带运输机简介
2.1皮带机介绍
皮带输送机俗称带式运输机,是一种可持续的皮带运输机械,也是一种常用的机械,它既可以运送散状物料,也可以运送件式成品物料,具有一系列优点,被广泛应用在矿口、煤炭、冶金、码头运输等相关产业。根据实际具体的要求,要么单独控制一台设备运行,要么包括几种基础设备组成一个完整的运输线,或者与其他输送设备组成水平或倾斜的输送系统,以满足不同的工艺流程的需要。带动运行的机械可考虑可接电的滚动筒,或者挑选带拖动运行功能的电机,皮带的长度和形状要结合具体情况、实事求是的来确定。常规的皮带机通常在物料堆积密度小于标准规定的情况下使用[[4]],这是因为皮带的运输伴随着一些物料残渣难以清除,如矿渣、工业用石粉、农业用化合物等等[[5]]。被输送物料温度不大于60℃。
2.2皮带机的常规构造
拖动运行装置、可直接制动装置、具体材质带、装货部分、卸货部分、洒水装置、托辊、改变方向装置、张弛调节等装置组成带式机几个关键构造。
(1)输送带:常用的材质有塑料带和橡胶带两种。橡胶带可工作的范围较广,工作条件也不算苛刻[[6]]。对于一些倾斜角较大环境,建议使用较为粗糙的皮带面。塑料带具有耐油腻、耐腐蚀等特点,适用于一些室内、倾斜角较小、所运送的物料特殊的工作环境。带式运输机的主要参考依据是皮带的宽度[[7]]。
(2)托辊:主要有一拖动筒、两拖动筒和多拖动筒等[5]。有内陷型托辊、水平状托辊、可控方向型托辊、迟滞保护托辊。通过第一类托辊固定结构以输送待输送的物品;一条皮带的水平角度可凭借可控方向型托辊控制,避免发生意外和故障;缓冲托辊设置在材料的缓冲出口,减少带震影响。
(3)滚筒:分为拖动皮带运行筒的和改变皮带方向筒两类。拖动皮带运行筒是拖动运行的核心部分。有三大种分类,可根据具体要求来选择[[8]]。
(4)松紧调节:它的作用是调节输送带松紧,以避免紧松不当的出现,减少滚筒与驱动滚筒之间的打滑,控制皮带的挠度在合理的范围内。
 图2.1 皮带机
图2.1 皮带机
2.3皮带机的工作原理
两个端点滚筒和闭套的输送带两者是带式机的组成结构。运行输送带的那部分装置称之为可供电拖动装置,另一个移动方向的作为一个修正带辊。通过控制马达驱动辊的驱动和输送带运动,产生传动带之间的摩擦阻力,推动皮带向前运行。驱动滚筒一般设置在驱动卸料部分,以提高牵引力,增大受益。这部分等待运送的物料从进料口进入传送带,在传送带上输送,靠摩擦驱动运至卸载部分卸料。
第3章 常见工业控制系统的比较
随着工业化生产的发展,一方面,诸如工艺流程的变革,设备的更新换代,生产规模的扩大,以及快速反应等均对自动化系统提出更高的要求。另一方面,提供了发展的自动化产业,微电子,计算机,通信和网络技术的支持的新的协议制度。如今常见的控制系统并投入到实际应用的有:
3.1集散型控制系统(DCS Distributed Control System)
这种控制系统是是由最开始的微型处理器变化而来的,它主要坚持了把要控制的东西分散开,在一个总系统中显示信号,协调布局等原则的新一代自动控制系统。目前在多个领域都有应用,一般将整个系统分级管理,一层一层的设计,每一层有自己的特定任务。通常采用固定的梯形结构,依次分配每一级的子系统,每个子系统都有一定的要求,形如金字塔模式。
一般来说,主要包括上级操作台与计算机、数据通讯总线和过程回路控制单元三大部分。
优点:可靠性高;操作和监测方便;分散控制,集中操作;
缺点:使用传统仪表,安装维护成本高;通用性差;价格昂贵;
![J{VI~0H4VIH]$${9WTL}7`S](http://www.biyelunwen.org/wp-content/uploads/2020/02/lw3976_2020218105621513.png)
图3.1 集散型控制系统
3.2分布式数控系统(DNC Distributed Numerical Control)
数控系统是在计算机内存中的程序控制,实现部分或全部数控功能,并配备伺服驱动接口和专用计算机system.mit数字,字母和符号,程序的指示,以一个或多个机器运动控制,其控制是通常的位置、角度、速度等机械量和数量。DNC系统检测到局域网的工厂工作,统一网络管理,实时监控,支持DNC的数控程序的修改,上传的在线查询和历史查询,同时兼顾了一个公司的机器在工厂的生产效率。
DNC系统的主要组成部分有:中央计算机及外围存储设备、通信接口、数控设备等。
优点:提高了系统的精度和灵活性;优化编程过程,简化DNC程序管理;便于进行生产调度和监控。
缺点:系统体系结构的开放性不强;DNC系统通信方式多为一对一式,或采用局域网结合一对一式,通讯能力简单和落后;DND系统与其他硬件连接不方便;DNC系统控制软件重复利用率不高,需要进行面向对象具体设计和实现。
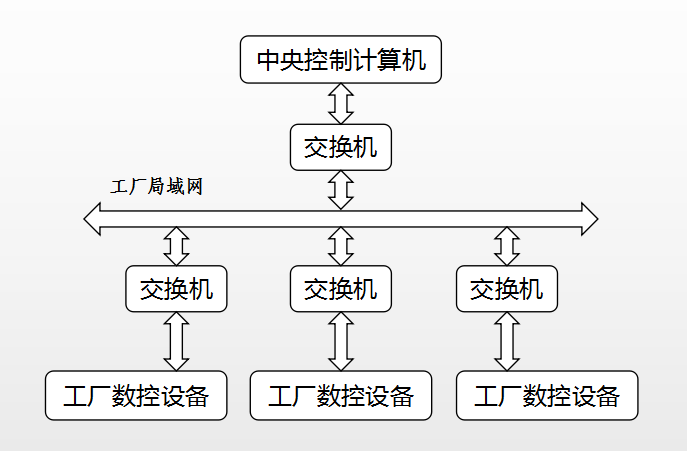
图3.2 分布式数控系统
3.3现场总线控制系统(FCS Fieldbus Control System)
现场总线是在20世纪90年代产生的一个先进的工业技术,是今天的互联网通信和管理理念与在工业领域的结合。从本质上说,它是一种数字通信协议,是一种连接智能现场设备和自动化系统的数字式、全分散、双向传输、多分支结构的通信网络系统[[9]]。它是生产设备和计算机网络控制、通信和交互、现场设备互连、良好的本地特性、分散的功能块、通信线路和供应网络、开放式网络等技术的结合。
总之,现场总线将把现场控制系统最基本的设备变成了通信子站点,从而实现数字通信。从下往上可看作是设备现场通信的延伸,扩大了商业信息通信的覆盖范围,使其覆盖到工业场所。现场总线控制系统有如下特点:
(1)系统的开放性:这意味着,通信协议是开放的公共使用的,允许不同的制造商之间交换设备的信息。开放性意味着所用标准的一致性和共同性,以及协商一致意见和遵守共同协议。在全世界范围内,任意互联的设备和系统要求达到同样的标准。
(2)互可操作性与互用性:互换性是指装置之间、信息和通信系统之间的互连,而互用性是指共用、互换、交替、替换。性能不同的设备与不同的制造商之间的互联。
(3)智能和功能自治的现场设备:这是一个囊括传感器测试,补偿计算,工作量处理和管理等工作的集合体。在运行现场的总线显示功能,只有在现场的总线设备才能履行主要的自动控制功能,并可随时诊断出我们正在运行设备的状态。
(4)系统结构的高度分散性:现场总线形成了一个完全分散的管理系统的新结构。现有的中央和分散的DCS管理系统已被彻底改造。管理系统更新对项目进行了修改,简化了系统结构,提高了系统的可靠性。
(5)对现场环境的适应性:作为工厂网络的下半部分,现场专门设计的子网络可保证双绞架、同轴电缆、光缆、红外及其他传输介质的传导,具有强大的抗干扰能力,双相双线供电和通信的系统,并能满足用户要求。同时满足全面防炸防起火要求。
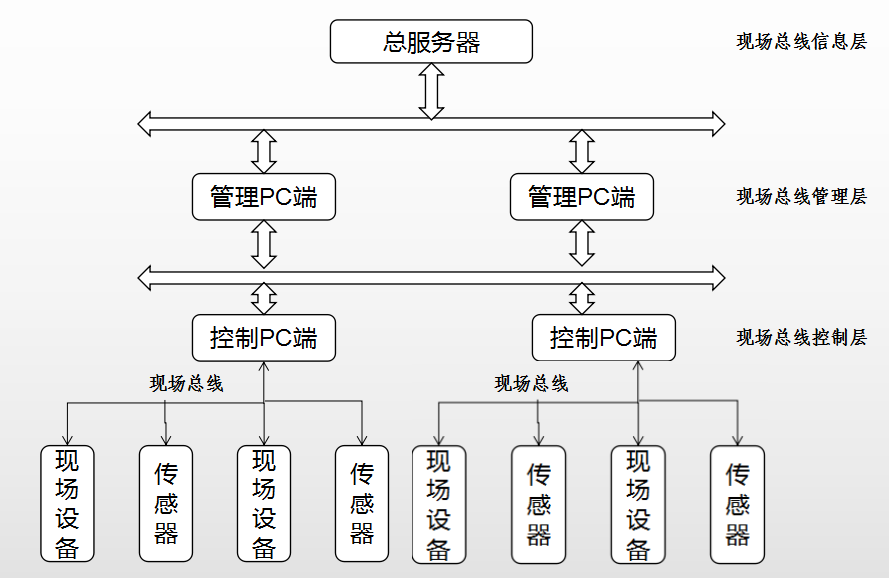
图3.3 现场总线控制系统
3.4PLC控制系统(PLC Programmable Logic Controller)
可编程逻辑控制器,专为工业生产设计的一种数字运算操作的电子装置,它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向设备的指令[[10]],PLC通过数字或模拟输入和输出控制不同类型的机械或生产过程。是现代工业控制的主要部分。PLC控制器基本上是一个用于工业管理的计算机,其硬件结构几乎完全类似于微型计算机结构。PLC的主要特点:
(1)PLC可采用梯形图编程,编程简单,便于增删、修改和运行调试;
(2)可靠性高,抗干扰能力强,维护成本低;
(3)通用性好,针对不同对象可灵活组合;
(4)功能完备,系统强大,泛用性高;使用方便,便于安装,检查故障方便,设计与施工相对简单。
3.5本次港口皮带运输机系统的方案选择
针对长江某港口矿石码头皮带运输机系统,考虑到其相对恶劣的工作环境,对整个皮带机系统的监视、调度和控制功能,以及对码头物料输送作业的工作效率的要求,本文拟采用现场总线控制系统作为码头皮带输送机系统的控制系统,并使用目前简单可靠的PLC对系统进行编程、监测和控制,通过分配I/O点和通讯子站,减少通讯电缆的使用,同时实现全系统覆盖;使用通讯电缆连接现场设备、PLC控制器和上位控制计算机,实现信息的交互连接。
第4章 港口皮带运输机系统的硬件设计
4.1港口皮带输送机系统概述
本论文研究对象为常见的带式皮带机,整个系统共包括两条流水作业线。其中,第一条作业线包括1、4、6、8号皮带机,第二条作业线包括2、3、5、7、9号皮带机。
同一流水作业线的皮带机开启时必须由堆料场至卸货口的顺序开启,停机时由卸货口至堆料场的顺序关闭。同时在进行皮带机的流程中发生故障必须满足自动处理。运行流程中的各设备的实时状态信号, 通过各传感器直接送至PLC的I/O接口, 作为皮带机是否正常运行的主要依据。当某一皮带机突发故障时(如跑偏), 除该皮带机立即停止运行外,流程的上游设备也将立即停止运行, 其下游设备根据不同设备的情况,卸完物料后, 依次停止运行。
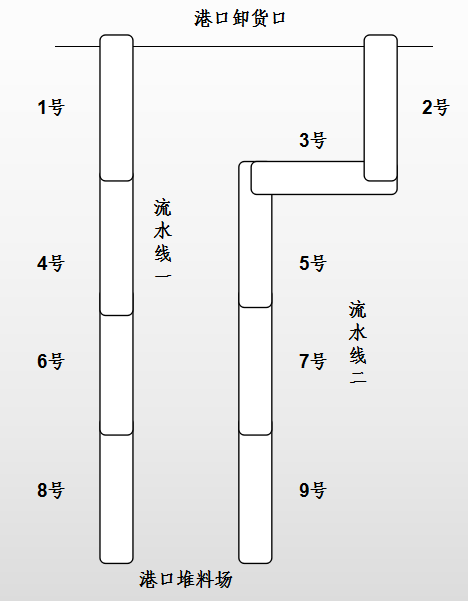
图4.1 现场皮带分布示意图
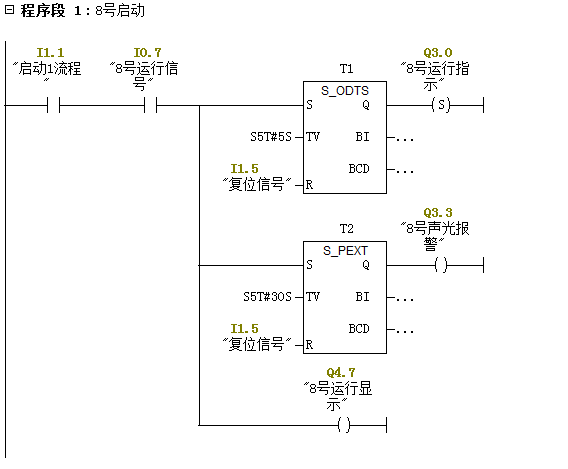
本次设计以码头皮带机系统第一流水作业线作为例来阐述控制内容。系统第一流水作业线中先由靠近堆料场的皮带机8号皮带机启动,延时20秒启动6号皮带机,6号皮带机启动后,延时20秒启动4号皮带机,最后1号皮带机在4号皮带机启动后延时20秒启动。整个启动过程中该流程内的皮带机一旦启动,从启动时刻起对应皮带机都有30秒延时声光报警,防止皮带旁有人因皮带突然开启而发生安全事故。
![]YC[$V8O$$7U0}C`R27UCX2](http://www.biyelunwen.org/wp-content/uploads/2020/02/lw3976_2020218105621554.png)
图4.2 启动流程图
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
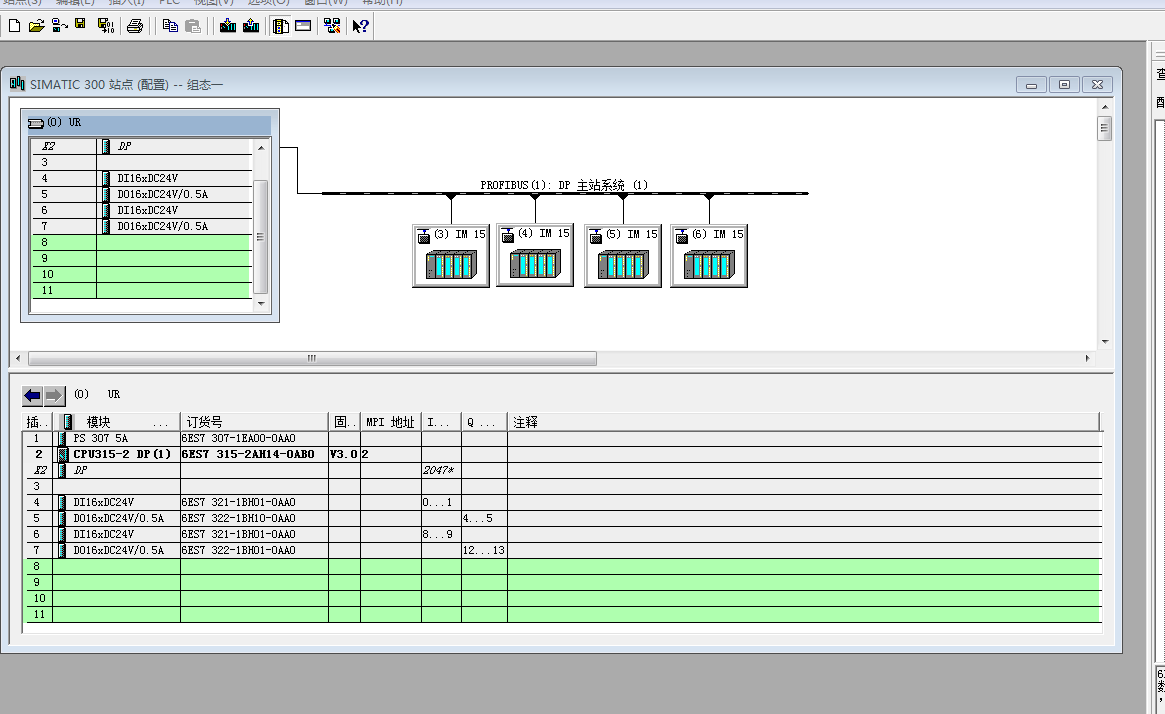
相关图片展示:
![2BX[{KGVXA1]4E1HAHF`R4G](http://www.biyelunwen.org/wp-content/uploads/2020/02/lw3976_2020218105621567.png)
![QNMZ46DR8YDVDU%9MH7)8]W](http://www.biyelunwen.org/wp-content/uploads/2020/02/lw3976_2020218105621576.png)
![G[]URHH{72S3B)ILB8KZ[GQ](http://www.biyelunwen.org/wp-content/uploads/2020/02/lw3976_2020218105621640.png)
![)6({3Q@O6P]QVYR25BMMTPL](http://www.biyelunwen.org/wp-content/uploads/2020/02/lw3976_2020218105621648.png)



