船舶三速起货机的控制系统设计毕业论文
2020-02-19 09:14:52
摘 要
本文介绍了船舶起货机的PLC控制系统,也分析了传统继电器控制电路,基于PLC的控制经过实践已经证明,它是优于传统继电器的控制方式,文中对PLC的相关知识做了非常详细的说明,从起源到发展,从结构到功能,船舶PLC控制是船舶自动化的进步。
关键词:船舶起货机;控制;PLC;
Abstract
This paper introduces the PLC control system of ship cargo winch, based on PLC control practice has proved that it is better than the traditional relay control mode, this paper makes a very detailed description of the relevant knowledge of PLC, from the origin to the development, from the structure to the function, the ship PLC control is the progress of ship automation.
Key Words:Cargo Cranes;Control;PLC
目录
第1章 绪论 1
1.1 选题的目的及意义 1
1.2 国内外研究综述 2
1.2.1 国外研究综述 2
1.2.2 国内研究综述 2
1.3 本文的研究方法和研究内容 3
1.3.1 研究方法 3
1.3.2 研究内容 3
第2章 PLC概述 4
2.1 PLC的产生和定义 4
2.1.1 PLC的产生 4
2.1.2 PLC的定义 5
2.2 PLC的特点 5
2.3 PLC的应用和发展 7
2.3.1 PLC的发展状况 7
2.3.2 PLC的演变趋向 8
2.4 PLC的分类 9
2.5 PLC的系统组成 11
第3章 船舶电动起货机概述及控制系统设计 13
3.1 起货机的分类与特征 13
3.2 传统继电器控制的船舶起货机运行方式及电路分析 14
3.2.1 电动起货机的的运行特点及控制要求 14
3.2.2 传统继电器控制船舶起货机的电路原理分析 14
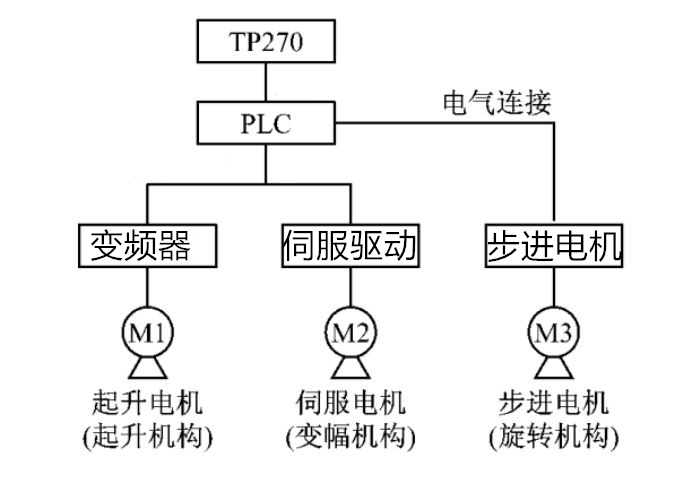
3.3 船舶起货机PLC控制系统概述 17
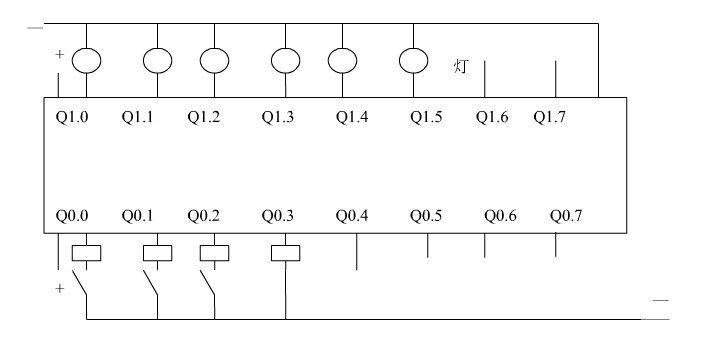
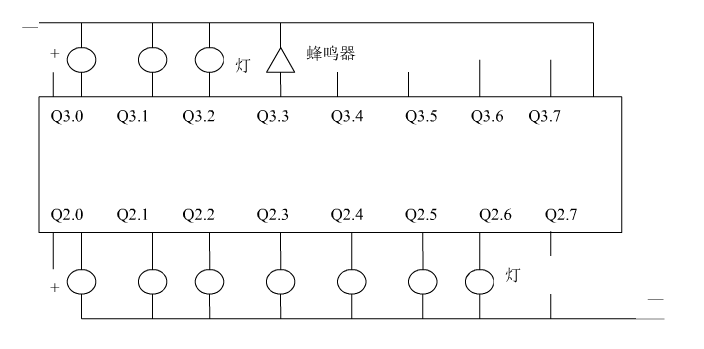
3.4 船舶起货机PLC的I/O点分配以及系统硬件接线设计 19
3.4.1 I/O点分配 19
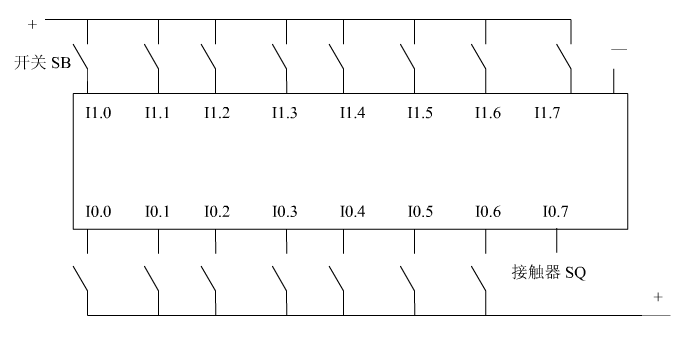
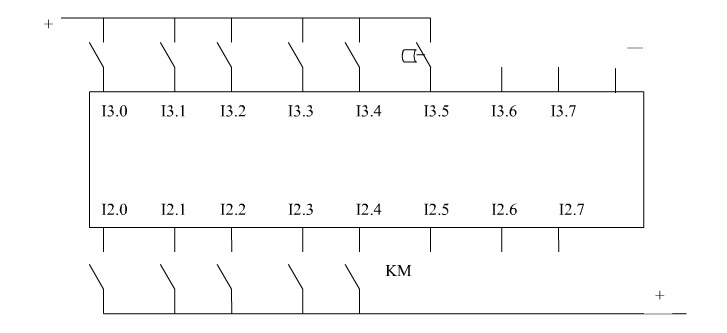
3.4.2 系统的硬件接线设计 19
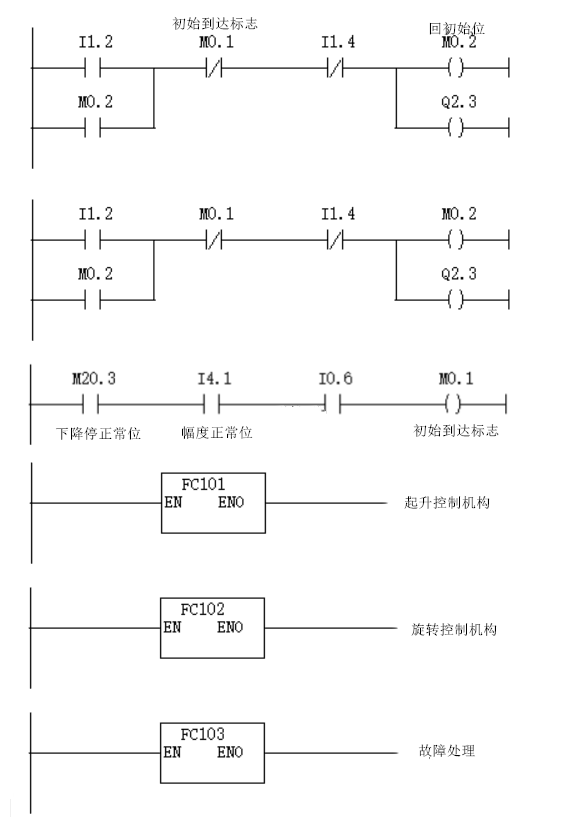
3.5 PLC程序梯形图 22
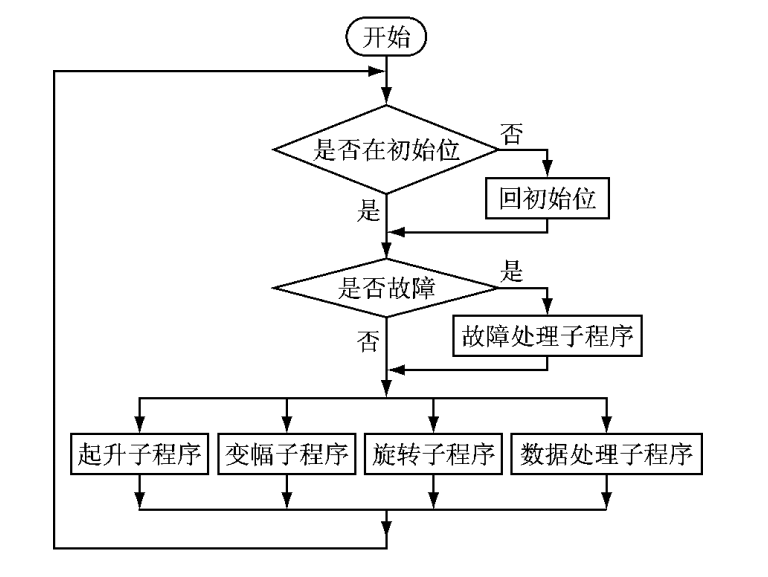
3.5.1 PLC源程序 22
3.5.2 起升货物控制程序 23
3.5.3 旋转控制程序 26
3.5.4 故障处理程序 27
第4章 结论 28
致谢 29
参考文献 30
第1章 绪论
1.1 选题的目的及意义
船舶的作业时间主要由航行时间和停泊时间两部分组成。船舶在港停泊的时间越长,其航行时间就越短,运力的发挥也就越差。对于货船而言,港口靠泊时间的长短主要取决于货物的装卸时间。因此,提高装卸效率,缩短港口靠泊时间,对于加快船舶周转率、降低运输成本、提高港口货物吞吐量、加快货物运输具有重要意义。
甲板机械里面,船舶起货机具有一定的代表意义。它的结构较为复杂,管理起来不易,有很强的专业性,想要掌握较为困难[1]。我们所熟知的传统的起货机,是用继电器来控制的,控制电路复杂。在散货船上使用时,操作频繁,连续工作时间长,装卸周期短,导致这种控制方式故障率高。不仅问题频发、维修艰难,而且更换不易、难以扩展,起货机在进行作业时,特别是使用多年的机器,由于接触点经常失效,会出现控制错误,造成控制紊乱[2]。因此我们应该提出更加先进优秀的控制办法代替它,比如PLC技术。为了了解PLC控制和继电器控制的区别与优劣,本文不仅详细介绍了PLC控制技术,也对继电器控制做了一定的说明。船舶起货机的安全保障有限,除了机械限位以外,在非机械方向,缺少软件的预测控制,缺乏安全评估。这样就不能避免因为船员作业失误而造成的货物跌失的情况。因而,船舶起货机控制所考虑的方向应该是更加便捷简单的操作,不会因为操作者经验不足而出现问题,这就是软件要开发和补充的事情。所以,很明显的,用PLC控制的起货机安全性更高,更加的稳定以及可靠。这样的控制方式减少了管理人员的工作,更重要的是使得事故发生率大大降低,自然提高了工作效率。
如今,PLC迎来了空前的发展,它在工业自动化中已经占据了重要位置,因此,将船舶起货机继电器控制系统改造为PLC控制系统势在必行。本文目的就是引入PLC来实现三速起货机的自动控制,取代了传统继电器,切换到PLC控制系统,故障率明显降低,正常运行的时长大大提高,对日常维护的管理人员来说,极大的减轻了他们的工作量,解放了船上珍贵的劳动力,使得船舶货物装卸的效率有了显著提升。国外在工业自动化领域已经普遍运用PLC控制技术,然而,在我国却没有得到广泛应用,我国的工业生产自动化的程度一直比较低,落后于西方发达国家,我们应该认识到新技术所带来的便利和好处。所以对船舶起货机采用PLC控制技术对于船舶行业来说有着深远而重大的意义,如今船舶机械发展趋向于自动化,机舱发展趋向于无人化,所以PLC技术对船舶机械自动化、轮机自动化有着举足轻重的作用。
1.2 国内外研究综述
1.2.1 国外研究综述
国外PLC起步较早,以美国、德国、日本为首,在1969年第一台PLC问世之后,大力发展PLC技术,并且取得了非常喜人的成果。目前,工业自动化里有了PLC的三分地,在欧美国家,PLC覆盖了大部分的规模企业。在日本凡是8个以上的继电器组成的控制系统都已经采用PLC来取代。PLC产业已经形成了一个大市场和大产业。世界上有200多家PLC制造商,有数百条生产线。而世界有七大PLC公司,是美国AB、通用(GE)、莫迪康(MODICON),日本的三菱(MITSBISHI),欧姆龙(OMRON),德国的西门子(SIEMENS),法国的TE[3]。这七家公司是PLC世界中的“巨无霸”,占据了绝大部分的市场份额。美国AB公司与德国西门子公司处于领先位置,都在努力争夺世界第一的销售额。
单论技术,这几家公司的产品型号完整,有不同的档次,从十来点I/O到近万的I/O点PLC都具备。这些公司都的编程方式都是一样的,通用性高,能够互相连接;而且可以与PC、小型计算机、数控装备等实现数据互通,具备完整工业系统的条件,
PLC处于快速发展时期,更新越来越快,国外已经在使用第四代。许多PLC厂家的更新周期已经缩短到不足两年。技术的更新换代也来越快,新技术如同雨后春笋,PLC的不同机型都朝着功能更先进性能更优越的方向发展。总体来说,PLC已经是自动化工业的第一位。
1.2.2 国内研究综述
我国PLC在1970年开始初现端倪,共历经三步走,从初始的分立元件到小规模集成电路再进一步到大规模集成电路。目前,我国有30多所高校、科研院所和工厂从事PLC研究。然而,我国因为起步较晚,所以总体上至少和西方发达国家比起来有五年的差距。
国家为了不落后于世界工业自动化的脚步,改造传统工业,大力发展PLC技术,这些年,进口的PLC单机数量巨大。有迹可循的费用已经逾五千万美元。更惊人的是,大量包含PLC的生产线和设备被引进。例如,一家电视厂进口的日本彩电生产线的电子控制系统包含40多个PLC,在上海上陵冰箱厂(一期)所知的进口冰箱生产线,发现电子控制设备里面也有将近50个PLC。根据各处不完全统计,我们足足引进了超过150条的生产线。在这之外,还有很多其他产业也都引进了大量的含有PLC的设备。
由机电工程部北京机械工业自动化研究所(PLC)研制成功的小型PLCMPC-001A(YZPC001A)的年产能已超过1000台。上海起重机电器厂研制的CF-40MR、上海工业自动化仪器研究所研制的TCMS-300D、上海大华仪器厂研制的TCM-40、四川仪器厂生产的TS-300小型PLC能够和日本三菱电机公司生产的F-40MR-PLC兼容。上世纪80年代末期,为了进一步促进PLC技术发展,天津中央自动化仪表公司与美国歌德公司签订了生产PLC、国产DJK-S-PLC的技术协议。随后,辽宁广播二厂引进德国西门子公司的PLC技术,建立了S5-101U和S5-115U的PLC生产线。令人醒目的是,中外合资的无锡华光电子工业有限公司生产的SR-20、SR-21型PLC,将美国AB公司PLC技术引入厦门艾伦-布拉德利有限公司生产的PLC-2/17、PLC-5/15、PLC-3标志着我国PLC技术的新水平,缩短了中国与国外PLC技术的差距。
全国性的PLC学术讨论会已举行过多次。中国机电一体化技术应用协会可编程序控制器分会也于1991 年10月份在北京成立。该分会受政府部门委托,开展了PLC行业情况调研,为制定PLC技术和产品应用发展规划及技术经济政策提出了建议。市场上也出版了很多PLC相关书籍,不少高等学校相继开设了可编程序控制器专业的课程、大大推动了PLC技术的发展。
1.3 本文的研究方法和研究内容
1.3.1 研究方法
根据船舶三速起货机的结构、控制原理和控制要求,来选择合适的PLC模型,绘制了对应的硬件接线图、梯形图等。能够在技术上,体现出用PLC控制技术代替继电器控制技术的先进性和优越性。
1.3.2 研究内容
本文主要研究如何用PLC控制代替继电器控制起货机。船舶起货机虽然因构造类型,驱动方式和制造厂家的不同而种类繁多,结构各异,但不管怎样,若从实际需要出发,都必须满足一些基本要求。例如:有额定的起货速度,并能根据操作人员的要求方便、灵敏地将货物卸下和落下。能依据起吊轻货或者重货以及空钩或者货物着地等不同情况,在很宽的范围内调整操作速度,并具备优秀的加减速特性;不论在起货或者落货的过程中,都能根据需要随时停止,并握持重货等要求[4]。PLC控制系统不仅应做到上述基本要求,而且应更加稳定可靠,维护方便,操作简单。通过对起货机PLC自动控制系统的研究,说明了采用PLC技术进行船舶机械控制的必要性、可行性和优越性,为船舶机械自动化和船舶自动化开辟了一条新的道路。
第2章 PLC概述
2.1 PLC的产生和定义
2.1.1 PLC的产生
PLC控制技术是站在传统继电器控制技术的肩膀上产生的,20世纪20年代开始,人们解放劳动力,研究用各种方法控制生产机器,他们把各种电子器件按照一定的顺序接在电路中,构成了第一套控制系统,于是,传统继电器控制系统问世了,它应用起来简单,而且在当时成本不高,价格便宜,可以做到很多控制系统的要求[5]。
但是,他的缺点也是非常的显眼,个头大,动作缓慢,故障频发,不可靠,并且由于是硬线逻辑连接的系统,所以连接复杂,不能实现复杂控制。当你需要改变生产过程和目标时,你必须更换你的原线和控制板,非常的不灵活。到1960年代为止,小型计算机的出现和大规模生产以及机群集团控制的发展,使得人们想要使用小型计算机进行工业控制,但却因为价格高昂,编程复杂和电路的输入输出不匹配这些原因,没有获得推广使用。1968年,美国掀起“汽车热”,汽车厂家竞争异常激烈,不停的推出新的型号。生产线的控制系统也发生变化。为了获得市场,必须弃旧纳新,美国通用汽车公司决定研发新的控制技术,摒弃继电器控制系统,于是对汽车的生产线控制系统提出了下面的要求:
- 程序编写简洁,能够当场编写改变控制;
- 便于修理和护理,能够运用插件设备;
- 能够更加稳定的操控,优于传统继电器;
- 相对于继电器控制装置,其占用空间更小;
- 所采集的数据能够不经过中间设备转存到计算器;
- 造价低廉,经济性不比继电器差;
- 美国标准的电压可以直接应用;
- 当达到相关要求时,能够直接控制电磁阀等元件;
- 扩大展开其控制系统时,原程序变化量要小;
- 个人储存器最低扩展至4KB。
此十条要求就是对汽车生产线控制系统提出的著名通用要求。它实际上是想要把继电器的价格便宜,简单易懂和计算机软件的灵活性高,易于操作的优点结合起来,将硬线连接的继电器改编成计算机逻辑控制程序。根据这些要求,20世纪60年代末,世界上首个PLC被制造出来了,它是美国数据设备中心开发研制的,全称是可编程序控制器。它第一次使用是在GM公司汽车的生产线上,用来代替继电器控制,但是功能很少,仅能执行继电器逻辑,计时,计数等。
但是随着20世纪70年代微电子技术的发展,诞生了微型计算器,以及微处理器。这个技术正好与PLC契合,它被尝试着应用在PLC中,使得PLC有了质的飞跃,拥有了更多计算器的功能,能够像计算器那样自行处理数据,将数据保存起来,不需要再通过外部设备,并且依然可以同以前一样代替传统继电器的逻辑控制。人们正式将它命名为可编程序控制器,简称PC,但是易与个人电脑混淆,就继续称之为PLC,它已经真正成为电子计算机工业控制设备。
20世纪80年代以来,PLC取得了新的突破,正是凭借着微电子技术的发展,给PLC开辟了新的道路,大规模以及超大规模的集成电路,应用于微处理器,微处理器再应用于PLC,使得PLC有了更加完善的功能。不但提升了它的操控能力,提高了效率,增强了节能,减少了占用空间,降低了造价,也比继电器更加稳定,程序编写也更简洁,也能比以前更加便捷的自检,并且在远程输入/输出、管理数据与显示设置都获得了良好的发展和进步。这些就是PLC成为如今自动化技术支柱的原因[6]。
2.1.2 PLC的定义
PLC的发展很快,至今都没有一个准确的定义。
1982年11月的时候,经过国际电工委员会研究,针对可编程序控制器,发出第一份文稿,后来又在1985年1月和1987年2月分别发出了第二份和第三份文稿,他们在文稿中对PLC进行了定义,即:可编程控制器是由数字操作的电子系统,专为工业环境而设计。它利用可编程存储器存储逻辑运算、顺序控制时序、计数和算术运算指令,并通过模块输入和输出控制各种机械的生产过程。有关外围设备的设计应遵循易于与工业系统集成和功能易于扩展的原则。
上述定义对PLC提出了抗干扰性的要求,并且一定要适应范围广泛,因为它是直接应用于工业环境,是应用性的,这就是它和一般微机控制的重要区别。
该定义强调PLC是数字化的电子控制系统,属于计算机的一类,但是它针对的目标不同,PLC主要是为了适应工业机械生产的环境。这种工控机程序编写起来简单,指令以个人用户为中心。它的功能包括逻辑运算、定时以及各种控制。有I/O模拟模块功能,可以实现工业生产中各种控制要求,与工业中其他控制系统联结,能够轻松扩大展开。
必须说明的是,在程序编写设计的可控性方面,PLC与滚筒和机械顺序控制器在本质上是不同的。由于将微处理器、半导体储存器这些新出现的电子元件装在PLC里,然后依照要求的命令编写程序,因此,能够多选择的改动控制程序,这就做到了依靠软件做到“可编程”目标[7]。
2.2 PLC的特点
现代工业生产过程复杂多样,对控制的要求也不同。PLC自从出现的以来,得到了各个领域行业工程师的喜爱。是因为它优点如下:
(1)不容易受到干扰,非常可靠
微机有自己的优劣,它的功能是很强大,但是有很多工业生产中有很多因素会影响到它的使用,比如电磁干扰,电源的波动,或者机器工作时产生的震动,发热等各种现象,都会有可能使它不能工作。另一方面,PLC通过其他机械制造厂家,电子电器厂家以及软件设计方面吸取经验[8]。它主要组成模块是集成电路(大规模、超大规模),输入输出系统的通路保护和调整电路使之完善。为了避免环境变化对性能的影响,它的机构考虑了温度,湿度,灰尘,震动等现象。通过保护硬件和保护软件两个方面进行,硬件方面采取隔断,外壳接地等一些办法,软件方面采用的办法有数字滤波等各种防止干扰的办法。这些的目的主要是为了让PLC适应复杂而且多变的工业环境,让其有很强的抗干扰性,普通的微机与它相比,远不能及。
另外,传统的继电器的防干扰能力也很强,但是相比PLC,缺点更多。首先继电器控制系统的接触点很多,这势必会造成接线复杂繁琐,触头相接触时,经常会出现接触不良,融着断裂,开启闭合时会造成电弧放电,损坏触头。继电器易损坏寿命短,控制系统不如PLC可靠。PLC控制系统使用的是微电子技术,将继电器触头开关接触改变为非接触式的电子设备,通过软件编写程序代替了继电器繁琐且不稳定的连线,在使用时长上,是继电器所不能及的,可靠性非常高[9]。
(2)控制程序编写简单,通用性高
PLC的种类多样,它的外围周边产品有很多,都能与之联结,能够根据需要灵活的组成控制系统,不会有尺寸限制。PLC的端子上连接的是I/O信号线,通过编写好的程序对系统进行控制,PLC组成的控制系统不需要继电器等设备,同时也没有繁多的接线。如果需要改变控制系统的功能,只需要技术人员重新编写控制程序或者更改控制程序,技术人员可以选择是在线或者离线修改。PLC功能强大,应用广泛,各个控制对象都可以安装相同的PLC,只需要根据要求写入程序进行应用。PLC能接入交流220V、直流24V的电路,承载能力非同一般。PLC系统微型计算机由于基本结构和工作原理的特异性,而且其接口电路参照了工业控制系统的要求,其接口输出能力强,可以根据控制对象的不同,用相同的硬件设施,编写不同的控制软件,就能够对不同的控制对象实现不同的控制。
(3)程序编写简单方便,使用容易
PLC是一种面向用户的设备。PLC的设计人员考虑周到,对工业现场也十分了解,他们调查并研究现场工程技术人员的习惯与要求,创造出梯形图以及简单工业控制指令这种形式的控制程序编写方式。梯形图在本质上和继电器电路原理图很是相似,它作为一种编程语言直观明了,能够很容易的看懂控制系统,又非常易于学会掌握。不需要专门去学习计算机知识和计算机语言,只要有基本的电子电工知识就可以[10]。
(4)具有一套完善的功能
PLC的功能齐全,性能可靠,运行稳定,可以应用于各种形式性能开关以及模拟量的传输。采用PLC的控制系统可以实现控制电路的各种要求,它经常采用用的功能块有定时器、移位寄存器等五种,可以完成很多控制功能。并且在PLC中采用了微处理器后,就能够便捷的做到延迟锁存、跳转、比较,还能像计算机一样,在内部进行运算(算数、逻辑),完成序列控制等功能,PLC还能做到模拟操作、显示、监控等复杂功能。所以,PLC能适应各种不同的控制要求。
(5)从设计到施工到调试的用时短
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: