自动售货机的PLC程序设计毕业论文
2020-04-06 11:08:11
摘 要
自动售货机在现代化的日常生活中运用非常普遍,不仅使人们的生活方式更加便利,也在经济全球化中充当着重要的角色。本文介绍了自动售货机的基本原理及工作流程。以西门子S7-200为例,将自动交易的过程划分为若干个程序模块通过 PLC 编程控制,从而能够实现自动售货机计币系统、选择系统、饮料供应系统、退币系统的统一动作。 利用 S7-200 设计自动售货机控制系统,包括 I/O 分配情况和外部连接线路, 并对其系统梯形图进行设计,通过调试,效果达到设计要求。
关键词:西门子S7-200;自动售货机;PLC;自动控制
Abstract
Vending machines are very common in modern daily life, which not only make people's lifestyle more convenient, but also play an important role in economic globalization. This article describes the basic principles and workflow of vending machines. Take Siemens S7-200 as an example, divide the process of automatic trading into several program modules controlled by PLC programming. In this way, the unified operation of the coin counting system, the selection system, the beverage supply system and the coin repayment system of the vending machine can be realized. Designing a Vending Machine Control System with S7-200, including I/O allocation and external connection lines, and design its system ladder diagram, through debugging, the effect meets the design requirements.
Key Words:Siemens S7-200;vending machine;PLC;Automatic control
目录
第1章 绪论 1
1.1 自动售货机 1
1.1.1 自动售货机的历史 1
1.1.2 自动售货机的分类及前景 1
1.2 PLC 2
1.2.1 PLC发展历史 3
1.2.2 PLC基本结构 3
1.2.3 PLC应用领域 4
1.3 西门子S7-200 5
第2章 控制要求及方案设计 6
2.1 PLC工作原理 6
2.1.1 输入采样阶段 6
2.1.2 程序执行阶段 6
2.1.3 输出刷新阶段 6
2.2 自动售货机的工作流程 6
2.2.1 自动售货机流程图 6
2.2.2 自动售货机控制要求 7
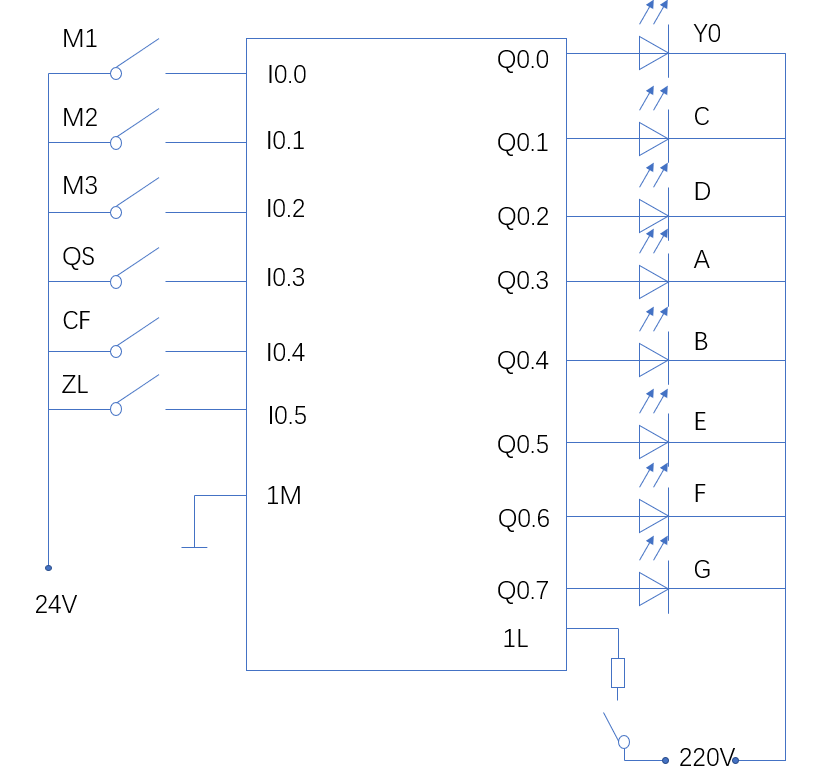
2.3 I/O点分配 8
2.3.1 I/O地址分配 8
2.3.2 自动售货机外部连线 9
第3章 PLC程序设计 10
3.1 程序设计注意事项 10
3.2 程序设计分布解析 10
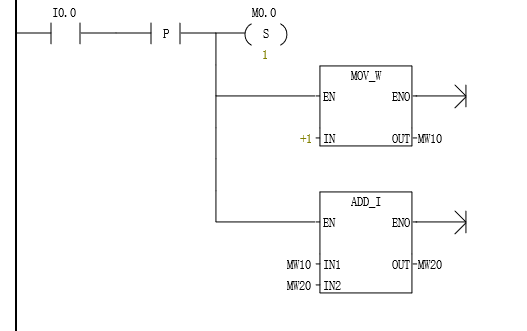
3.2.1 投币过程 10
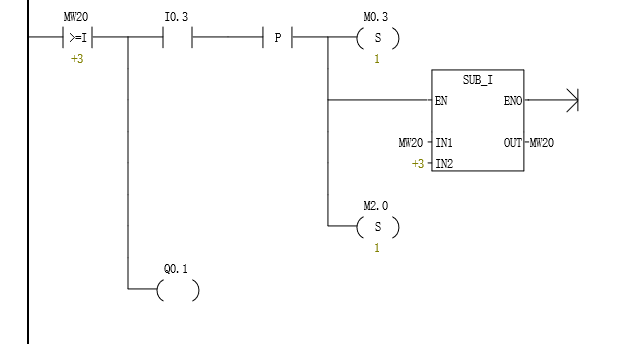
3.2.2 购买过程 10
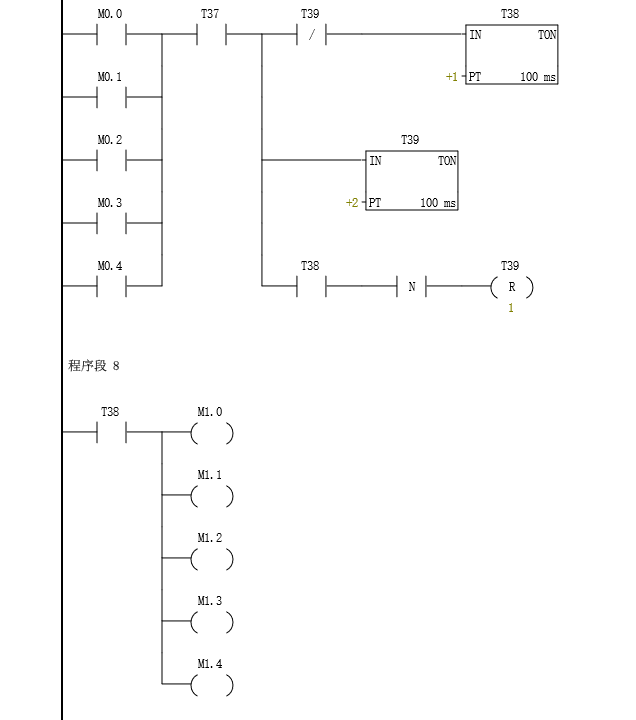
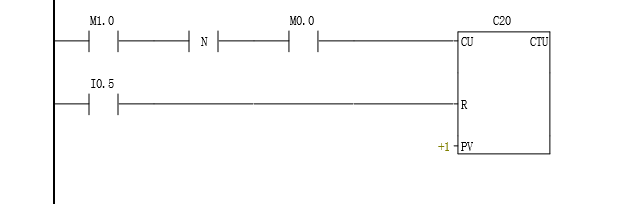
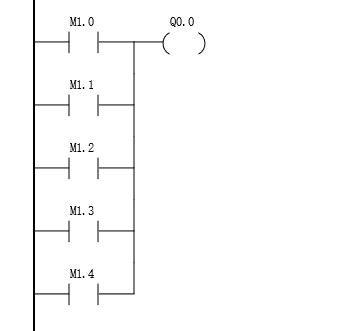
3.2.3 金额显示 11
3.2.4 出货过程 13
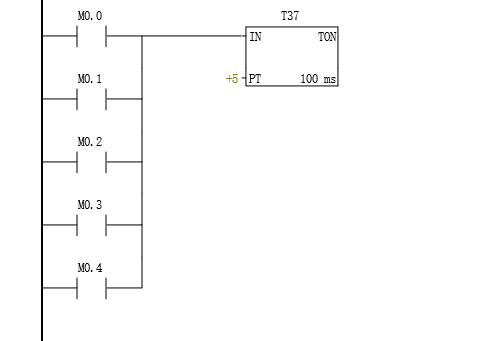
3.2.5 找零过程 14
3.3 程序设计总梯形图 15
3.4 程序运行与结果 21
3.4.1 操作过程 21
3.4.2 运行结果 21
第4章 结语 22
参考文献 23
致 谢 24
第1章 绪论
自动售货机的出现是劳动密集型的产业构造向技术密集型社会转变的产物。它常置于室内外便于行人取用的地方,所以它应具有环境适应能力强、可靠性高、 抗干扰性强等特点。自动售货机具有货币传动、货币识别、金额计算、货物传动、退币等功能,是一个综合性较强的控制系统。PLC是广泛应用于工业自动化领域的控制器, PLC及其有关的设备,都按易于与工业控制系统连成一个整体、易于扩充功能的原则而设计。现在,PLC功能得到了很大的扩充和完善。为了保证自动售货机能够正常工作,利用 PLC 对其进行控制是很好的选择。
- 自动售货机
自动售货机(Vending Machine,VEM)是能根据投入的钱币自动付货的机器。自动售货机是商业自动化的常用设备,它不受时间、地点的限制,能节省人力、方便交易。是一种全新的商业零售形式,又被称为24小时营业的微型超市。
1.1.1 自动售货机的历史
早在公元1世纪,希腊人希罗制造出了自动出售圣水的装置,这便是自动售货机的雏形。17世纪,英国的小酒馆中也拥有了出售香烟的自动售货机,用来为酒馆中未带香烟的客人提供香烟。对于最早的实用型自动售货机,应当是日本在本世纪末开发出来的,日本的第一台自动售货机是1904年的“日本明信片自动出售机”,它是集邮票明信片出售和寄邮件为一体的机器。自第二次世界大战之后,自动售货机才真正的普及。50年代的“喷水型果汁自动售货机”很受大众喜爱,果汁被注入在纸杯里出售。1962年,由于美国的饮料大公司进入日本市场,出现了以自动售货机为主体的流通领域革命。1967年,100日元单位以下的货币全部改为硬币,从而促进了自动售货机产业的发展。
1.1.2 自动售货机的分类及前景
传统的自动售货机控制系统采用单片机作为控制核心,这样不仅会在输入输出接口上做大量的工作,而且系统的抗干扰性比较差。可编程程序控制器是综合了计算机技术、自动控制技术和通讯技术而发展起来的一种新型的工业控制装置,它具有可靠性高、编程简单、维护方便等优点,已在工业领域得到广泛的应用。由于自动售货机作为社会上完成商品零售和综合服务的独立设施,要求它必须结构可靠、稳定和执行效率高。
现代自动售货机的种类、结构和功能依出售的物品而异,主要有糖果、饮料、报纸等自动售货机。很多城市的公共场所里面都放置有自动售货机,出售的商品五花八门,现实生活中最常见的自动售货机种类可分为以下三种:饮料自动售货机,食品售货机,综合自动售货机。现如今自动售货机也正在走向信息化也进一步趋向于合理化,无论如何自动化都是一种未来的发展趋势,自动售货机的出现就是由于劳动密集型的产业构造向技术密集型社会转变的产物。近年来,我国的自动售货机行业突飞猛进,在汽车总站、商厦、医院、小区、学校等地区纷纷涌现出自动售货机的踪迹。这种方便快捷的购物方式越来越受到人们的青睐,同时也是现代化城市配套设施的需求。在以后的生活中,设备化更将取代人工化,由此可见,自动售货机也将在以后的产业化中运用的越来越广泛。
中国自动售货业的发展比较缓慢,原因是多方面的。其中,最大的障碍是中国消费者对自动售货机的可靠性、易操作性有疑虑。此外,自动售货机出售的商品比较单一,价格一般高于超市、便利店的同类商品,影响到消费者的选择。
但这种局面随着技术的发展,针对中国饮料包装特点,自动售货机的货道加装了可调侧板,使售卖范围更广,多种罐装、瓶装、盒装、袋装小食品和饮料均可选择。而且支付方式的革新突破了自动售货机在商品单价上的限制。自助售货机内嵌有支付宝的声波模块,只需要在手机上安装支付宝钱包就能使用,减少了找零的麻烦,友好的支付界面为顾客提供便捷有效的服务。
自动售货的前景是非常可观的,据相关数据统计,全美每年通过自动售货机实现的零售总额近500亿美元,是美国零售业重要的分支之一。在西欧、北美、日本等国家,自动售货机已经扮演了重要的角色——24小时服务、无需专人盯守、售货范围广泛、可作为广告媒体等,自动售货机不仅满足了消费者的大多数需求,并且为企业节省了众多人工费用,被称为“用不下班的超级营业员”。日本的自动售货机有2000多种机型、6000多种产品,而美国更甚,光是运营商就有10800家。
在香港和国外,许多人将自动售货机当作是第二职业。自动售货的盈利来源主要分为销售收入、广告收入和材料费收入。如果将后两者计算入的话,一台21道自动售货机的年经营利润可达1.5万元左右。
目前,我国许多大中城市已经成为自动售货机的新兴市场,未来潜力及发展方向必将日益为有关厂商关注。
根据中国自动售货机专业委员会的预测,到发展期,我国将会布机50万台,年产值达到100亿元人民币,而成熟期更是到了300万台以及600亿元人民币,这将是一个巨大的产业。目前无论从人们的观念以及接受度,还是市场积累的经验看,都应该是进入中国自动售卖机行业的最佳时机。
1.2 PLC
PLC全称为Programmable Logic Controller,即可编程逻辑控制器,是采用微机技术的通用工业自动化装置所研发的一种专门为在工业环境下应用而设计的数字运算操作电子系统。它采用一种可编程的存储器,在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,通过数字式或模拟式的输入输出来控制各种类型的机械设备或生产过程。与 CAD/CAM 和工业机器人一起被誉为现代工业生产自动化的三大支柱之一。
1.2.1 PLC发展历史
最初PLC的产生,是由于美国汽车工业生产技术的飞速发展。自从1968年以来,PLC的功能逐渐代替了继电器控制板,直到现代PLC具有更多的功能。1969年,美国数字化设备公司研制出第一台可编程控制器(PDP-14),于通用汽车公司的生产线上使用效率获得了显著提升。1971年,日本研制出第一台可编程控制器(DCS-8);1973年,德国研制出第一台可编程控制器;1974年,我国开始研制可编程控制器:1977年,我国在工业应用领域推广PLC。PLC控制器在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业。
从20世纪70年代初将微处理器引入可编程逻辑控制器,到20世纪70年代末将计算机技术引入可编程逻辑控制器,使其拥有了运算速度高、体积小、工业抗干扰更可靠、性价比更高等优秀特点。20世纪80年代到90年代中期,PLC逐渐普及于各个工业大国,同时发展迅速,世界上生产可编程控制器的国家日益增多,产量日益上升,年增长率一直保持为30~40%。与此同时,可编程逻辑控制器逐渐进入过程控制领域,在某些应用上取代了在过程控制领域处于统治地位的DCS系统。20世纪末,它凭借着自己更加适应于现代工业的需要,使自己在市场上的容量基数不断扩大,同时奠定了自己在工业控制设备方面的地位。
1.2.2 PLC基本结构
PLC由中央处理器、储存器、电源、输入/输出单元和通信接口五个部分组成,其结构如图1.1
电源:电源用于将交流电转换成PLC内部所需的直流电目前大部分PLC采用开关式稳压电源供电。
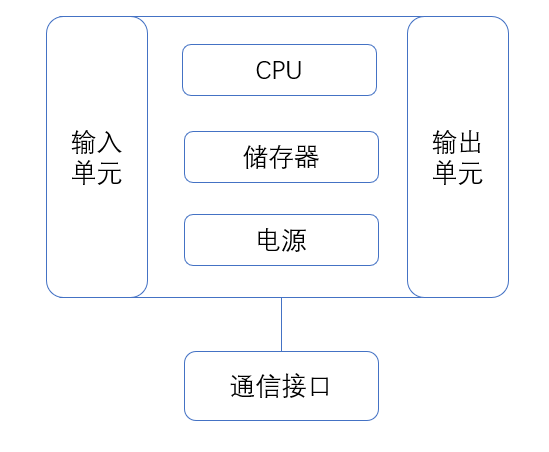
图1.1 PLC基本结构
中央处理单元(CPU):中央处理器是PLC的控制中枢,也是PLC的核心部件,其性能决定了PLC的性能。中央处理器由控制器、运算器和寄存器组成,这些电路都集中在一块芯片上,通过地址总线、控制总线与存储器的输入/输出接口电路相连。中央处理器的作用是处理和运行用户程序,进行逻辑和数学运算,控制整个系统使之协调。
存储器:储存器是具有记忆功能的半导体电路,它的作用是存放系统程序、用户程序、逻辑变量和其他一些信息。其中系统程序是控制PLC实现各种功能的程序,由PLC生产厂家编写,并固化到只读存储器(ROM)中,用户不能访问。
输入单元:输入单元是PLC与被控设备相连的输入接口,是信号进入PLC的桥梁,它的作用是接收主令元件、检测元件传来的信号。输入的类型有直流输入、交流输入、交直流输入。
输出单元:输出单元也是PLC与被控设备之间的连接部件,它的作用是把PLC的输出信号传送给被控设备,即将中央处理器送出的弱电信号转换成电平信号,驱动被控设备的执行元件。输出的类型有继电器输出、晶体管输出、晶闸门输出。
1.2.3 PLC应用领域
PLC在国内外已广泛应用于各个行业,大致可分为开关量的逻辑控制、模拟量控制、运动控制、过程控制、数据处理、通信及联网几个主要方面。PLC的指令系统具有强大的逻辑运算能力,很容易实现定时、计数、顺序等各种逻辑控制方式,同时也拥有模拟量的输入输出点,以便采样输入和调节输出实现对温度、流量、压力、位移、速度等参数的连续调节与控制。PLC控制器已经广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业,它具有高可靠性、抗干扰能力强、功能强大、灵活,易学易用、体积小,重量轻,价格便宜的特点。
1.3 西门子S7-200
西门子股份公司是全球领先的技术企业,170年来不断致力于卓越的工程技术、创新、品质、可靠和国际化发展。公司业务遍及全球,专注于电气化、自动化和数字化领域。作为世界最大的高效能源和资源节约型技术供应商之一,西门子在高效发电和输电解决方案、基础设施解决方案、工业自动化、驱动和软件解决方案等领域占据领先地位。公司还是影像诊断设备如计算机断层扫描和磁共振成像系统,以及实验室诊断和临床IT领域领先的供应商。
西门子S7-200PLC在实时模式下具有速度快,具有通讯功能和较高的生产力的特点。一致的模块化设计促进了低性能定制产品的创造和扩展性的解决方案。来自西门子的S7 - 200微型PLC可以被当作独立的微型PLC解决方案或与其他控制器相结合使用。
S7-200系列PLC可提供4种不同的基本单元和6种型号的扩展单元。其系统构成包括基本单元、扩展单元、编程器、存储卡、写入器、文本显示器等。它特别紧凑但是具有惊人的能力-特别是有关它的实时性能,速度快,功能强大的通讯方案,并且具有操作简便的硬件和软件。它具有统一的模块化设计,在一个紧凑的性能范围内为自动化控制提供一个非常有效和经济的解决方案。
S7-200 是一种小型的可编程序控制器,适用于各行各业,各种场合中的检测、监测及控制的自动化。S7-200系列的强大功能使其无论在独立运行中,或相连成网络皆能实现复杂控制功能。因此S7-200系列具有极高的性能/价格比。S7-200系列出色表现在以下几个方面:1)极高的可靠性。2)极丰富的指令集。3)易于掌握。4)便捷的操作。5)丰富的内置集成功能。6) 实时特性。7) 强劲的通讯能力。8) 丰富的扩展模块。S7-200系列在集散自动化系统中充分发挥其强大功能。使用范围可覆盖从替代继电器的简单控制到更复杂的自动化控制。应用领域极为广泛,覆盖所有与自动检测,自动化控制有关的工业及民用领域,包括各种机床、机械、电力设施、民用设施、环境保护设备等等。如:冲压机床,磨床,印刷机械,橡胶化工机械,中央空调,电梯控制,运动系统。选择西门子S7-200 PLC来编程自动售货机的PLC程序主要有以下几个方面的原因:
- 运行稳定,自动售货机存在于方方面面,被使用的次数也会很高,要使自动售货机的寿命保持在一个较长的期限,首先需要其稳定运行,不伤机器才能有一个较长的使用期限;
- 使用方便,操作简单,不会让顾客在它面前手足无措;
- 价格适中,适用于售货机这种中小型控制系统。
第2章 控制要求及方案设计
通过事先规划好的自动售货机工作流程,利用西门子 S7-200 PLC ,设计出符合控制要求的PLC程序。
2.1 PLC工作原理
PLC工作方式主要分为以下三个阶段:
2.1.1 输入采样阶段
首先以扫描方式按顺序将所有暂存在输入锁存器中的输入端子的通断状态或输入数据读入,并将其写入各对应的输入状态寄存器中,即刷新输入。在此阶段,PLC以扫描方式,读入所有的输入状态和数据,并将他们存入I/O映像区中的相应单元内。输入采样结束后,转入用户程序执行和输出刷新阶段。在这两个阶段中,即使输入状态和数据发生变化,I/O映像区中相应单元的状态和数据也不会改变。因此,如果输入的是脉冲信号,则该脉冲信号宽度必须大于一个扫描周期,才能保证在任何情况下,该输入都能被读入。
2.1.2 程序执行阶段
PLC按由上而下、从左到右的顺序依次扫描用户程序(即梯形图),并从储存器上读取输入信号,进行运算,并将运算的结果写入输出状态寄存器中。在用户程序执行过程中,只有输入点在I/O映像区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映像区或系统储存区内的状态和数据都有可能发生改变。梯形图如果排在上面,其程序执行结果会影响到下排用到这些线圈或数据的梯形图;而排在下面的梯形图,会对下个周期扫描的上排梯形图有影响作用。
2.1.3 输出刷新阶段
执行完所有的程序后,PLC将输出映像存储器中的结果写入输出锁存器中,再经输出电路驱动相应外设。这时才是PLC真正的输出。
2.2 自动售货机的工作流程
2.2.1 自动售货机流程图
实际生活中,自动售货机流程都如图2.1所示,由初始状态投入金钱,到投币状态,此时自动售货机会内部统计投入金钱数额并显示投入金额,并在能购买的商品显示处亮灯,表示可以购买。当顾客选择购买商品并按下按钮,会到达购买状态,此时机器打开相应商品通道,同时扣除相应金额显示余额。如有适当金额剩余则循环进入初始状态进行下一次购买。如若顾客按下退币按钮,则自动售货机退出余额数目的金钱并返回初始状态。
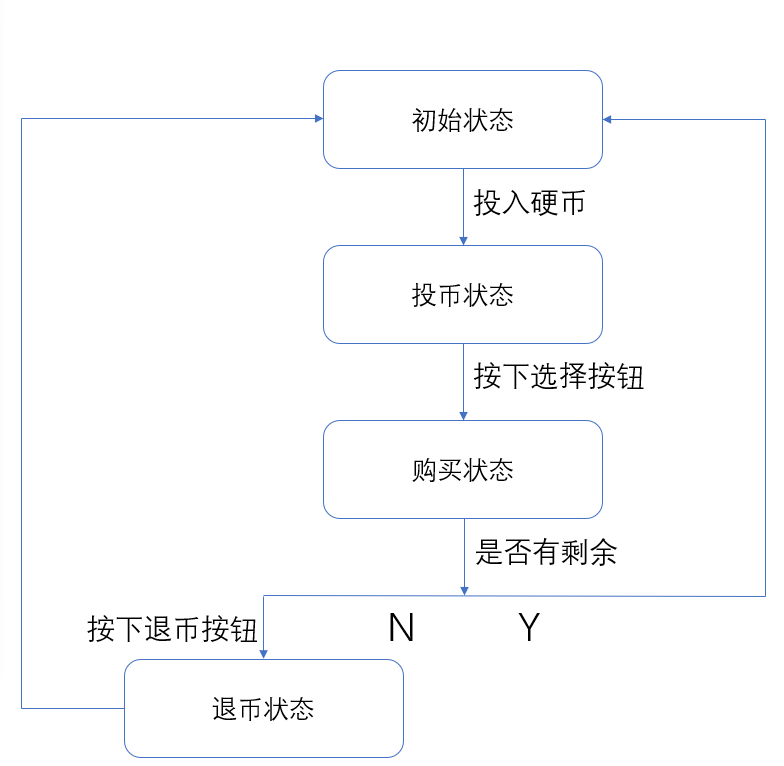
图2.1 自动售货机流程图
2.2.2 自动售货机控制要求
根据自动售货机的工作流程,设计出自动售货机的控制要求。
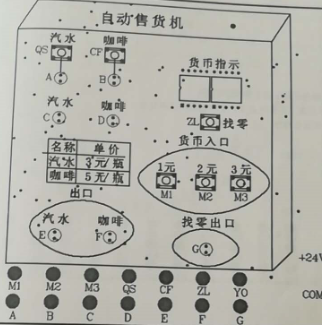
自动售货机的工作面板如图2.2所示,自动售货机中有汽水(3元/瓶)和咖啡(5元/瓶)两种饮料,M1、M2、M3 三个复位按钮表示投入自动售货机的人名币面值(分别是1元、2元、3元)。当余额显示窗口Y0所显示的值大于或等于这两种饮料的价格时,发光二极管C或D会点亮,表明可以购买饮料。按下汽水或咖啡按钮表示购买饮料,此时A或B发光二极管会点亮。同时E或F发光二极管会点亮,表明饮料已从售货机取出;按下ZL按钮表示找零,此时Y0清零,延时0.6s找零出口G发光二极管点亮,表示已经退币。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: